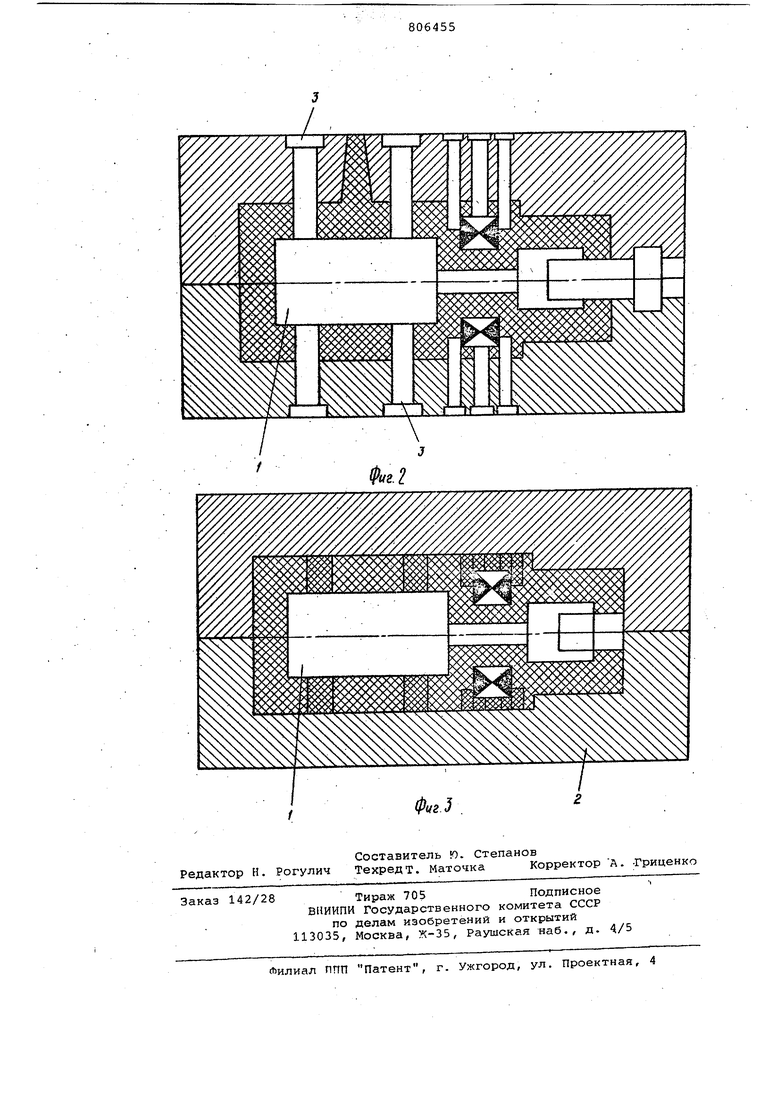
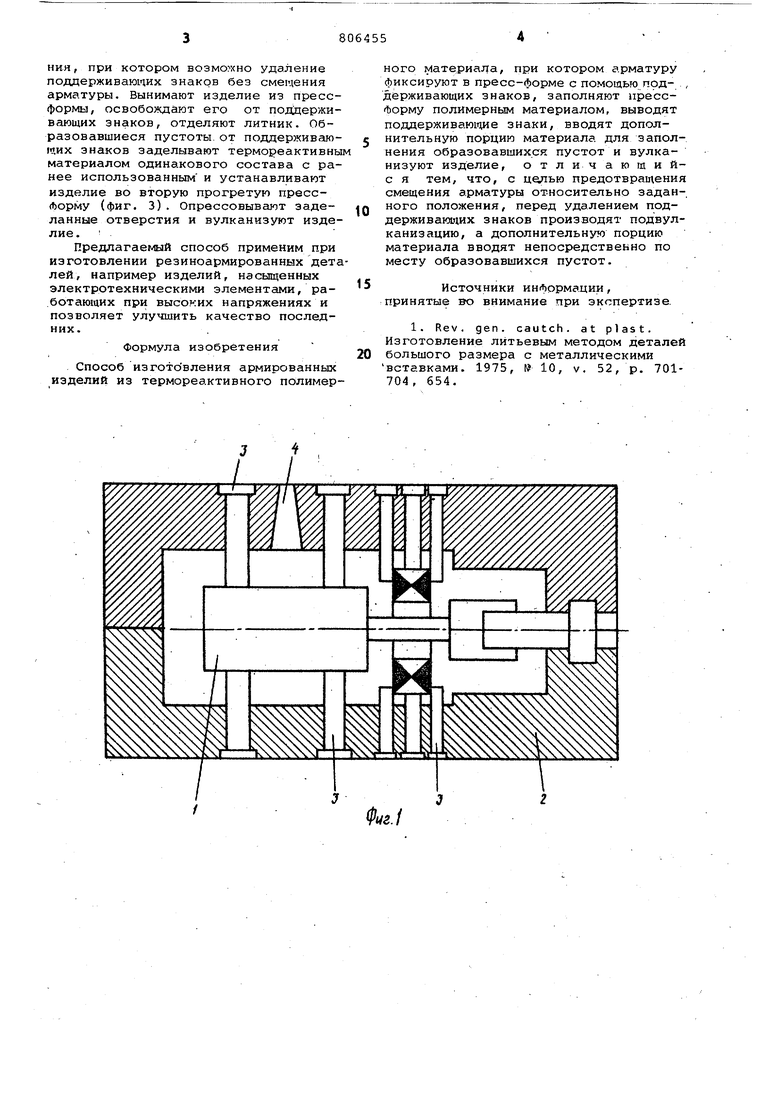
1. .. Изобретение относится к изготовлению изделий из термореактивного полимерного материала и предназначено для изготовления изделий из резины с арматурой,,имеющих сложную конфигурацию. Известен способ изготовления армированных изделий из терМореактивного полимерного материала, при котором ар матуру фиксируют в пресс-форме с попощью поддерживающих знаков, заполня ют пресс-форму полимерным материалом выводят поддерживающие знаки, вводят дополнительную порцию материала для заполнения образовавшихся пустот и вулканизуют изделие IJОднако в известном способе устранение пустОт достигается подачей дополнительной порции материала во впу скной канал фор№л и деформированием всего первоначально заполненного объ ема, что может привести к смещению арматуры относительно заданного поло жения. Цель изобретения - предотвращение смещения арматуры. Поставленная цель достигается тем что в способе изготовления армирован ных изделий и-з термореактивного поли мерного материала, при котором арматуру фиксируют в пресс-форме с помощью поддерживающих знаков, заполняют прессформу полимерным материалом, выводят поддерживающие знаки, вводят дополнительную порцию материала для заполнения образовавшихся пустот и вулканизуют изделие согласно изобретению перед удалением поддерживающих знаков производят подвулканизацию, а дополнительную порцию материала вводят непосредственно по месту образовавшихся пустот. На фиг. 1 показано положение арматуры и поддерживающих знаков в прессФорме до ее заполнения тёрмореактивньтм материалом; на фиг, 2 - то ке, . после запо:пнения пресс- формы термооеактивным материалом; на фиг. 3 - изделие на стадии опрессовки заделанных отверстий от поддерживак их знаков и до вулканизации. Предлагаекый способ осуществляется следующим образом. Арматуру1 устанавливают в прогре--. той .