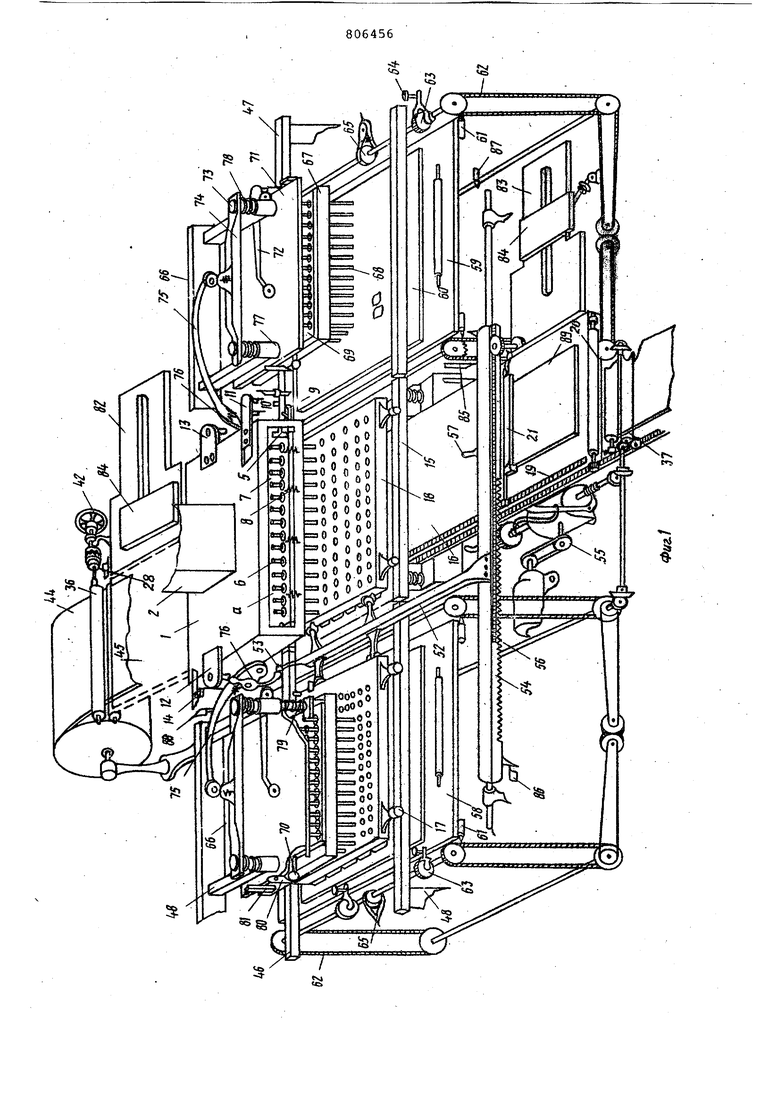
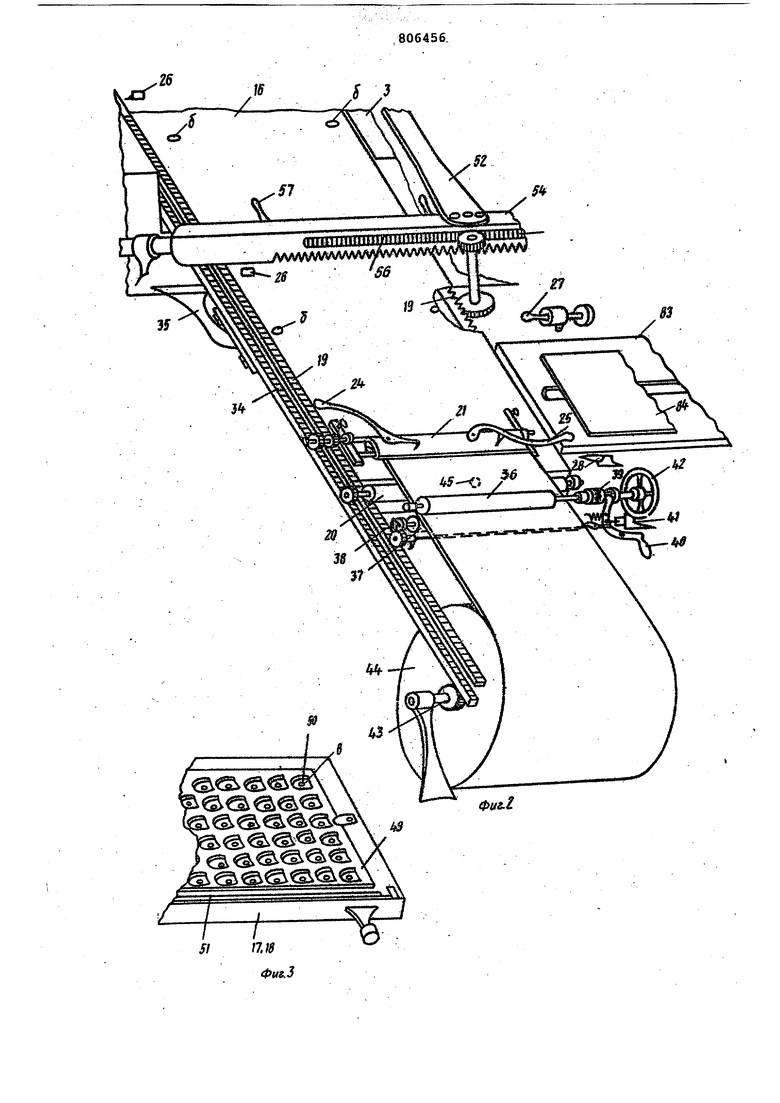
Изобретение относится к изхютовле нию изделий из резины и может быть использовано на обувных фабриках дл.ч вырубки подошв, набоек, каблуков и стелек. По основному авт. св. № 729085 из вестно устройство для вырубки издели из резины, содержащее смонтированные на прессе упорную верхнюю и опорную нижнюю плиты, подвижные 1 :аретки с об ращенными в сторону нижней плиты резаками, механизм для выталкивания готовых изделий, подвижную для укладки листов резины на каретки имеющую зажимы для удержания листов и загрузочный стол с толкателем в ко тором упорная верхняя плита выполнена полой со сквозными отверстиями в нижней стенке и снабжена механизмом для удаления отходов, выполненным в виде установленных в сквозных отверстиях верхней плиты выталкивателей и взаимодействующих с ними запорной пластины, расположенной в полости верхней плиты над нижней стенкой и . подпружиненной относительно последнейОднако это устройство может осуществлять вырубку изделий только из листового материала, что ограничи ает диапазон его использования в народном хозяйстве. Целью изобретения является расширение эксплуатационных возможностей устройства за счет обеспечения возможности использования листового материала.Поставленная цель -достигается тем, что устройство снабжено смонтирован-, ной на платформе зубчатой и взаимодействующими с ней подающими валиками, а зажимы для удержания листов установлены поперек плaтЪop и с возможностью изменения своего положения вдоль нее и снабжены зубчатыми шестернями, взаимодействующими с зубчатой рейкой. Для обеспечения надежного сброса отходов после вырубки изделий из ленточного материала на основании пресса параллельно зубчатой рейке установлена дополнительная зубчатая рейка, а поперек платЛ)Ор1ЛЫ установлен транспортирующий валик с шестерней, взаимодействующей с дополнительной зубчатой рейкой. На лиг. 1 изображено описываемое устройство; на Лиг. 2 - платформа с подающими валиками; на фиг. 3 - каретка с резаксйда вид снизу; на Лиг. 4- зажим. Устройство для вырубки изделий из резины содержит упорную верхнюю плиту 1, закрепленную к ползуну 2 пресса, и опорную нижнюю плиту 3, установленную на основании 4 пресса. Упор ная верхняя плита 1 выполнена полой со сквозными отверстиями О в нижней стенке н нaпpaвляюr lИ ш 5 и снабжена Механизмом для Удаления отходов выполненным в виде установленных в сквознЕлх отверстиях О верхней плиты .