1
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для поперечно-клиновой прокатки изделий из горячекатаного или калиброванного проката.
Известен инструмент для поперечно-клиновой прокатки, содержащий неподвижный корпус и два рабочих инструмента 1.
Недостатками этого инструмента являются низкая производительность и точность прокатываемых изделий из-за нарушения сплошности материала заготовки при больших степенях ее обжатия.
Известно устройство для поперечно-клиновой прокатки, содержащее установленные в корпусе с возможностью возвратнопоступательного перемещения две параллельные плиты с закрепленными на внутренних рабочих поверхностях клиновыми инструментами 2.
Однако такое устройство не позволяет прокатывать длинномерные изделия из заготовки неограниченной длины, в частности из бунта, что снижает его технологические возможности.
Целью изобретения является обеспечение возможности прокатки длинномерных изделий из бунтового материала.
Поставленная цель достигается тем, что устройство, содержащее установленные в
корпусе с возможностью возвратно-поступательного перемещения две параллельные плиты с закрепленными на внутренних рабочих поверхностях клиновыми инструментами, снабжено механизмом вращения корпуса вокруг оси заготовки, причем корпус выполнен со сквозным отверстием в направлении оси прокатки, а механизм вращения корпуса вокруг оси заготовки выполнен в виде расположенных на торцах корпуса полых цапф, рамки, охватывающей корпус, и подшипников, установленных на цапфах в рамке.
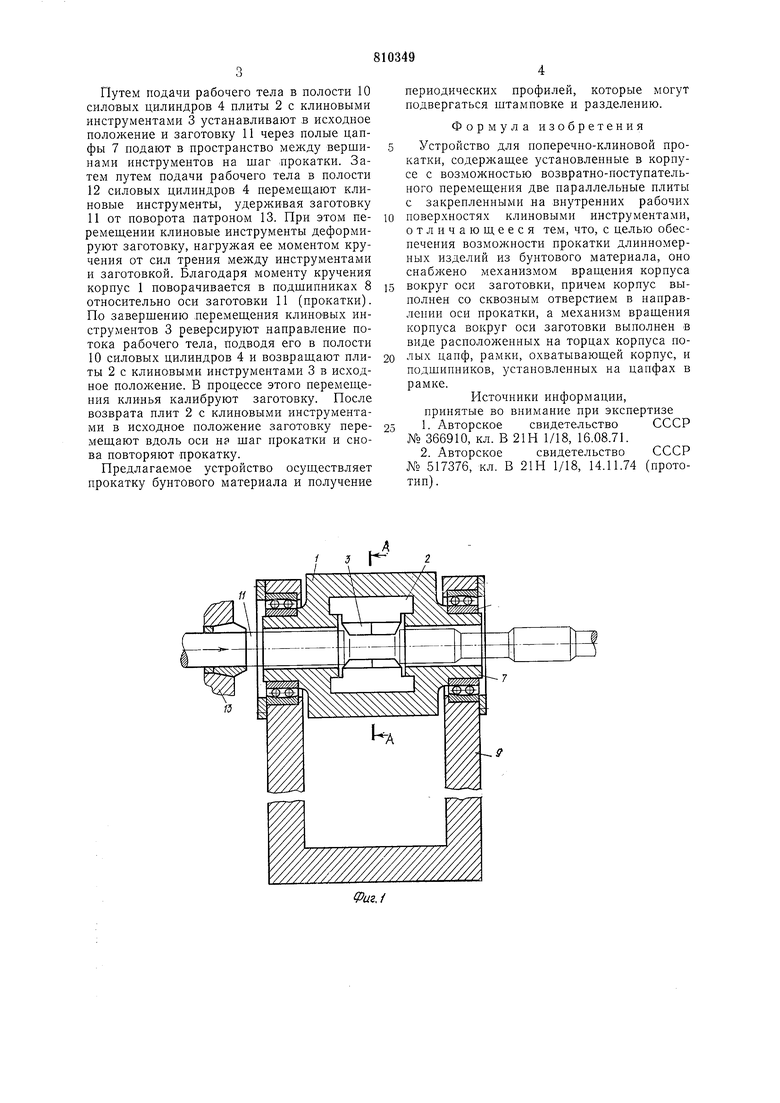
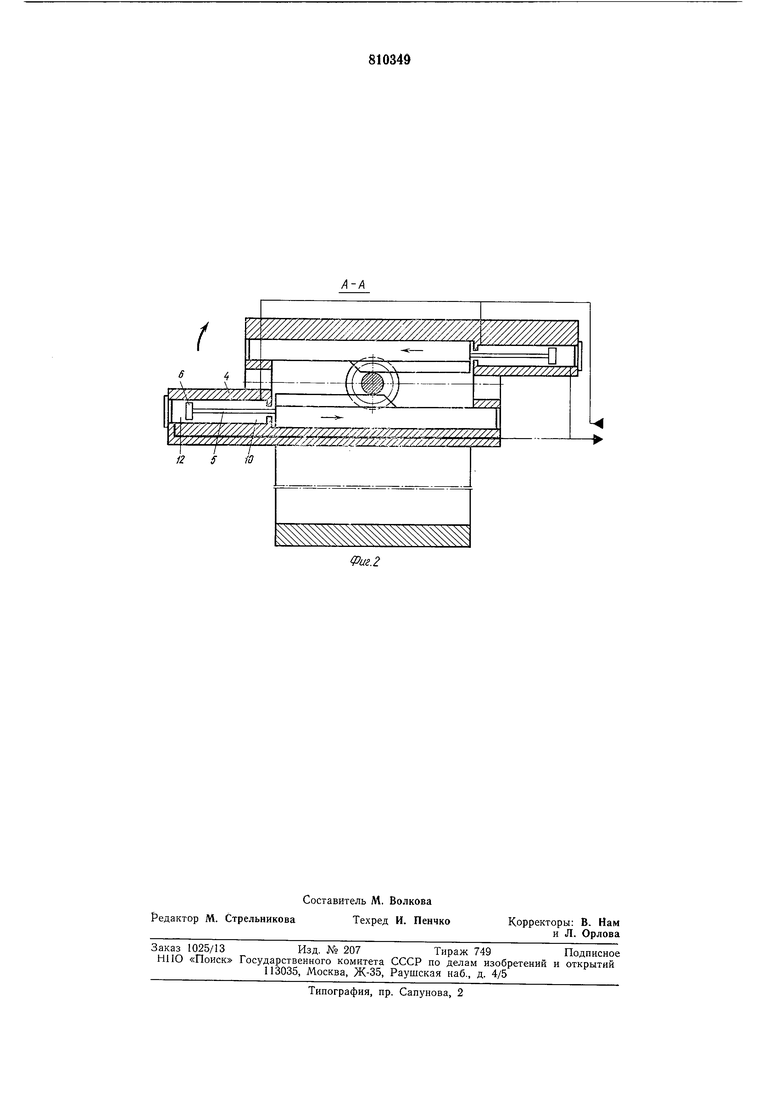
На фиг. 1 показано предлагаемое устройство, поперечный разрез; на фиг. 2 - сечение А-А фиг. 1.
Устройство содержит корпус 1 и установленные в нем с возможностью возвратнопоступательного перемещения плиты 2 с закрепленными на них клиновыми инструментами 3. Для перемещения последних в корпусе 1 имеются силовые цилиндры 4, соединенные штоками 5 поршней 6 с плитами 2. Корпус 1 снабжен парой полых цапф 7, посредством которых он установлен с возможностью свободного поворота вокруг оси прокатки в подшипниках 8, размещенных в станине 9.
Устройство работает следующим образом.
Путем подачи рабочего тела в полости 10 силовых цилиндров 4 плиты 2 с клиновыми инструментами 3 устанавливают в исходное положение и заготовку 11 через полые цапфы 7 подают в пространство меладу вершинами инструментов иа шаг лрокатки. Затем путем подачи рабочего тела в полости 12 силовых цилиндров 4 перемещают клиновые инструменты, удерживая заготовку И от поворота патроном 13. При этом перемещении клиновые инструменты деформируют заготовку, нагружая ее моментом кручеиия от сил трения между инструментами и заготовкой. Благодаря моменту кручения корпус 1 поворачивается в подшипниках 8 относительно оси заготовки 11 (прокатки). По завершению перемеш,ения клиновых инструментов 3 реверсируют направление потока рабочего тела, подводя его в полости 10 силовых цилиндров 4 и возвращают плиты 2 с клиновыми инструментами 3 в исходное полож;ение. В процессе этого перемещения клинья калибруют заготовку. После возврата плит 2 с клиновыми инструментами в исходное положение заготовку перемещают вдоль оси на шаг прокатки и снова повторяют прокатку.
Предлагаемое устройство осуществляет прокатку бунтового материала и получение
периодических профилей, которые могут подвергаться штамповке и разделению.
Формула изобретения
Устройство для поперечно-клиновой прокатки, содержащее установленные в корпусе с возможностью возвратно-поступательного перемещения две параллельные плиты с закрепленными на внутренних рабочих поверхностях клиновыми инструментами, отличающееся тем, что, с целью обеспечения возможности прокатки длинномерных изделий из бунтового материала, оно снабжено механизмом вращения корпуса вокруг оси заготовки, причем корпус выполнен со сквозным отверстием в направлении оси прокатки, а механизм вращения корпуса вокруг оси заготовки выполнен в виде расположенных на торцах корпуса полых цаиф, рамки, охватывающей корпус, и подшиппиков, установленных на цапфах в рамке.
Источники информации,
принятые во внимаиие при экспертизе
1.Авторское свидетельство СССР № 366910, кл. В 21П 1/18, 16.08.71.
2.Авторское свидетельство СССР № 517376, кл. В 21Н 1/18, 14.11.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2124958C1 |
| Стан поперечно-клиновой прокатки | 1982 |
|
SU1065067A1 |
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821002A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU806215A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| Способ поперечно-клиновой прокатки изделий | 1978 |
|
SU704705A1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1319989A1 |
(
//У/7У7/У77//Л
12 5 iO
