18 с возможностью регулировочного смещения вдоль коромысла.
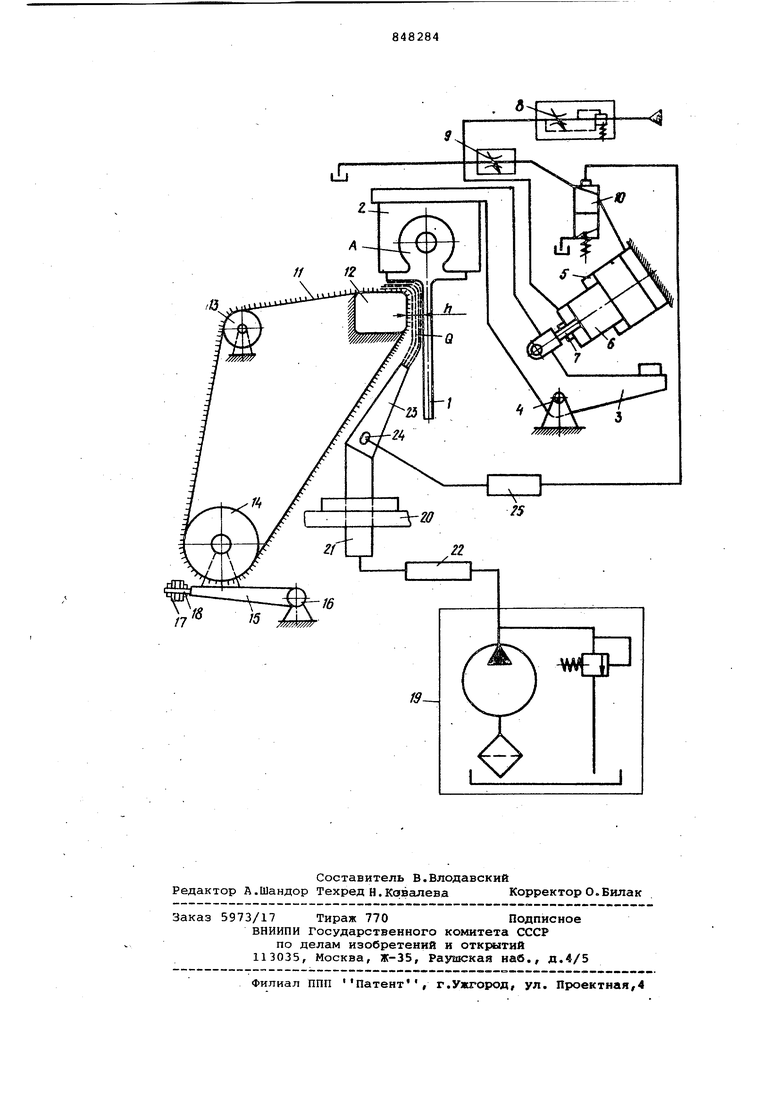
Система подачи смазочно-охлаждающей жидкости в зону обработки содержит гидростанцию 19 и приспособление 20 для крепления в нужном месте патрубка 21 подвода СОЖ в зону обработки.
Отличительной особенностью устройства является то, что в системе подачи СОЖ установлен блок 22 для сглаживания пульсаций давления, выполненный, например, в виде резервуара, а на подводящем патрубке 21 установлено сопло 23, на котором установлен датчик давления 24, который посредством управляющего по давлению СОЖ блока 25 связан с распределителем 10 переключающим механизм подачи на врезание с ускоренного подвода на рабочую подачу.
Устройство работает следующим образом.
В начале цикла обработки рабочая жидкость от гидростанции через регулятор расхода В подается в нижнюю полость, гидродвигателя 5 и идет на слив, распределительно находится в крайнем левом положении, перекрывая доступ рабочей жидкости в верхнюю полость гидродвигателя и сообщая его со сливом, рычаг подачи 3 с обрабатываемой деталью отведён от лент и находится в крайнем правом положеНИИ. Абразивная лента 11, приводимая в движение шкивом 14,вращается вхолостую с некоторым натяжением, задаваемым натяжным устройством. Дроссел 9 настроен на необходимую скорость быстрого подвода рычага подачи 3 к обрабатываемой детали.
При включении подачи на врезание подается сигнал на электромагнит распределителя 10, который открывает доступ рабочей жидкости в верхнюю полость гидродвигателя 5, дифференциальный порщень которого/ перемещаясь вниз, поворачивает рычаг 3 fa направлении инструмента со скоростью ускоренной подачи. При этом происходит изменение зазора между поверхностью абразивной ленты 11, огибающей контактный элемент 12, и обрабат ваемой поверхностью детали 1.
Гидростанция 19 через патрубок 21 и сопло 23 подает СОЖ в зону обработки. Пульсации давления СОЖ сглаживаются блоком 22.
При изменении величины зазора h меняется сопротивление струи Q смазочно-охлаждающей жидкости, выходящей из сопла 23, в результате чего в сопле повышается давление, изменение которого воздействует на датчик 24. Сигнал от датчика давления 24 передается в блок управления 25, который сравнивает поступающий сигнал с заданным и в момент совпадения сигналов дает команду распределителю 10 на переключение механизма подачи с ускоренного подвода на рабочую подачу.
Настройку устройства производят по значению давления СОЖ в.сопле в момент соприкосновения инструмента с обрабатываемой поверхностью детали ,В этом случае на момент подачи команды на переключение подачи не оказывают влияние ни изменение толщины ленты в процессе обработки, ни колебания припуска на обработку, так как устройство реагирует только на изменение зазора.
Повышение точности переключения подач позволяет увеличить стойкость абразивной ленты на 40-60% и производительность обработки на 50-75% при шлифовании пера лопаток ГТД.
Формула изобретения
Устройство для переключения рабочего органа с быстрой подачи на рабочую в металлорежущих станках с системой подачи СОЖ, содержащее датчик давления и механизм переключения подачи, отличающееся тем что, с целью повышения точности переключения, в систему подачи СОЖ установлен блок для сглаживания пульсаци давления, а на подводящем патрубке СОЖ установлено сопло, на котором в свою очередь установлен датчик давления.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР hP 382065, кл. В 23 В 25/06, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623720A1 |
| НАСОС-ДОЗАТОР | 2000 |
|
RU2180052C2 |
| Устройство для фиксации момента касания инструмента с обрабатываемой поверхностью изделия | 1979 |
|
SU931418A1 |
| Устройство для подачи смазочно-охлаждающей жидкости к шлифовальному кругу | 1983 |
|
SU1168394A1 |