выталкивателей 6 и взаимодействуют ей с ними запорной пластины 7, расположенной в полости верхней плиты над нижней стенкой и подпружиненной относительно последней пружинами 8. В запорной пластине 7 также имеются сквбз ные отверстия для прохода выталкивателей 6, которые выполнены в виде цилиндрических стержней с Ликсирующими буртиками. Запорная пластина 7 установлена на плите 1 с возможностью перемещения в горизоьтальном направлении и снабжена для этого с одной стороны подпружиненным упором (на чертежах не показан), а с другой стороны отжимным рычагом 9, поочередно взаимодействующим с одним из поворотных упоров 10, управляемых штурвалом (на чертежах не показан). На плите 1 закреплены упорная вилка 11, упоры 12 и 13 и флажок 14. На опорной нижней плите 3 смонтированы подпружиненные напрввляю1цие 15 (фиг. 2) и с возможностью возвратно-поступательного перемещения установлена подвижная платформа 16 для укладки обрабатываемого материала на каретки 17 и 18, подающие его в рабочую зону пресса. На платформе имеются расположенные вдоль ее продольных сторон - зубчатые рейки 19, фиксирующие отверстия (J , транспортирующий валик 20 и два подвижных вдоль гнее за жима 21, смонтированных поперек её на противоположных сторонах. Зажим 2 снабжен (фиг. 4) прижимной шарнирной пластиной 22, прижатой к платформе 10 пружиной 23 отжимными рычагалга 24 и 25, связанными с пластиной 22 и взаимодействукдцими соответственно с установленньоии на основании. 4 упорами 2 6 и подвижными и шарнирными 28 упорами. Кроме этого, зажимы 21 снаб жены стойками 29 с Фиксаторами 30, взаи модействующими с отверстиями d Платфо мы 16, и шестернями 31 и 32, соединенными между.собой шлицевым соедине нием и стяжным винтом 33. Й1естерня 31 находится в постоянном зацеплении с одной из зубчатых реек 19. Рядом с платформой 16 по ходу ее движения ус тановлена дополнительная зУбчатая рейка 34, закрепленная посредством кронштейна 35 к основанию 4. С двух сторон устройства на конечных участках движения платформы на уровне последней на основании смонтированы пО дающие валики для транспортировки енточного материала к зажимам 21: ерхний прижимной подпружиненный 36 нижний 37, связанный через.