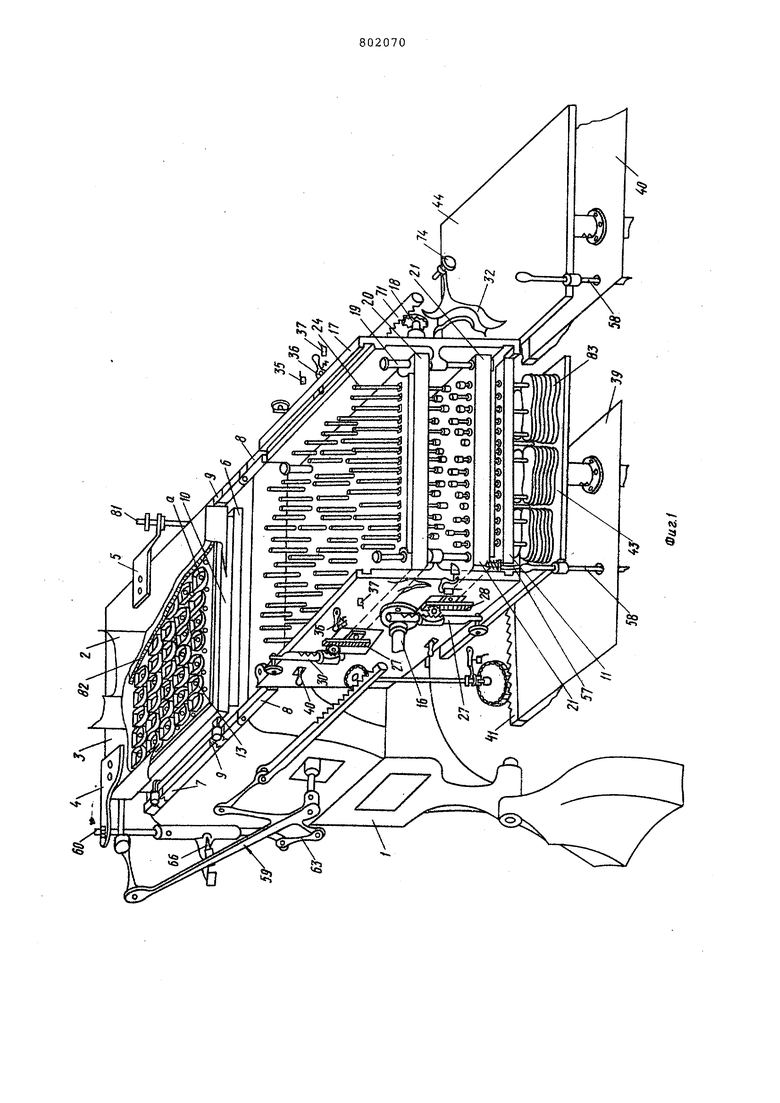
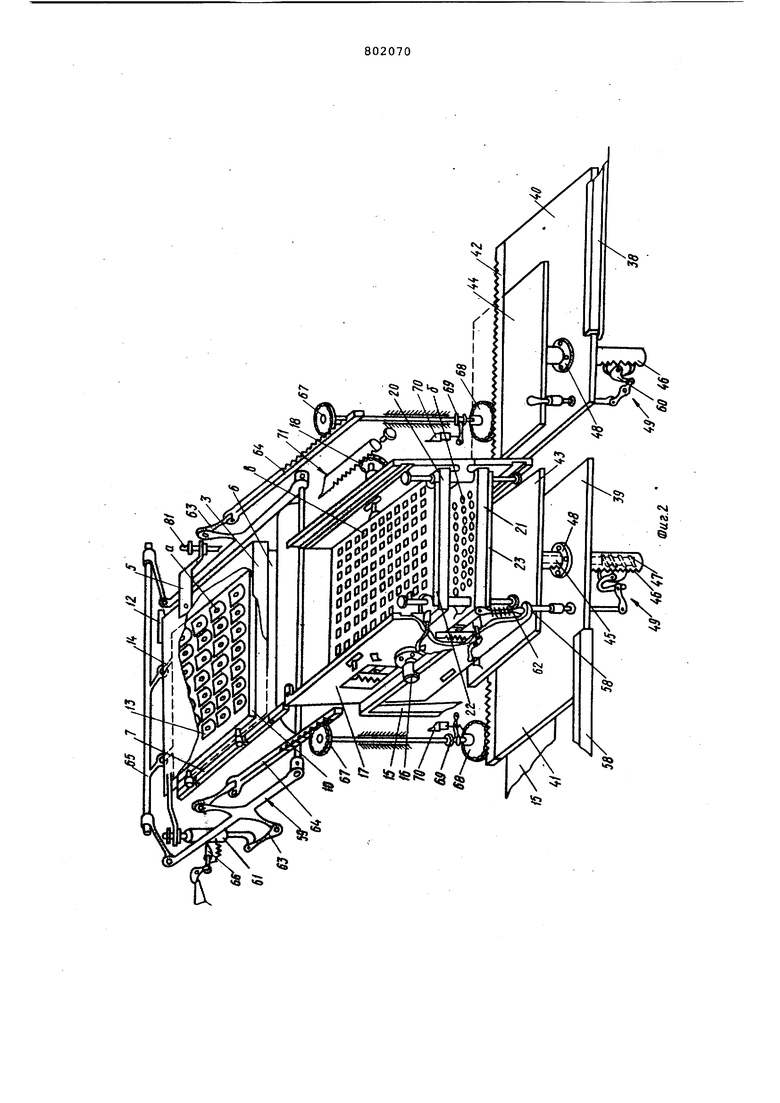
ными упорами 9, на которые в процессе работы устройства поочередно поступают каретки 10 и 11. Каждая из кареток имеет упор 12 (см. фиг.2), резаки 13, выполненные по их центру сквозные отверстия а и шарнирм 14. Перед рабочей позицией пресса на раме 15 (см. фиг. 3) (для ясности на чертеже показана только часть ее) на полуосях 16 установлена поворотная опора 17. На одной из полуосей 16 насажена шестерня 18. Опора 17 имеет направляющие колонки 19. В устройстве имеется механизм выталкивния, выполненный в виде этажно расположенных на поворотной 17 и подвижных вдоль колонок 19 платформ 20 и 21 с запорными пластинами 22 и 23 и сквозными отверстиями б и установленных в последних выталкивателей 24.
Запорные пластины 22 и 23 установлены на платформах 20 и 21 с возмсжностью перемещения в горизонтальном направлении и связаны с подпружиненными отжимными рычагами 25, взаимодействующими с поворотными упорами 26. Запорньае пластины 22 и 23 выполнены с фигурн{:л 4и отверстиями в.
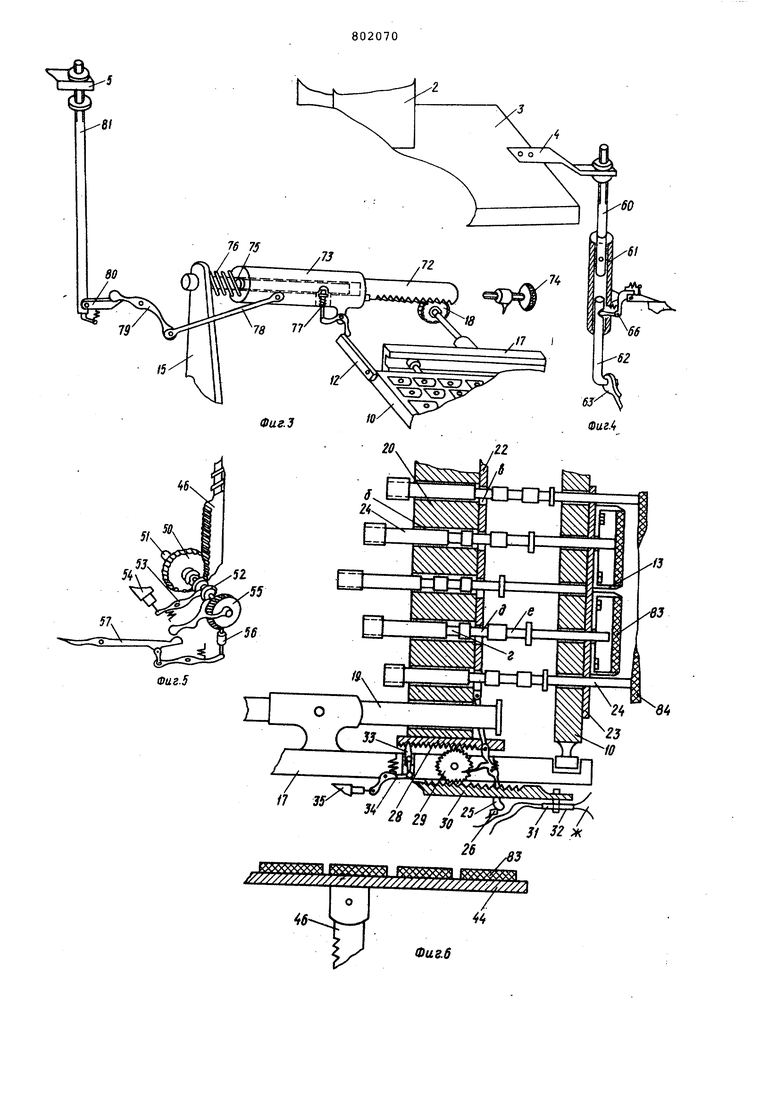
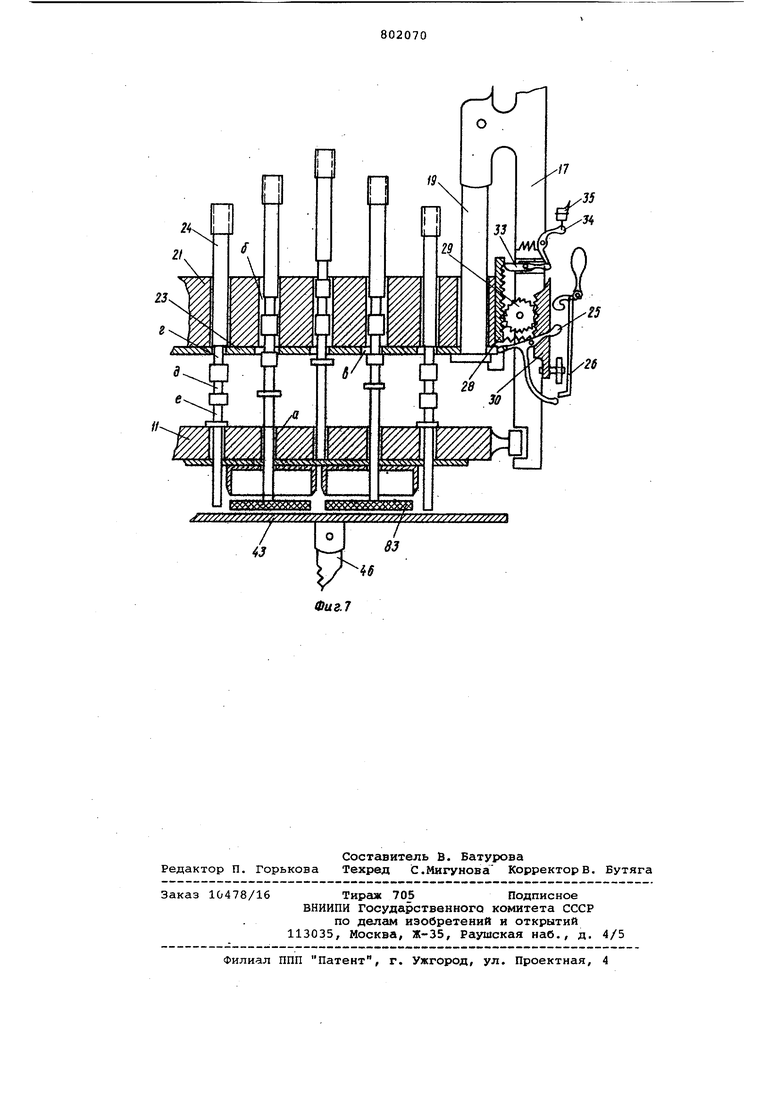
