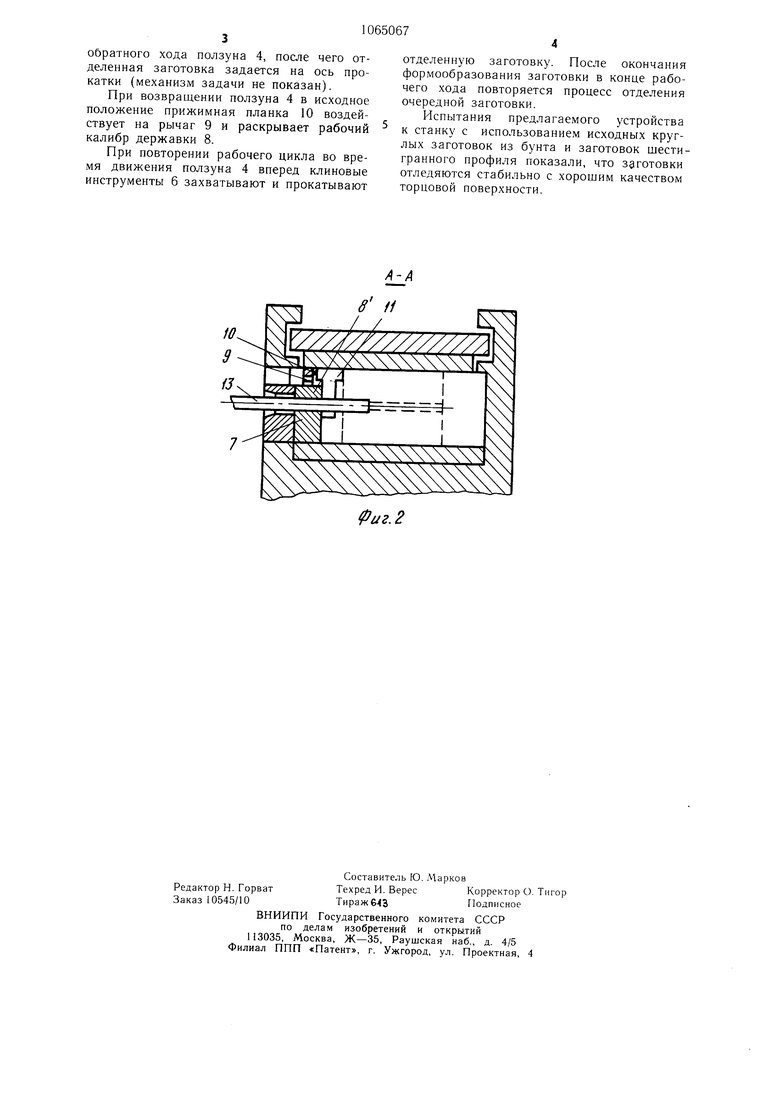
Изобретение относится к обработке металлов давлением, а именно к станам поперечно-клиновой прокатки, и может быть использовано при изготовлении деталей типа ступенчатых валов. Известен стан для поперечно-клиновой прокатки, содержащий подвижную и неподвижную плиты с закрепленными на них клиновыми инструментами 1. Однако известный стан предназначен дли штучной прокатки изделий, что требует предварительной заготовительной операции рубки заготовок. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является стан для поперечно-клиновой прокатки, содержащий станину, установленный в направляющих ползун, подвижную и неподвижную плиты с закрепленными-на них клиновыми инструментами, а также отрезной элемент 2. Однако данный стан характеризуется ог:)аничениыми технологическими возможностями конструкции: для осуществления нроцесса отрезки необходимо вращение прутка, что не позволяет задавать прутки с фасонным профилем или задавать металл из бунта. Цель изобретения - расщирение технологических воз.можностей и снижение энергоемкости стана. Указанная цель дости1ается тем, что в стане поперечно-клиновой прокатки, содержащем станину, на которой расположены две плиты с инструментами для поперечноклиповой прокатки и отрезной элемент, причем одна плита закреплена на основании, а другая установлена с возможностью возвратно-поступательного перемещения параллельно нервой плите, причем на последней установлен отрезной элемент, снабжено размещенными на неподвижной плите перед заходной частью инструмента средством ориентации заготовки с механизмом ее зажима, выполненным в виде составной державки, одна часть которой установлена с возможностью поворота вокруг оси, перпендикулярной оси прокатки и закрепленного на ней рычага, прижимной планкой, предназначеннои для взаимодействия с рычагом и расположенной на плите, установленной с возможностью возвратно-поступательного перемещения и подпружиненными толкателями, расположенными в средстве ориентации и отрезном элементе. Для получения качественной поверхности среза и надежной фиксации заготовки рабочие части половин державки и рабочие части средства ориентации и отрезного элемента образуют рабочий калибр. Рабочие калибры половин державки, средства ориента ции и отрезные элементы выполнены на уровне оси прокатки. Предлагаемый стан позволяет