зубчаую передачу 38 с одной из зубчатых еек 19, кинематически связнвающей алки с зажимами 21. Верхний валик 36 снабжен храповым соединением 39 с подпружиненным рычагом 40 и электромагнитной катушкой 41 и штурвалом 42. На основании 4 на осях 43 установлены рулоны 44 Ленточного матарисша, контактирукжего с концевым выключателем 45. С обеих сторон пресса на уровне направляющих 25 установлены неподвижные горизонтальные направляющие 46 и 47, смонтированные на раме 48, установленной перед просом. Направляющие 15, 46 и 47 предназначены для перемещения кареток 17 и 18. Каждая каретка (фиг. 3) имеет.пластину 49 с резаками 50, имендцими отверстия € , и нож 51 для отрезки использованного участка ленточного материала. Каретки шарнирно соединены с кронштейном 52, имеющим на одном конце упор 53, а другим концом соединенным с зубчатой рейкой 54, кинематически связанной с приводом 55. На зубчатой рейке 54 закреплены зубчатая рейка 56 и упоры 57. Перед рабочей позицией пресса ниже уровня направляющих 46 и 47 на раме 48 установлены подвижные в вертикальной плоскости стояы 58 и 59 с пластинами 60 для укладки готовых изделий, каждый стол посредством Фиксаторов 61 удерживается на замкнутых приводных цепях 6.2, кинематически связанных между собой и с приводом 55. Для регулярова- , ния положения столов имеются храповые шестерни 63, взаимодействукядие с регулировочными болтами 64 и притормаживающие ролики 65. с каждой стороны пресса смонтирован 1 юханнзм 66 для выталкивания готовых изделий. Каждалй из механизмов для выталкивания содержит плиту 67 со сквозными отверстия 1 установленные в последних выталкиватели 68 с фиксирующими буртиками, установленную на плите 67 запорную пластину 69 с упорным роликом 70 и отжимным рычагом, взаимодействующим с неподушным упором (на чертежах не показаны), плиту 71 для возврата выталкивателей в исходное положение и взаимодействующий с ней отжимной рычаг 72. Плиты 67 и 71 установлены на вертикальных колонках 73, которые соединены между собой траверсой 74 взаимодействующей с рычагом 75,. снабженным подпружиненным упором 76. Кр лонки 73 установлены во втулках 77 рамы 48. Между втулками.77 и траверсой 74 покющены пружины 78, а плиты 71 подпружинены пружинами 79. Для поэорота отжимных рычагов 72 имеются электромагнитные катушки (на чертежах не показаны), На плитах 71 имеются упоры 80 и 81.