Выталкиватели 24 выполнены в виде стержней с тремя фиксирукадими кольцевыми канавками г, д, е (см. фиг, б, 7). Каждая платформа связана с опорой 17 посредством зубчатореечных передач 27, включающих закрепленные на платформах зубчатые рейки 28, промежуточные шестерни 29 и взаимодействукедие с ними зубчатые рейки 30, установленные на опоре 17. Зубчатые рейки 30 установлены с возможностью перемещения и снабжены отжимными роликами 31, периодически взаимодействующими с пазом ж копира 32, который стационарно установлен на основании 1 пресса рядом с опорой 17. Для фиксации платформ 20 и 21 в исходном положении опора 17 снабжена фиксаторами 33, нерабочие части которых имеют закругленную форму. Фиксаторы 33 связаны с подпружиненными отжимными рычагами 34, приводимыми в действие электромагнитными катушками 35. Кроме этого, на опоре 17 имеются фиксаторы 36 (см. фиг.1), фиксирующие на ней положение кареток 10 и 11 и взаимодействующие с раположенными сбоку от опоры 17 упораMM|i37. Иа раме 15 в направляющих 38 с возможностью перемещения установлены транспортирукхцие плиты 39 и 40, снабженные соответственно зубчатыми рейками 41 и 42. Транспортирукнцие ияйты 39, 40 несут на себе основной 43 и дополнительный 44 столы, снабженные стержнями 45 (см, фиг. 2), расположеннши1и в гильзах 46, имекяцих ыаружиую зубчатую нарезку и пружиЮб 47. Гильзы 46 подвижно установленш в направляющих втулках 48. Гильзы 46 снабжены механизмами подъема 49, каждый из которых выполнен (см. фиг. 5) в виде зубчатой шестерни 50, установленной на валу 51, шлицевого соединения 52, рычага 53 переключения, связанного с электромагнитной катушкой 54, храповика 55, подпружиненного фиксатора 56 и рычага 57, взимодействующего с храповиком 55 и фисатором 56. Рычаг 57 связан с подпружиненным стержнем 58 (см. фиг. 2), установленным на опоре 17. Для осуществления подачи кареток 10 и 11, а также для осуществления поочередного перемещения в заданный момент столов 43 и 44 для укладки на них вытолкнутых готовых изделий устройство снабжено механизмом перемещения 59, приводом для которого является ползун 2 пресса. Механизм перемещения 59 (см, фиг. 1, 2, 4) включает соединенные с кронштейном 4 регулировочные тяги 60, соединенные посредством корпусов 61 с тягами 62, которые через системы 63 шарнирных рычагов связаны с зубчатыми рейками 64 и тягой 65, соединенной с шарнирами 14 кареток 10 и 11.
Тяги 62 удерживаются в корпуса 61 от смещения подпружиненными собачками 66.
Зубчатые рейки 64 взаимодействуют с шестернями 67, которые связаны с шестернями 68, взаимодействующими с зубчатыми рейками 41 и 42, установленны1 1и на транспортирующих плитах 3 и 40. Причем каждая пара шестерен 67 и 68 снабжена шлицевьом соединением 69, приводимым электромагнитной катушкой 70. Устройство также снабжено механизмом 71 поворота опоры, который выполнен в виде зубчатой рейки 72, перемещакицейся в корпусе 73 (см. фиг. 3) и взаимодействукхцей с шестерней 18. Механизм 71 поворота также снабжен упорным болтом 74. Корпус 73 подвижно установлен на закрепленном в раме 15 стержне 75, подпружинен, пружиной 76 и снабжен фиксатором 77, взаимодействующим с упором 12, который фиксирует его на стержне 75 в заданном положении при сжатой пружине 76. Корпус 73 посредством тяги 78 связан с рычагом 79, взаимодействующим с упорной собачкой 80, установленной на тяге 81, закрепленной к кронштейну 5.
Устройство для вырубки заготовок из резины работает следующим образом
Когда ползун 2 пресса завершает очередной ход в сторону нижней мертвой точки (см. фиг. 1 и 2), верхняя упорная плита 3 давит на лист резины 82, каретка 10 под действием плиты 3 опускается на нижнюю плиту, и резаки 13 разрубают лист резины 82 на 83. В момент вырубки изделий на каретке 10 происходит одновременное выталкивание выталкивателями 24 готовых изделий 83 с резаков 13 каретки 11, находящейся на опоре 17 в нижнем положении над столом 43 (см. фиг. 7). Включается электромагнитная катушка 35, связанный с ней рычаг 34 поворачивается, и фиксатор 33 отходит от платформы 21.
Под. действием собственного веса платформа резко опускается в сторону каретки 11. При этом установленные в своих заданных положениях в отверстиях 6 платформы 21 и зафик.сированные запорной пластиной 23 выталкиватели проходят через отверстия а каретки в резаки 13 и вытгшкивают из них готовые изделия 83 на стол 43. В процессе опускания платформы 21 ее зубчатая рейка 28 взаимодействует через шестерню 29 с подвижной зубчатой рейкой 30, вследствие чего последняя перемещается вверх вхолостую В момент выталкивания платформа 21 давит на подпружиненный стержень 58, который также опускается вниз и через рычаг 57 воздействует на храповик 55. Последний, поворачиваясь в заданном направлении, вводит шестерню 50 во взаимодействие с зубьями гильзы 46 (см. фиг. 5) и опускает стол 43, преодолевая при этом усилие возвратной пружины 47, фиксатор 56 фиксирует это положение. В этот момент завершается вырубка изделий из листа резины 82, а платформа 20, находящаяся сверху опоры 17, вместе с выталкивателями 24 .под действием собственного веса опущена (см. фиг.1 и зафиксирована в этом положении подпружиненным фиксатором 33.
Дойдя до нижней мертвой точки, ползун 2 вместе с верхней упорной плитой 3, не останавливаясь, начинает двигаться вверх. Вместе с плитой 3 поднимаются связанные с ее кронштейнами 4 и 5 тяги 60 и 81. Во время подъема ползуна пресса шарнирная собачка 80 тяги 81 поворачивает рычаг 79, который через тягу 78, преодолевая усилие пружины 76, перемещает по стержню 75 корпус 73. При этом подпружиненный фиксатор 77 фиксирует заданное положение путем попадания в гнездо на стержне 75. Перемещаясь, зубчатая рейка 72 взаимодействует с шестерней 18 и поворачивает ее на полуоси 16 входостую. Вместе с этим кронштейн 5 поднимает закрепленную на нем тягу 60 с корпусом 61, причем вторая тяга 62 в этот момент остается на месте. После подъема ползуна 2 на заданное расстояние от резаков 13 каретки 10 подпружиненная собачка 66 фиксирует тягу 62 в корпусе 61, после чего тяга 62 также начинает подниматься и через системы 62 шарнирных рычагов приводит в движение зубчатые райки 64, перемещая их в сторону опоры 17, и тягу 65,-перемещая каретку 10 по направляющим 7 к опоре 17. Зубчатые рейки приводят во вра.щение шестерни 67 и 68. При этом за счет отключения шлицевого соединения 69 одна из шестерен 68, взаимодействующая с зубчатой рейкой 42 транспортирующей плиты 40, вращается вхолостую, от чего стол 44 остается на месте, т.е. сбоку от опоры 17 (как показано на фиг. 1, 2). Вторая шестерня 68, взаимодействуя с зубчатой рейкой 41 транспортирующей плиты 39 при вклю0ченном шлицевом соединении 69, перемещает плиту 39 из-под опоры вместе с уложенными на .столе 43 готовыми изделиями 83.
Фиксатор 56 предотвргицает само5произвольный подъем стола. Таким образом, когда ползун 2 достигает верхней мертвой точки, одновременно завершается подача каретки 10 (в данном случае) на верхние направляющие опо0ры 17 и отвод транспортирующей плиты 39 вместе со столом 43 влево изпод опоры 17.
Снимают отходы 84, причем только один раз снимают вручную отходы после вырубки изделий из первого листа
5 резины на замененных резаках, это. нужно для того, чтобы в дальнейшем осуществить автоматическую переуста-, новку выталкивателей в соответствующие позиции для поочередного вытал0кивания отходов и готовых изделий. Когда каретка 10 полностью устанавливается на опоре 17, установленный сзади ее упор 12 воздействует на фиксатор 77 (см. фиг. 3), выводя его из
5 взаимодействия со стержнем 75. Йод действием пружины 76 корпус 73 перемещается вправо, взаимодействуя рейкой 72 с шестерней 18. При этом, поворачиваясь, шестерня 18 поворачивает опору 17 на 180°. В момент по0ворота опоры фиксаторы 36, взаимодействуя с упорами 37, фиксируют каретку 10 от смещения. Вначале поворота опоры 17 включается катушка 35, которая посредством рычага 34 отводит
5 в сторону от платформы 20 фиксатор 33. При повороте опоры отжимной ролик 31 подвижной рейки 30 заходит в паз ж копира 32, подвижная рейка 30 по мере поворота, опоры благодаря
0 соответствующему направлению паза копира начинает перемещаться, вращая при этом промежуточную шестерню 29, которая, взаимодействуя со второй зубчатой рейкой 28, перемещает плат5форму на направляющих колонках 19 вверх в сторону каретки 10 (см.фиг.6). Поворотный упор 26 повернут в соответствукяцее положение. Указанное первое перемещение опоры является холостым, так как отходы первый раз сняты
0 вручную. Во время поворота опоры 17 рычаг 25, соединенный с запорной пластиной 23, взаимодействует с поворотным упором 26, вследствие чего платформа 20 перемещается в исходное
5
положение, в котором отверстия б точно совпсщают с отверстиями в запорной пластины 23.
Таким образом, все выталкиватели 24 на платформе приводятся в исходное положение. При дальнейшем повороте опоры на 90° в положение, при котором каретка 10 находится на опоре в вертикальном положении по отношению к столу 44, отжимной ролик 31, продолжая перемещаться по пазу ж копира 32, через подвижную зубчатую рейку 30, шестерню 29 и зубчатую рейку 28 перемещает платформу 20 с выталкивателями в обратном направлении в исходное положение. При этом фиксатор 33 фиксирует платформу вновь в исходном положении. К этому моменту опора 17 без остановки прюдолжает поворот от 90 и 180 , т.е. от показанного на фиг. 6 положения в положение, показанное на фиг. 7.
После фиксации платфор1«л отжимной ролик 31 выходит из паза ж копира 32 К этому моменту зубчатая рейка 72 механизма 71 поворота опоры под действием пружины 76 достигает упорного болта 74 и останавливается. Опора 17 также останавливается, завершив поворот на 180. В этом положении каретка 10 находится уже снизу опоры вместе с находящимися в резаках 13 изделиями 83, а каретка 11 находится сверху опоры. При этом находящаяся сверху платформа 21 воздействует на фиксатор 33, отжимая его, и на направляющих колонках 19 опускается в исходное положение, а находящаяся снизу платформа 20 фиксатором 33 удерживается на колонках 19 в приподнятом положении. Все выталкиватели 24 под собственн1лм весом опускаются в сторону каретки, проходя свободно через отверстия бив, находящиеся друг прютив друга. В этом момент и начинает осуществляться автоматическая переустановка выталкивателей 24 для выталкивания отходов и изделий при очередной трубке. Когда соответствукяций стол поступит под опору, включается катушка 35, фиксатор 33 отводится, и платформа начинает опускаться. Выталкиватели 24, опускаясь в сторону каретки 10, занимгиот по высоте три разных положения. При это выталкиватели, которые попали в находящиеся между резаков 13, отверсти опускаются ниже всех, а их кольцевые канавки г находятся в отверстиях в запорной властинн 23 (см. фиг. 6); выталкиватели, которые через отверстия в каретке 10 попгши в резаки, останавливаются, касаясь засевших в резаках 13 готовых изделий 83, а их канавки д также находятся в зоне отверстий в запорной пластины 23, выталкиватели, которые прошли через отверстия б в платформе 20 и уперлись в пластину 23, находятся внше всех, их канавки в расположены в зоне отверстий в. Платформа 20 продолжает опускаться, рычаг 25, взаимодействуя с упором 26, отжимается в другую сторону и запорная пластина 23 своими отверстиями в фиксирует выталкиватели в указанных трех различных положениях.
Таким образом завершился автоматический процесс переустановки всех выталкивателей в положения для поочередного выталкивания отходов и готовых изделий. Платформа 20 продолжает опускаться с зафиксировнными выталкивателями. Выталкиватели, концы которых прошпи через находящиеся между резаками отверстия каретки, опускаются вхолостую, так как отхощы между резаками были сняты вручную. Выталкиватели, концы которых прошли через отверстия в каретке в резаки 13, выталкивают готовые изделия 83 на стол 44, при этом платформа 20 упирается в стержень 58, который через рычаг 57 механизма 49 подъема отводит фиксатор 56 (см. фиг. 5) от храповика 55, последний, поворачиваясь на валу 51, поворачивает шестерню 50 по направлению движения часовой стрелки. Шестерня 50 взаимодействуя с зубчатой нарезкой гильзы 46, опускает стол на заданное расстояние. Ансшогичньш образом осуществляется автоматическая переустановка выталкивателей 24 и удаление готовых изделий в момент следующего поворота опоры 17.
Выталкивание отходов после вырубки изделий из второго и последукацих листов резины осуществляется следующим образом. Когда каретка 11 находится сверху опоры 17, на нее кладется лист резины, затем ползун 2 с верхней мертвой точки начинает движение вниз, при этом одновременно с верхней упорной плитой 3 опускаются тяги 62 и 81. Тяга 62 через систег-ол 63 шарнирных рычагов перемещает рейки 64 в сторону пресса. Когда верхняя упорйая плита 3 приходят в соприкосновение с листом резины 82, находящимся на резаках 13 каретки 11 подпружиненная собачка 66 отжимается, освобождая тягу 62 от фиксации с корпусом 61. Каретка 11 останавлийается на подпружиненных упорах 9 направляющих 7. Одновременно с подачей каретки 11 под пресс транспортирующая плита 40, взаимодействуя своей зубчатой рейкой 42 с соответствующей шестерней 68, поступает под опору 17 При этом посредством шлицевого соединения 69 другая шестерня 68 отключена от зацепления с зубчатой рейкой 41 танспортирующей плиты 39. Стол 43 остается на месте, а стол 44 поступает под опору 17. В этот момент верхняя упорная плита 3 давит на лист резины, каретка 11 на подпружиненных упорах 9 спускается на нижнкяо упорную плиту 6 и резаками 13 производится вырубка изделий. Затем каретка 11 с вырубленными изделиями и с засевшими меяаду резаками 13 отходами 84 поступает в направляющие на верхнюю часть опоры 17.
Когда опора 17 по описанной выше последовательности начинает поворачиваться, отжимной ролик 31 подвижной рейки 30 згисодит с паза ж копира 32, подвижная рейка по мере поворота опоры благодаря соответствующему направлению паза копира перемещается, приводя через промежуточную шестерню 29 и зубчатую рейку 28 в движение платформу 21. Последняя вместе с зафиксированными выталкивателями 24 перемещается к каретке 11. Расположенные ниже всех выталкиватели выталкивают отходы 84, а вытгшкиватели,которые прсиали через отверстия в резаки, останавливгоотся, не коснувшюь находящихся в них вырубленных изделий. К этому выталкивание отходов завершается, они падают вниз (см. фиг. 6), а опора 17 продолжают поворачиваться в сторону стола для выталкивания на него готовых изделий. После поворота механиз|ъюм 71 поворота на 17 останавливается. После вытгшкивания отходов посредством взаимодействия отжимного ролика 31 с пазом ж копира 32 платформа 21 вместе с выталкивателями 24 возвращается в исходное положение, при этом ее фиксатор 33 отжимается, а в исходном положении платформа вновь фиксируется фиксатором 33. После переустановки выталкивателей поворотный упор 26 отводится.
После накапливания на обоих столах 43 и 44 заданного количества готовых изделий последние снимаются, включается катушка 54 (фиг. 5), шлицевым соединением 52 шестерня 50 устанавливается в нейтральное(холостое) положение, и под действием пружин 47 столы 43 и 44 поднимаются в исходное положение, в котором фиксаторами 56 удерживаются от самопроизвольного перемещения. Далее цикл повторяется.
Описанное устройство обеспечивает качественную вырубку изделий и высокую производительность.
15
Формула изобретения
Устройство для вырубки заготовок из листовой резины по авт. св. 707819, отличающееся тем, что, с целью повышения производительности за счет механизирования удаления отходов, механизм выталкивания выполнен в виде этажно расположенных на поворотной опоре подвижных платформ с запорными пластинами и сквозными отверстиями и установленных в последних выталкивателей, причем подвижные платфор1«а связаны с поворотной опорой посредством зубчато-реечных передач, имеющих подвижно установленные на опоре зубчатые рейки с отжимными роликами взаимодействующими с копиром, который стационарно установлен на пресс
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2503239/23-05, кл. В 29 Н 3/06, июнь 1977 (прототн
24
2/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU729085A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU649596A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Устройство для вырубки изделий из листового и ленточного материала | 1978 |
|
SU791551A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU735421A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |