1
Изобретение относится к обработке металлов давлением и предназначено для использования при производстве гнутых профилей.
Известен способ производства гнутых профилей формовкой элементов профиля по переходам, при котором к стенке профиля прикладывают пару встречно направленных сил, одна из которых, обращенная вверх, приложена со стороны переднего конца заготовки 1.
За счет смещения валков, положение которых не меняется при формовке переднего и заднего концов заготовки, к полкам прикладываются разные по знаку моменты. В этом случае не будут четко отформованы места изгиба, а на одном из концов появится также значительный продольный прогиб. Так, например, при формовке швеллера при смещении верхнего валка по ходу профилирования (только в таком случае решается задача по предотвращению перегиба полок на концах заготовки) вертикальная составляющая усилия формовки, возникающего со стороны верхнего валка, будет отгибать передний конец вниз и в результате места изгиба не будут прижаты к верхнему валку, что приведет к их недоформовке и изгибу заготовки на переднем ее конце.
Цель изобретения - улучшение качества профилей путем устранения продольного прогиба на всей длине заготовки.
Для этого после отформовки переднего конца направление сил, приложенных к стенке профиля, меняют на противоположное.
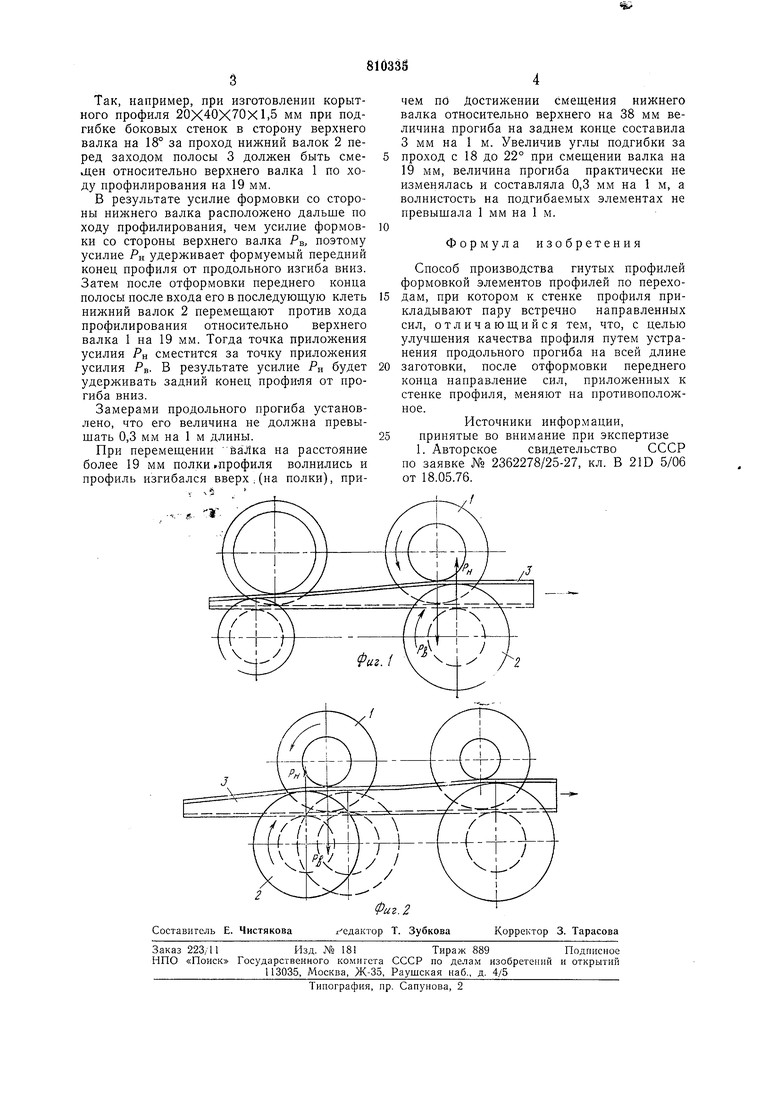
На фиг. 1 показано пололсение валков при формовке переднего конца профиля, напрпмер, корытного; на фиг. 2 - то же, для заднего конца.
По предлагаемому способу в процессе профилирования целесообразно, чтобы последовательная подгибка элементов профиля производилась в смещенных .валках вдоль оси формовки, причем после подгибки элементов передпего конца один из валков смещают в положение, противоположное первоначальному относптельно другого валка.
Предлагаемый способ может быть реализован с помощью клетей профилегибочного стана с валками 1 и 2, содержащих свободно перемещающийся один из валков вдоль оси формовки по направляющей с помощью перемещающегося приспособления, например гидравлических цилиндров.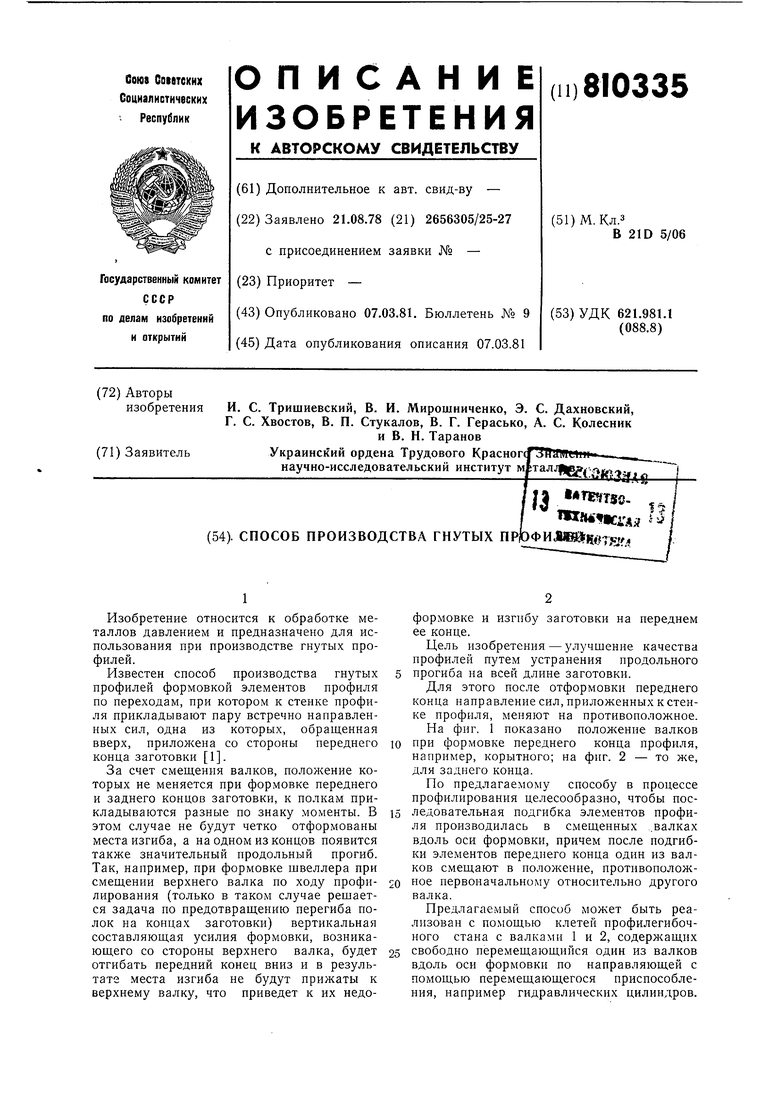
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть профилегибочного стана | 1978 |
|
SU763021A1 |
| Способ изготовления гнутых профилей проката | 1977 |
|
SU1050774A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых профилей с отбортовками | 1984 |
|
SU1159684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU956093A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