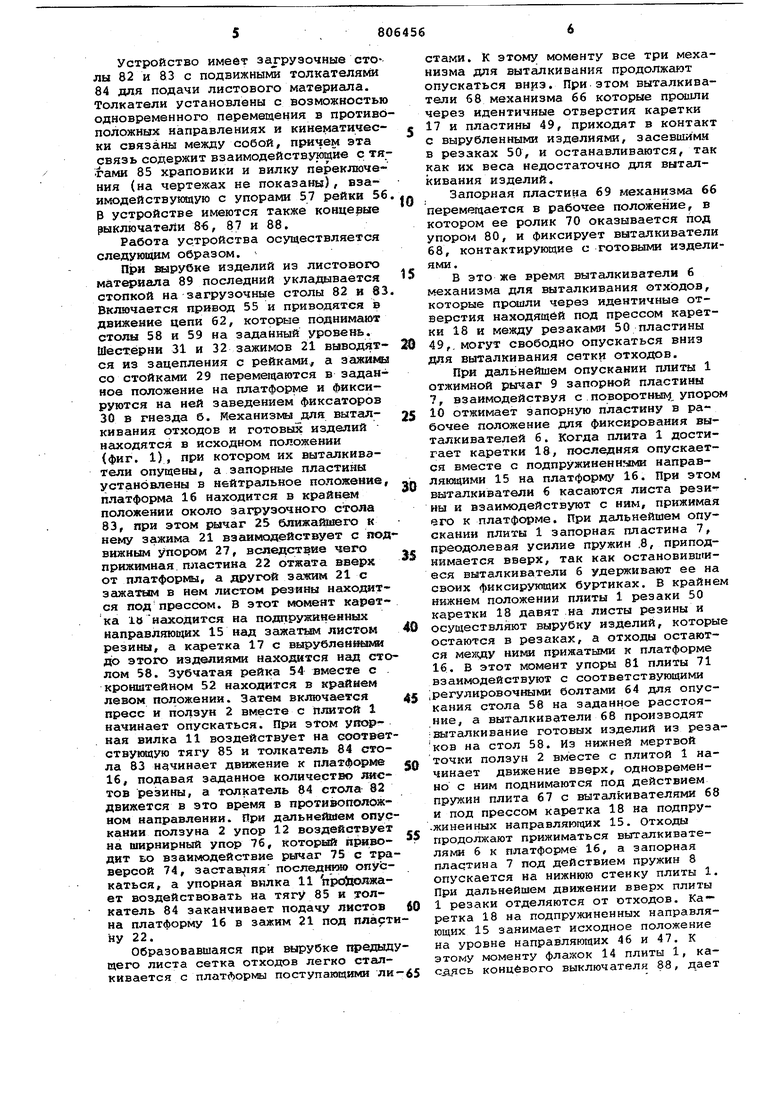
Устройство имеет загрузочные столы 82 и 83 с подвижнылш толкателями 84 для подачи листового материала. Толкатели установлены с возможностью одновременного перемещения в противоположных направлениях и кинематически связаны между собой, причем эта связь содержит взаимодейств.ук)щйе с 85 храповики и вилку переключения (на чертежах не показаны), взаимодейств уклдую с упорами 57 рейки 56 В устройстве имеются также концевые рыключатеЛи 86, 8 и 88,
Работа устройства осуществляется следующим образом. иарубке изделий из листового материала 89 последний укладалвается стопкой на загрузочные столы 82 и 83 Включается привод 55 и приводятся в движение цепи 62, которые поднимают столы 58 и 59 на заданный уровень. Шестерни 31 и 32 зажимов 21 выводятся из зацепления с рейками, а зажимы со стойками 29 перемещаются в заданное положение на платформе и фиксируются на ней заведением фиксаторов 30 в гнезда б. Механизмы для выталкивания отходов и готовых изделий находятся в исходном положении (фиг. 1), при котором их выталкиватели опущены, а запорные пластины установлены в нейтральное положение, платформа 16 находится в крайнем положении около загрузочного стола 83, при этом рычаг 2S ближащиего к нему зажима 21 взаимодействует с подвижным упором 27, вследствие чего прижимная пластина 22 отжата вверх от платформы, а другой затким 21 с зажатым в нем листом реэйны находится под прессом. В этот момент каретка 1Внаходится на подпружиненных направляюбдих 15 над зажатьш листом резины, а каретка 17 с вырубленйшда до этого изделиями находятся над столом 58. Зубчатая рейка 54 вместе с . кронштейном 52 находится в крайнем левом положении. Затем включается пресс и ползун 2 вместе с Плитой 1 начинает опускаться. При этом увор ная вилка 11 воздействует на соответствующую тягу 85 и толкатель 84 стола 83 начинает движение к платформе 16, подавая заданное количество tmcтов резины, а толкатель 84 стола 82 движется в это время в противоположном направлении. При дальнейшем опускании ползуна 2 упор 12 воздействует на ширнирный упор 76, который нрнводит во взаимодействие рычаг 75 с траверсой 74, заставляя послед11кио опускаться, а упорная вмлка 11 продолжает воздействовать на тягу 85 и толкатель 84 заканчивает подачу листов на платформу 16 в зажим 21 под 22.
Образовавшаяся при вырубке предвадущего листа сетка отходов легко сталкивается с платЛормы поступакяцими ли -