использовать в качестве заготовок металл с фасонным профилем, а также применять металл в бунтах. Кроме того, проведение операции рубки заготовки от ripvTKa после окончания формообразования предыдущей заготовки позволяет снизить потребное усилие прокатки по сравнению с базовым объектом, где потребное усилие прокатки определяется суммой усилий при одновременной прокатке и отделении заготовки. На фиг. 1 представлен пред.лагаемый стан, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. Стан поперечно-клиновой прокатки содержит станину 1, в которой закреплена неподвижная плита 2 и выполнены направляющие 3. В направляющих 3 установлен с возможностью возврат Ю-иоступательного перемещения ползун 4, на котором закреплена плита 5. На рабочих поверхностях плит 2 и 5 закреплены инструменты 6. В станине 1 перед заходной частью клинового инструмента закреплены последовательно средство ориентации 7 и составная державка 8, подвижная половина которой 8 установлена с возможностью качательного движения вокруг оси в плоскости, перпендикулярной оси прокатки, и соединена с рычагом 9. На плите 5 за клиновым инструментом 6 закреплены; пружинная планка 10 и отрезной элемент 11, выполненный в виде призмы. В средстве ориентации 7 и отрезном элементе 11 установлены подпружиненные толкатели 12. Рабочие части половин державки 8 и 8 образуют рабочий калибр, рабочие части средства ориентации 7 и отрезного элемента 11 также образуют рабочий калибр, который соответствует профилю отделяемого прутка 13. Процесс прокатки На стане осуществляется следующим образом. Нагретый пруток 13 задают в составную державку между подвижной 8 и неподвижной половинами. Ползун 4 начинают перемещать в направляющих 3. В конце рабочего хода прижимная планка 10 через рычаг 9 воздействует на подвижную половину державки 8. При этом подвижная половина державки 8 зажимает пруток 13. При дальнейщем движении ползуна 4 отрезной элемепт 11 отделяет от прутка 13 мерную заготовку. Отделенная заготовка при дальнейщем ходе ползуна зажимается в рабочем калибре, образуемом средством ориентации 7 и отрезным элементом И. В этом положении ползун 4 останавливается и начинает движение назад. При обратном ходе ползуна 4 нодпружиненные толкатели 12 освобождают заготовку из контакта со средством ориентации 7 и отрезным элементом 11 и удерживают ее в начальный момент обратного хода ползуна 4, после чего отделенная заготовка задается на ось прокатки (механизм задачи не показан). При возвращении ползуна 4 в исходное положение прижимная планка 10 воздействует на рычаг 9 и раскрывает рабочий калибр державки 8. При повторении рабочего цикла во время движения ползуна 4 вперед клиновые инструменты 6 захватывают и прокатывают отделенную заготовку. После окончания формообразования заготовки в конце рабочего хода повторяется процесс отделения очередной заготовки. Испытания предлагаемого устройства к станку с использованием исходных круглых заготовок из бунта и заготовок шестигранного профиля показали, что заготовки отледяются стабильно с хорошим качеством торцовой поверхности.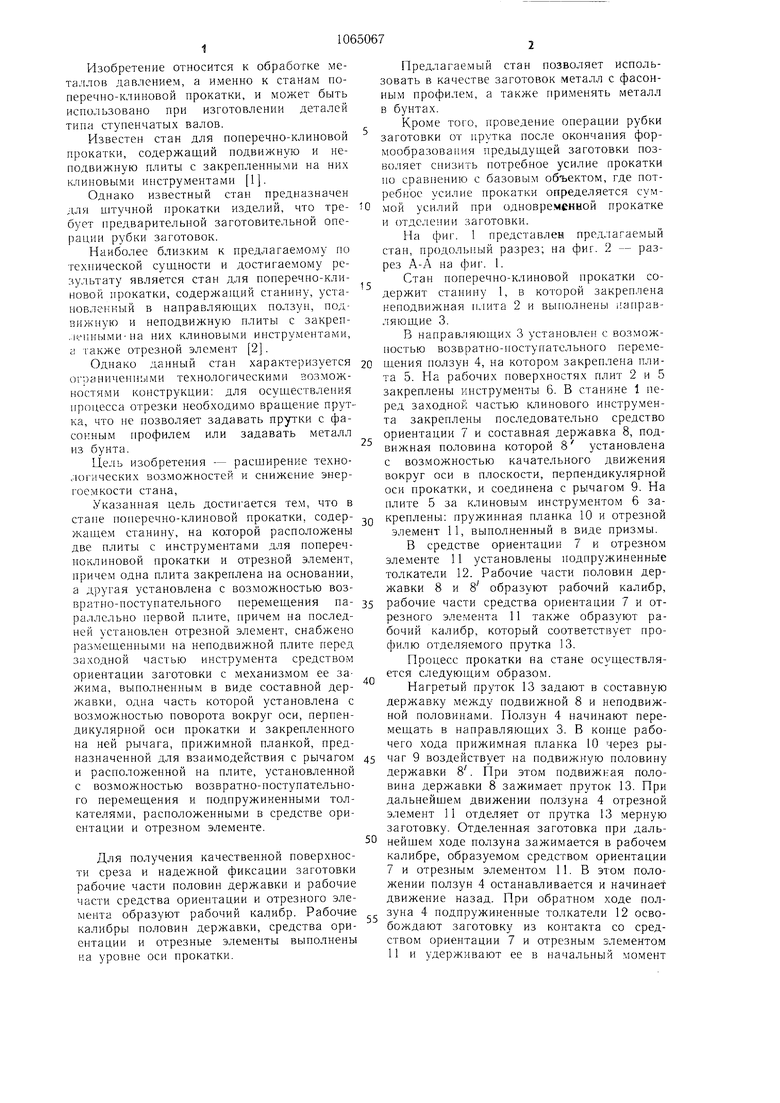
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1764752A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Плоскопрокатный автомат | 1980 |
|
SU919799A2 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1328040A1 |
СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ, содержаший станину, на которой расположены две плиты с инструментами для поперечно-клиновой прокатки и отрезной элемент, причем одна плита закреплена в станине, а другая установлена с возможностью возвратно-поступательного перемещения параллельно первой и на ней установлен отрезной элемент, огличающийся тем, что, с целью pacuuipeiinn его технологических возможностей за счет использования бунтовых и фасонных заготовок, он снабжен размещенными на неподвижной плите перед заходной частью инструмента средством ориентации заготовки и механизмом ее зажима, выполненным в виде составной державки, одна часть которой установлена с возможностью поворота вокруг оси, перпендикулярной оси прокатки, и закрепленного на ней рычага, прижимной планкой, предназначенной, для взаимодействия с рычагом и расположенной на плите, установленной с возможи ностью возвратно-поступательного пере(Л мещения, и подпружиненными толкателями, расположенными в средстве ориентации и отрезном элементе.
Y///////////////.
в //
/ /
рцг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клушин В | |||
| А | |||
| и др | |||
| Совершенствование поперечно-клиновой прокатки | |||
| Минск, «Наука и техника, 1980, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки листов и полос | 1978 |
|
SU715152A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