пЬесс-форме 2 и фиксируют поддерживающими знаками 3 (фиг. 1). Через литник 4 заполняют полость формы, в которой установлена арматура, термореактивным материалом (фиг. 2) и осущёствляют подвулканизацию до состояния, при котором возмом но удаление поддерживающих знаков без смещения арматуры. Вынимают изделие из прессформы, освобождают его от поддерживающих знаков, отделяют литник. Образовавшиеся пустоты, от поддерживающих знаков заделывают термореактивны материалом одинакового состава с ранее использованным и устанавливают изделие во вторую прогретую прессЛорму (фиг. 3). Спрессовывают заделанные отверстия и вулканизуют изделие.
Предлагаемый способ применим при изготовлении резиноармированных деталей, например изделий, насыщенных электротехническими элементами, работающих при высоких напряжениях и позволяет улучшить качество последних.
Формула изобретения
Способ изготовления армированных изделий из термореактивного полимерного материала, при котором арматуру фиксируют в пресс-форме с помощью поддерживающих знаков, заполняют прессФорму полимерным материалом, выводят подцерживаю1т1ие знаки, вводят дополнительную порцию материала для заполнения образовавшихся пустот и вулканизуют изделие, отличаю щи йс я тем, что, с целью предотвращения смещения арматуры относительно заданного положения, перед удалением поддерживающих знаков производят подвулканизацию, а дополнительную порцию материала вводят непосредственно по месту образовавшихся пустот.
Источники информации, принятые во внимание при экспертизе.
1. Rev. gen. cautch. at plast. Изготовление литьевым методом деталей большого размера с металлическими вставками. 1975, № 10, v. 52, р. 701704, 654.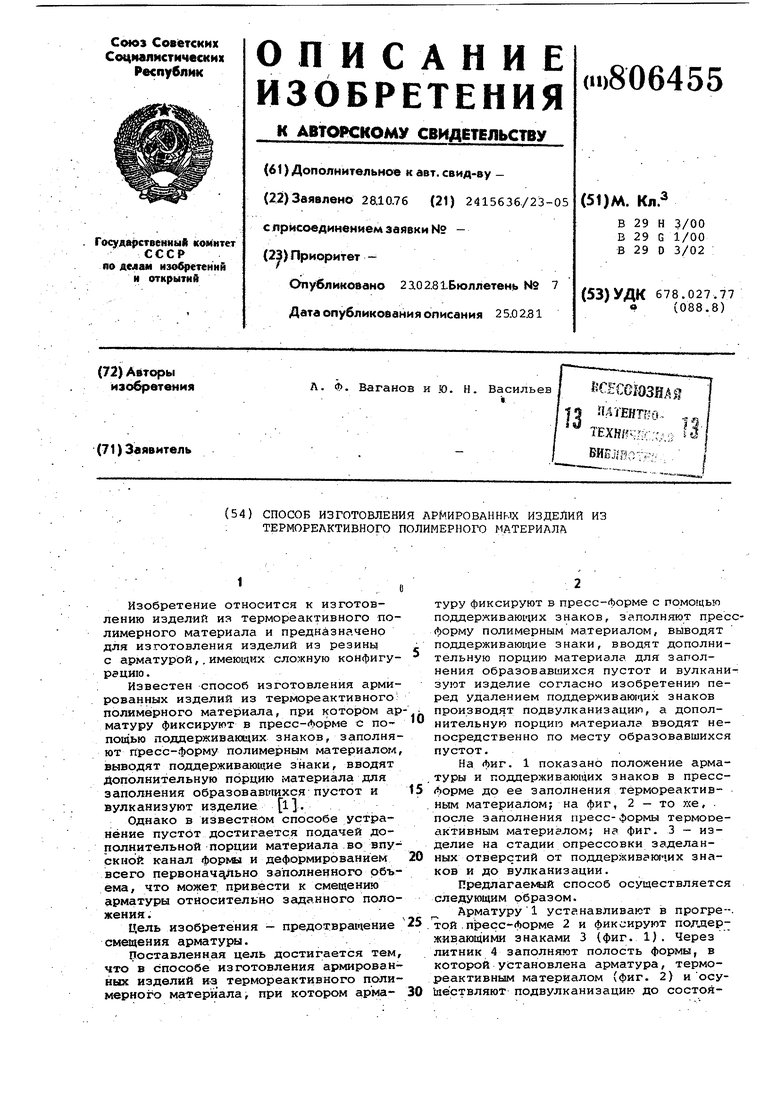
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированных резинотехнических изделий | 1991 |
|
SU1781020A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| Пресс-форма для изготовления изделий из термореактивных пластмасс | 1981 |
|
SU946970A1 |
| Способ получения изделий из термореактивных композиций | 1983 |
|
SU1199637A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152304C1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| АРМИРОВАННАЯ ВОЛОКНАМИ ЛОПАТКА КОМПРЕССОРА ИЗ СПЛАВА Al-Li И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2586033C2 |
| СПОСОБ ПРЕССОВАНИЯ ПЛАСТИКА, КОТОРЫЙ ОТВЕРЖДАЕТСЯ В РЕЗУЛЬТАТЕ РЕАКЦИИ, В ГНЕЗДЕ ПРЕСС-ФОРМЫ, ПРЕССУЮЩЕЕ ВСПОМОГАТЕЛЬНОЕ ВЕЩЕСТВО В ВИДЕ ТАБЛЕТКИ, ПРИМЕНЯЕМОЕ В ЭТОМ СПОСОБЕ, И ДЕРЖАТЕЛЬ, СОСТОЯЩИЙ ИЗ ТАКОГО МАТЕРИАЛА | 1993 |
|
RU2106249C1 |