стами. К этому моменту все три механизма для выталкивания продолжают опускаться вниз. При этом выталкиватели 68 механизма 66 которые прошли через идентичные отверстия каретки 17 и пластины 49, приходят в контакт с вырубленными изделиями, засевшими в резаках 50, и останавливаются, так как их веса недостаточно для выталкивания изделий.
Запорная пластина 69 механизма 66 перемещается в рабочее положение, в котором ее ролик 70 оказывается под упором 80, и фиксирует выталкиватели 68, контактирующие с готовыми изделиями.
В это же время выталкиватели 6 механизма для выталкивания отходов, которые прошли через идентичные отверстия находящей под прессом каретки 18 и между резаками 50 пластины 49,. могут свободно опускаться вниз для выталкивания сетки отходов.
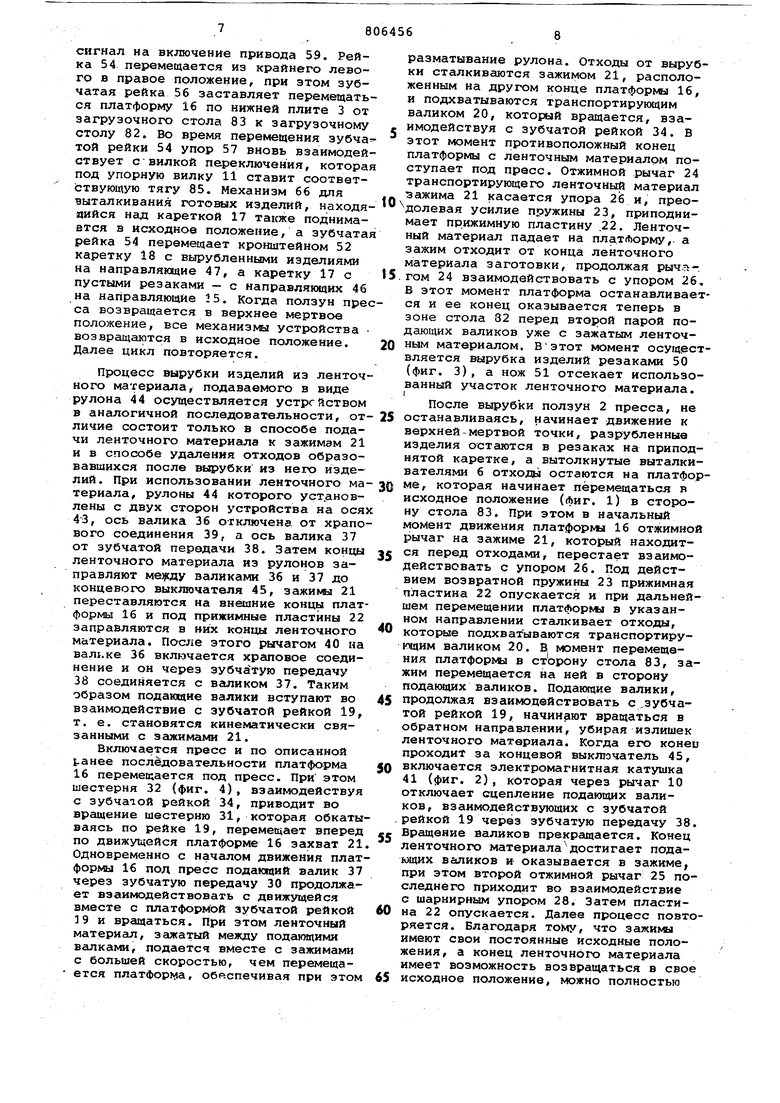
При дальнейшем опускании плиты 1 отжимной рычаг 9 запорной пластины 7, взаимодействуя с поворотнь } упоро 10 отжимает запорную пластину в рабочее положение для фиксирования выталкивателей 6. Когда плита 1 достигает каретки 18, последняя опускается вместе с подпружиненными направляющими 15 на платформу 16. При этом Ша1талкиватели 6 касаются листа разины и взаимодействуют с ним, прижимая его к платформе. При дальнейшем опускании плиты 1 запорная пластина 7, преодолевая усилие пружин .8, приподнимается вверх, так как остановившиеся выталкиватели 6 удерживают ее на своих фиксирующих буртиках. В крайнем нижнем положении плиты 1 резаки 50 каретки 18 давят .на листы резины и осуществляют вырубку изделий, которые остаются в резаках, а отходы остаются между ними прижатыми к платформе 16. В этот момент упоры 81 плиты 71 взаимодействуют с соответствующими ;регулировочными болтами 64 для опускания стола 58 на заданное расстояние, а выталкиватели 68 производят iвыталкивание готовых изделий из резаков на стол 58. Из нижней мертвой точки ползун 2 вместе с плитой 1 начинает движение вверх, одновременно с ним поднимаются под действием пружин плита 67 с выталкивателями 68 и под прессом каретка 18 на подпру-жиненных направляющих 15. Отходы продолжают прижиматься вытгьггкинателями 6 к платформе 16, а запорная пластина 7 под действием пружин 8 опускается на нижнюю стенку плиты 1. При дальнейшем движении вверх плиты 1 резаки отделяются от отходов. Каретка 18 на подпружиненных направляющих 15 занимает исходное положение на уровне направляющих 46 и 47. К этому моменту флажок 14 плиты 1, касдясь концевого выключателя 88, дает сигнал на включение привода 59. Рейка 54. перемещается из крайнего левого в правое положение, при этом зубчатая рейка 56 заставляет перемещаться платформу 16 по нижней плите 3 от загрузочного стола 83 к загрузочному столу 82. Во время перемещения зубча той рейки 54 упор 57 вновь взаимодействует с вилкой переключения, которая под упорную вилку 11 ставит соответствующую тягу 85. Механизм 66 для выталкивания готовых изделий, находядийся над кареткой 17 также поднимается в исходное положение, а зубчатая рейка 54 перемещает кронштейном 52 каретку 18 с вырубленными изделиями на направляющие 47, а каретку 17 с пустыми резаками - с направляющих 46 на направляющие 25. Когда ползун прес са возвращается в верхнее мертвое положение, все механизмы устройства возвращаются в исходное положение. Далее цикл повторяется. Процесс вырубки изделий из ленточного материала, подаваемого в виде рулона 44 осуществляется устройством в аналогичной последовательности, отличие состоит только в способе подачи ленточного материала к зажимам 21 и в способе удаления отходов образовавшихся после вьфубки из него изделий. При использовании ленточного ма териала, рулоны 44 которого установлены с двух сторон устройства на ося 43, ось валика 36 отключена от храпо вого соединения 39, а ось валика 37 от зубчатой передачи 38. Затем концы ленточного материала из рулонов заправляют менаду валиками 36 и 37 до концевого выключателя 45, зажимы 21 переставляются иа внешние концы плат формы 16 и под прижимные пластины 22 заправляются в них концы ленточного материала. После этого рычагом 40 на вальке 36 включается храповое соединение и он через эубчатую передачу 38 соединяется с валиком 37. Таким образом поданвдие валики вступают во взаимодействие с зубчатой рейкой 19, т. е. становятся кинематически связанными с зажимё1ми 21. Включается пресс и по описанной ранее последовательности платформа 16 перемещается под пресс. При этом шестерня 32 (фиг. 4), взаимодействуя с зубчатой рейкой 34, приводит во вращение шестерню 31, которая обкаты ваясь по рейке 19, перемещает вперед по движущейся платформе 16 захват 21 Одновременно с началом движения плат формы 16 под пресс подающий валик 37 через зубчатую передачу 30 продолжает взаимодействовать с движущейся вместе с платформой зубчатой рейкой 9 и вращаться. При этом ленточный материал, зажатый между подающими валками, подается вместе с зажимами с большей скоростью, чем перемещается платформа, обеспечивая при этом разматывание рулона. Отходы от вырубки сталкиваются зажимом 21, расположенным на другом конце платформы 16, и