1
По основному авт. св. № 323766 известна система автоматического управления положением инструмента металлорежущего станка, содержащая блок управления перемещением рабочего органа с инструментом по двум координатам с заданием информации об окончательном черновом контуре детали в цифровом коде; блок для определения положения инструмента в начале каждого чернового прохода; блок сравнения действительного положения инструмента с заданным программой; блок запоминания положения инструмента в момент встречи его с заданным программой окончательным черновым контуром детали.
Педостатком известной системы является то, что она не позволяет обрабатывать детали из заготовок произвольной формы тина ступенчатых поковок и т. п. Кроме того, система, реагируя на изменение твердости заготовки, изменяет глубину резания, тогда как в ряде случаев экономически более целесообразно было бы изменение подачи. При этом назначение исходной глубины резания с учетом быстродействия привода, колебания твердости заготовки и других параметров резания должно предусматривать большой запас по длине режущего лезвия инструмента, что приводит к неполному использованию возможностей инструмента и потере производительности.
Предложенная система устраняет указанные недостатки и расширяет технологические возможности станка за счет того, что в нее введены датчик для определения предельной глубины резания, взаимодействующий с контуром заготовки, установленный непосредственно на резце вблизи режущего лезвия на расстоянии от вершины, примерно равном длине режущего лезвия, и блок анализатора сигналов датчика и устройства для измерения силового параметра резания, вырабатывающий в блок управления перемещением инструмента сигнал, определяющий возмол ность движения инструмента по одной из координатных осей или двум осям одновременно с сохранением или изменением величины подачи.
Датчик предельной глубины размещен на задней грани резца под режущим лезвием и выполнен в виде сопла, подключенного к пневмосистеме высокого давления, снабженной преобразователем давления в электрический сигнал.
Такое конструктивное исполнение обеспечивает простоту встройки датчика в резец, надежность его работы и защиту от стружки и охлаждающей жидкости в зоне резания.
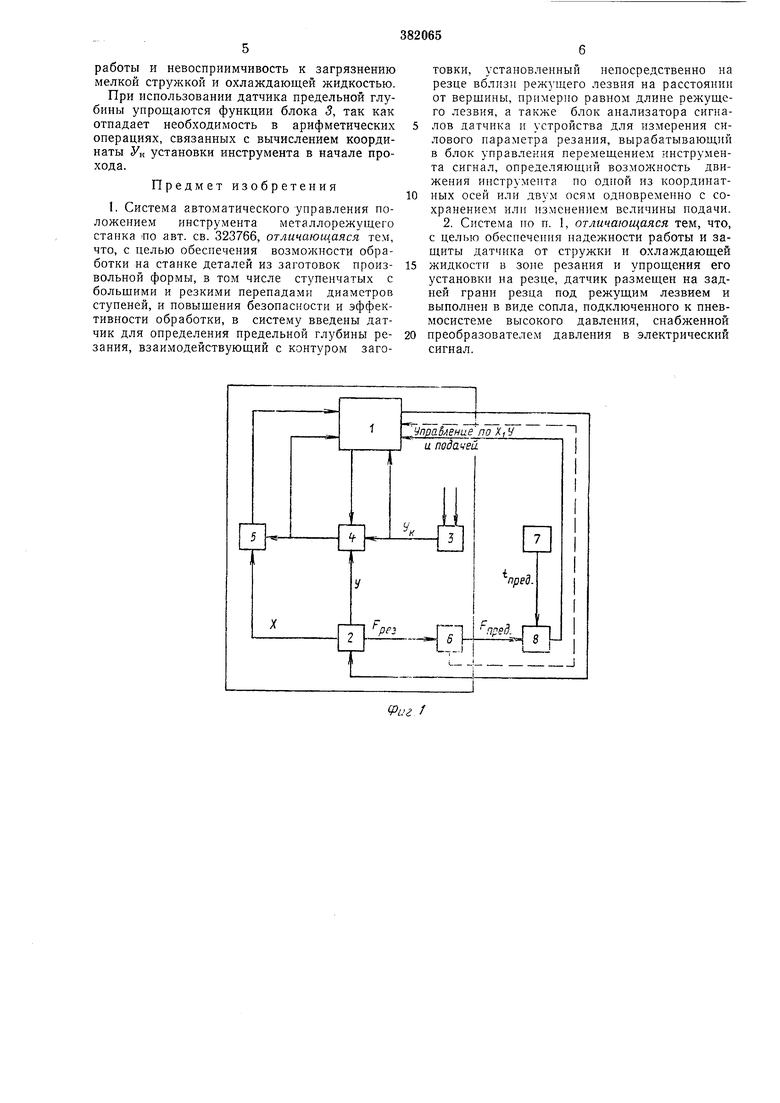
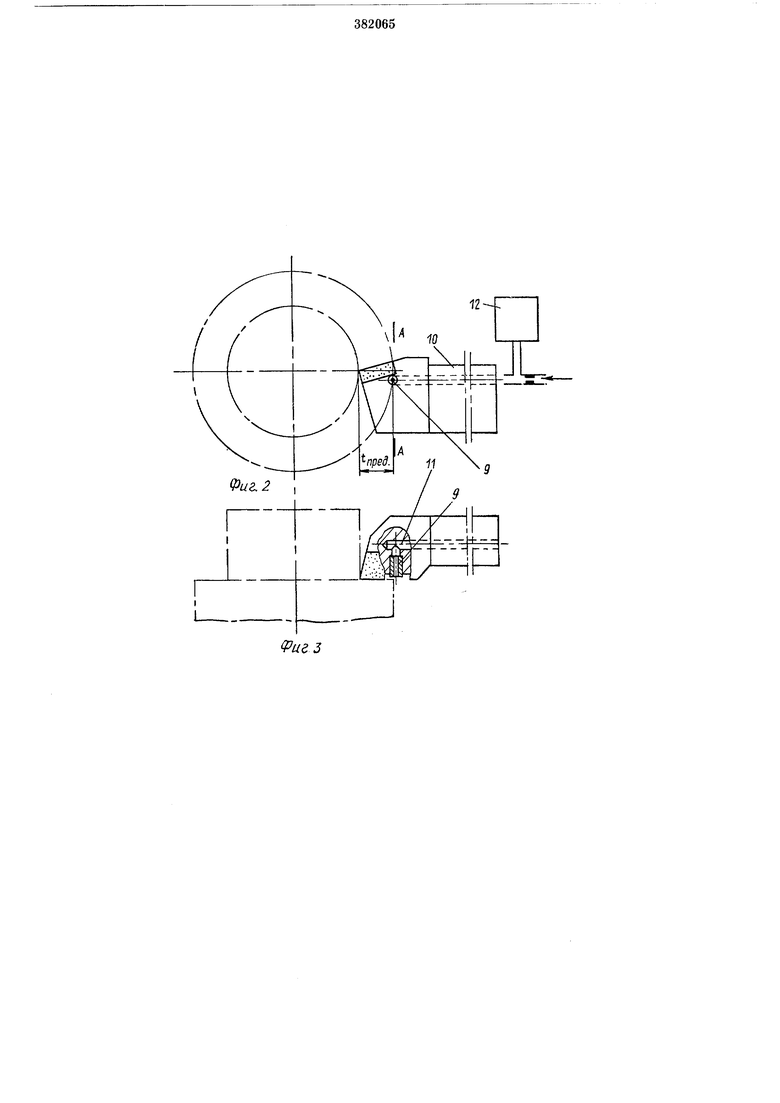
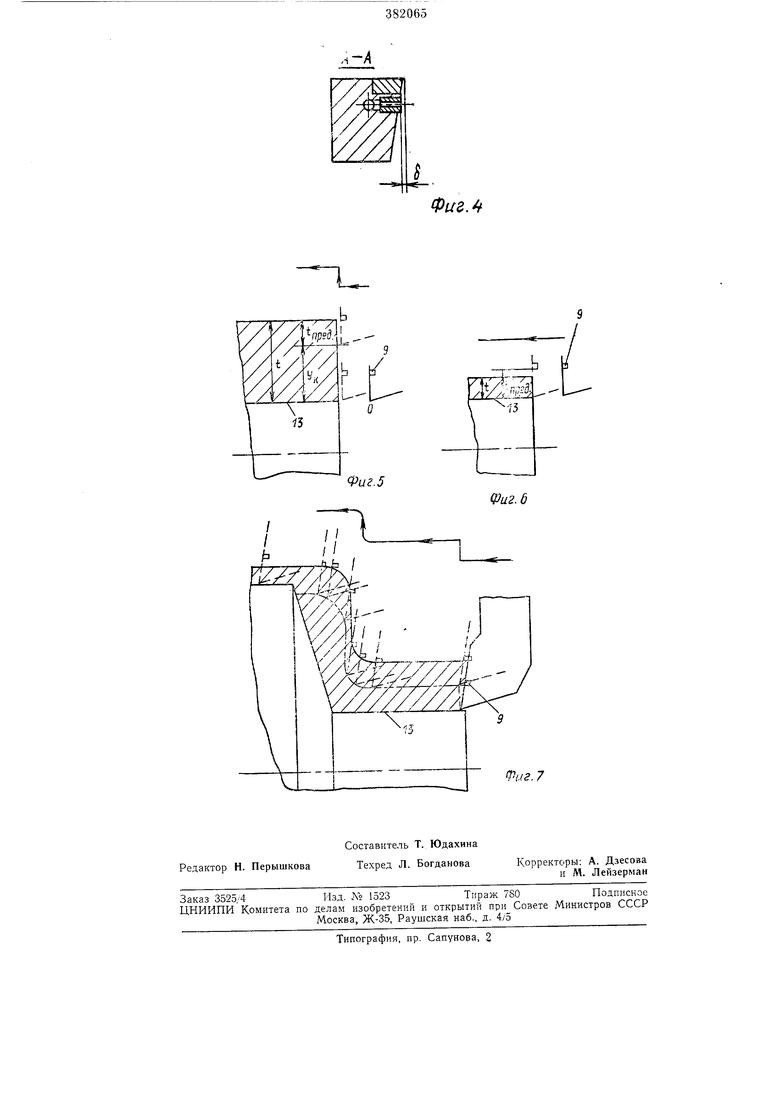
На фиг. 1 показана блок-схема системы; на фиг. 2, 3, 4 - конструктивная схема датчика предельной глубины резания; фиг. 5, 6, 7 поясняют принцип работы системы.
Предлагаемая система включает блок / управления перемещением рабочего органа 2 с инструментом по двум координатам с заданием информации об окончательном черновом контуре детали в цифровом коде; блок 3 для определения положения инструмента в начале каждого чернового прохода; блок 4 сравнения действительного положения инструмента с заданным программой; блок 5 запоминания положения инструмента в момент встречи его с заданным программой окончательным черновым контуром детали; устройство 6 для измерения силового параметра резания.
Дополнительно система включает датчик 7 предельной глубины резания и блок 8 анализатора сигналов датчика 7 и устройства 6.
Датчик 7 представляет собой сопло-втулку Р, установленное на задней грани резца W в отверстии державки под пластиной твердого сплава (в частном случае может быть предусмотрено сверление или канавка непосредственно в самой пластине). Расстояние от отверстия сопла до вершины резца пред принимается примерно равным длине режущего лезвия.
В державке резца имеется канал 11 для подключения сопла к пневмосистеме высокого давления, снабженной преобразователем 12 давления воздуха в электрический сигнал. Принцип работы преобразователя аналогичен принципу работы его в измерительных схемах с пневмодатчиками для размерных измерений.
Между торцом сопла и главной режущей кромкой предусматривается зазор б, предупреждающий касание сопла о поверхность обработки при резании. При необходимости сопло выполняется сменным и регулируемым по размеру б.
При наличии датчика 7 и блока 8 работа системы осуществляется следующим образом.
В исходном положении (фиг. 5, 6) резец устанавливается блоком / в точку О начала программируемого окончательного чернового контура 13 детали. В этом положении включается максимальная рабочая подача.
Момент соприкосновения инструмента и детали фиксируется либо датчиком 7, либо устройством 6, либо одновременно тем и другим.
При этом блок 8 в случае срабатывания датчика 7 (припуск t ) выдает команду на прекращение перемещения по X и включение движения по У, пока датчик не выйдет на границу контура заготовки.
В случае (фиг. 6), если соприкосновение инструмента и детали сопровождается только сигналом устройства 6 (/пред), блок 8 выдает команду перехода с максимальной на рабочую подачу, которая в дальнейшем может регулироваться по измеряемому устройством 6 силовому параметру Р езЕсли в процессе обработки имеет место превышение величиной предельного значения пред. являющегося силовым ограничением системы СПИД, то в зависимости от сигнала датчика 7 блок 8 может выдавать следующие команды в блок /.
При Ррез fapen и t гпред (нет сигнала датчика) , что может соответствовать, например , повышенной твердости заготовки или завышенной подаче по сравнению с подачей, определяемой из условий рез пред И пред,
блок 8 выдает команду на уменьшение подачи до значения, соответствующего Fpea / предПри /рез - пред И пред (есть сигнал датчика) блок 8 анализирует скорость нарастания силового параметра и в зависимости от ее величины выдает команды либо на прекращение по .А и включение движения по У (как и в случае соприкосновения), если имеет место резкое увеличение припуска и соответственно силового параметра, либо на включение дополнительно подачи по У, не прекращая подачи по X, в случае плавного увеличения припуска; при этом скорость подачи по У может функционально связываться с величиной скорости нарастания силового параметра.
В случае, если t 4ред (датчик вне контура заготовки), что определяется из условий рез пред И величина подачи не меньше, чем для /рез и , блок 5 блокирует сигнал датчика даже при случайном перекрытии стружкой отверстия сопла («ложной команде).
При использовании датчика 7 и блока 5 возможна обработка ступенчатых заготовок с любыми перепадами диаметров и крутизной ступеней до 90° (фиг. 7).
В этом случае резец имеет угол в плане Ф 90°, как это обычно принято для проходных резцов, выполняющих также функции подрезки. Управление траекторией перемещения инструмента аналогично описанному.
Па фиг. 7 примерно показан характер траектории движения инструмента в первом проходе при обработке ступенчатой заготовки.
Таким образом, наличие датчика предельной глубины резания и блока анализатора сигналов датчика и устройства для измерения силового параметра резания позволяет значительно расширить технологические возможности системы, более точно определить функции управления перемещением инструмента, как по траектории, так и по подаче, более полно использовать режущие возможности инструмента и повысить производительность при черновой многопроходной обработке.
При этом размещение датчика на задней грани резца под режущим лезвием и вблизи его позволяет предохранить датчик от непосредственного воздействия сходящей по передней грани стружки и от охлаждающей жидкости в зоне резания.
Выполнение датчика в виде пневматического сопла позволяет сравнительно просто встраивать его в конструкции черновых резцов и других инструментов, а применение высокого давления позволяет обеспечить надежность его
работы и невосприимчивость к загрязнению мелкой стружкой и охлаждающей жидкостью. При использовании датчика предельной глубины упрощаются функции блока 3, так как отпадает необходимость в арифметических операциях, связанных с вычислением координаты УК установки инструмента в начале прохода.
Предмет изобретения
1. Система автоматического управления положением инструмента металлорежущего станка ло авт. св. 323766, отличающаяся тем, что, с целью обеспечения возможности обработки на станке деталей из заготовок произвольной формы, в том числе ступенчатых с большими и резкими перепадами диаметров ступеней, и повыщения безопасности и эффективности обработки, в систему введены датчик для определения предельной глубины резания, взаимодействующий с контуром заготовки, установленный непосредственно на резце вблизи режущего лезвия на расстоянии от верщины, примерно равном длине режущего лезвия, а также блок анализатора сигналов датчика и устройства для измерения силового параметра резания, вырабатывающий в блок управления перемещением инструмента сигнал, определяющий возмол ность движения инструмента по одной из координатных осей или двум осям одновременно с сохранением или изменением величины подачи. 2. Система по п. 1, отличающаяся тем, что, с целью обеспечения надежности работы и защиты датчика от стружки и охлаждающей
жидкости в зоне резания и упрощения его установки на резце, датчик размещен на задней грани резца под режущим лезвием и выполнен в виде сопла, подключенного к пневмосистеме высокого давления, снабженной
преобразователем давления в электрический сигнал.