подхватываются транспортирующим валиком 20, который вращается, взаимодействуя с зубчатой рейкой 34. В этот момент противоположный конец платформы с ленточным материалом поступает под пресс. Отжимной рычаг 24 транспортирующего ленточный материал зажима 21 касается упора 26 и, преодолевая усилие пружины 23, приподнимает прижимную пластину .22. Ленточный материал падает на платЛорму, а зажим отходит от конца ленточного материала заготовки, продолжая рычагом 24 взаимодействовать с упором 26, В этот момент платформа останавливается и ее конец оказывается теперь в зоне стола 82 перед второй парой подающих валиков уже с зажатым ленточным материалом. Вэтот момент осуществляется вырубка изделий резаками 50 (фиг. 3), а нож 51 отсекает использованный участок ленточного материала. I После вырубки ползун 2 пресса, не останавливаясь, начинает движение к верхней-мертвой точки, разрубленные изделия остоцотся в резаках на приподнятой каретке, а вытолкнутые выталкивателями 6 отходы остаются на платформе, которая начинает перемещаться в исходное положение (фиг. 1) в сторону стола 83. При этом в начальный момент движения платформы 16 отжимной рычаг на зажиме 21, который находится перед отходами, перестает взаимодействовать с упором 26. Под действием возвратной пружины 23 прижимная пластина 22 опускается и при дальнейшем перемещении платформл в указанном направлении стсшкивает отходы, котоЕяле подхватываются транспортирук цим валиком 20. В момент перемещения платформы в сторону стола 83, зажим перемещается на ней в сторону подающих валиков. Подающие валики, продолжая взаимодействовать с ,зубчатой рейкой 19, начинают вращаться в обратном направлении, убирая излишек ленточного материала. Когда его конеи проходит за концевой выключатель 45, включается электромагнитная катушка 41 (фиг. 2), которая через рычаг 10 отключает сцепление подающих валиков, взаимодействующих с зубчатой .рейкой 19 через зубчатую передачу 38. Вращение валиков прекращается. Конец ленточного материала достигает подающих валиков и оказывается в зажиме, при этом второй отжимной рычаг 25 последнего приходит во взаимодействие с шарнирным упором 28. Затем пластина 22 опускается. Далее процесс повторяется. Благодаря тому, что зажимы имеют свои постоянные исходные положения, а конец ленточного материала имеет возможность возвращаться в свое исходное положение, можно полностью
исключить дополнительное регулирование, связанное с вырубкой участков ленточного материала различных, размеров .
Предлагаемое устройство обеспечивает производительную вырубку изделий.
Формула изобретения
1. Устройство для вырубки изделий из резины по авт. св. 729085, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, оно снабжено смонтированной на платформе зубчатой рейкой и взаинюдействуюцими с ней подающими валиками, а зажимы для удержания листов установлены поперек
платформы с возможностью изменения своего положения вдоль нее и снабжены зубчатыми шестернями, взаимодействующими с зубчатой рейкой.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения надежного сброса отходов после вырубки изделий из ленточного материала, на основании параллельно зубчатой рейке установлена дополнительная зубчатая рейка, а поперек
0 платформы установлен транспортирующий валик с шестерней, взаимодействующей с дополнительной рейкой.
Источники информации,
5 принятые во внимание при экспертизе
1. Авторское свидетельство СССР 729085, кл. В 29 Н 3/06, 1977 (прототип) . 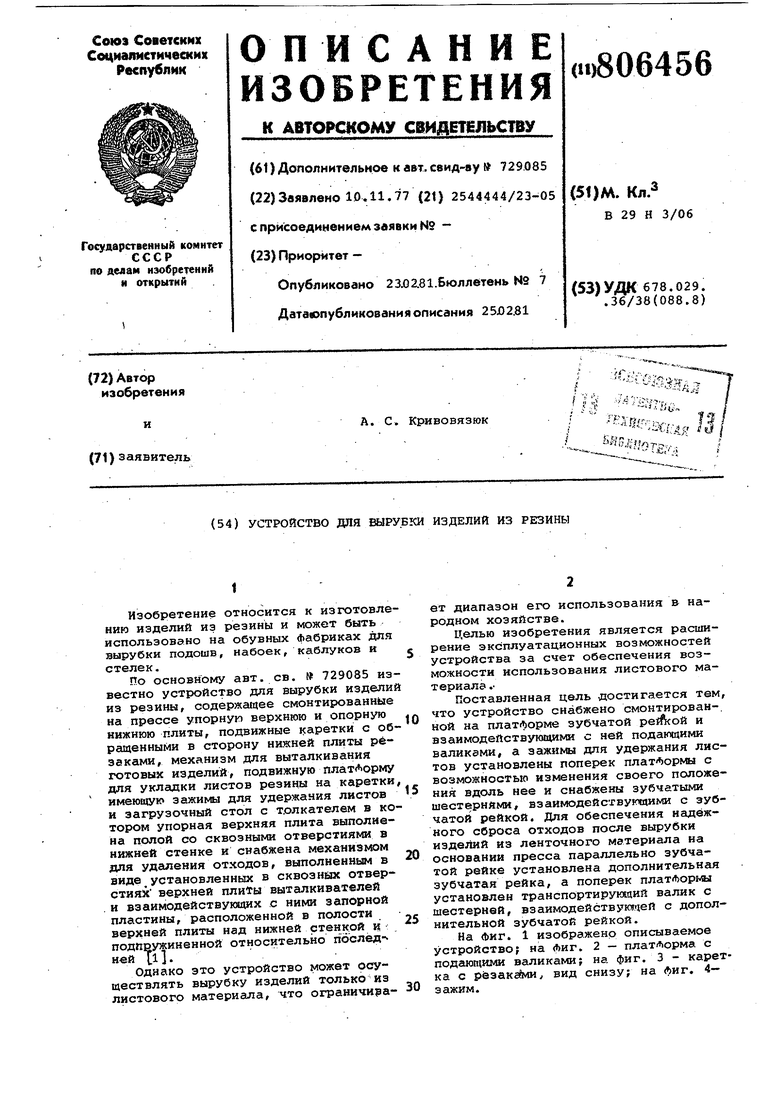
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки изделий из резины | 1977 |
|
SU729085A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU649596A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU735421A1 |
| Устройство для вырубки заготовокиз лиСТОВОй РЕзиНы | 1977 |
|
SU802070A2 |
| Устройство для вырубки изделий из листового и ленточного материала | 1978 |
|
SU791551A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |