1 1
Изобретение относится к литейному производству, а именно к оснастке для изготовления выплавляемых моделей.
Целью изобретения является повышение качества выплавляемых моделей.
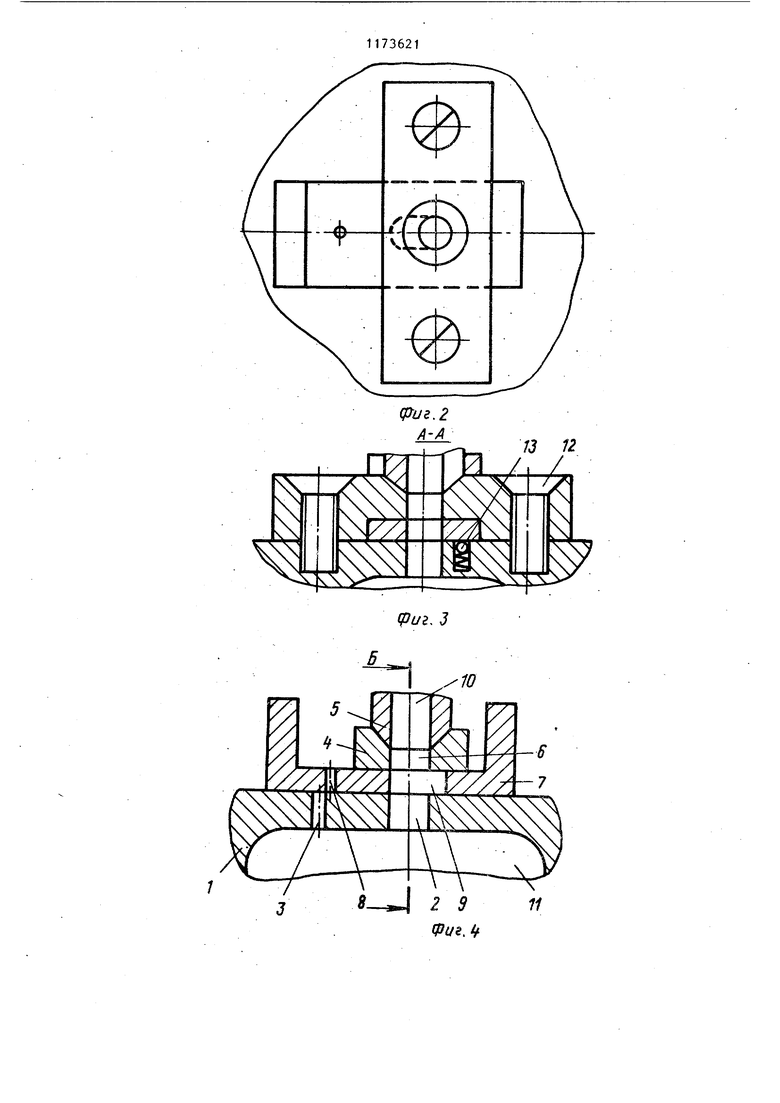
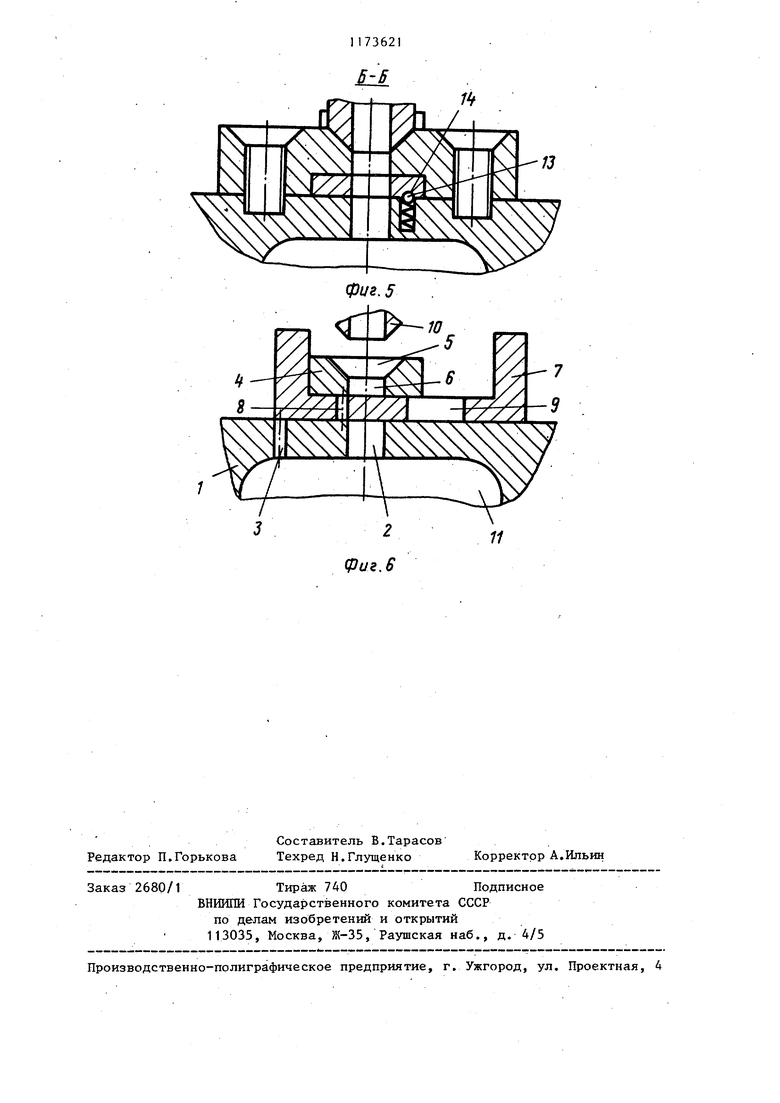
На фиг. 1 изображены предлагаемая пресс-форма в первоначальный период запрессовки и шприц; на фиг. 2 пресс-форма в первоначальный период запрессовки, вид сверху, шприц услов но не показан; на фиг. 3 - сечение на фиг. 1; на фиг. 4 - прессформа в момент, когда вентиляционный канал плиты перекрыт; на фиг. 5 сечение Б-В на фиг. 4; на фиг. 6 пресс-форма после окончания запрессовки.
Пресс-форма состоит из двух полуформ 1 (нижняя не показана). В одной из полуформ имеются литниковый канал 2 и вентиляционный канал 3. Запирающее устройство содержит П-образную планку 4 с воронкой 5 и отвер стием 6, закрепленную неподвижно на плите 1. П-образный движок 7 с Отверстиями 8 и 9 установлен в пазу.
планки 4.
Кроме того, пресс-форма содержит
шприц 10, полость 11, винты 12, фиксатор (шарик) 13 и углубление 14.
Пресс-форма работает следующим образом.
Движок 7 устанавливают в крайнее левое положение (см. фиг. 1). Движок 7 своим правым выступом упирается в, планку 4. Шприц 10 подводят к планке 4. Полость шприца 10 при этом соединена через отверстия 6 и 9 с литниковым каналом 2 полуформы 1 и ее полостью 11. Полость 11, в свою очередь, соединена вентиляционным каналом 3 через отверстие 8 движка 7 с атмосферой. Модельная масса начинает
736212
поступать в полость 11. Воздух в процессе заполнения полости 11 удаляется через вентиляционный канал 3 и отверстие 8 в атмосферу. Появление
5 модельного состава в отверстии 8 является сигналом о заполнении полости 11 полуформы 1 . Движок рукой пе.ремещают вправо на величину, необходимую для закрытия вентиляционного каfQ нала 3, и удерживают в зтом положении (см. фиг. 4). Для облегчения движок может быть удержан каким-либо простейшим фиксатором, например подпружиненным шариком 13, входящим
t5 в углубление 14 движка 7 (см. фиг. 5). В этом положении полость шприца 10 по-прежнему соединена через воронку 5, отверстия 6 и 9 с литниковым каналом 2, а вентиляционный канал 3
20 разобщен с атмосферой. В полость 11
поступает дополнительное количество
модельного состава, в ней создается
необходимое для получения качественных моделей давление. После вьщерж ки движок 7 рукой перемещают в крайнее правое положение (см. фиг. 6). Движок 7 своим левым выступом упирается в планку 4. В этом положении полость шприца 10 разобщена с полостью плиты. Путь к вытеканию модельного состава из полости 11 плиты прегражден. После затвердевания мо-. дельного состава пресс-форму разбирают, извлекают модель. Для прочистг
35 ки вентиляционных и литниковых каналов движок 7 последовательно устанавливают в положения, показанные на фиг. 1 и фиг. 4, и удаляют затвердевший состав проталкиванием штырями или продувкой сжатым воздухом.
Пресс-форму собирают, а движок устанавливают в положение, показанное на фиг. 1. Пресс-форма подготовлена к последующей работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1156813A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ, содержаща полуформы, литниковый и вентиляцион нь1Й каналы, запирающее устройство. включающее движок и планку с воронкой и отверстием, о т л и ч а ю щ а я с я тем, что, с целью повышения качества выплавляемых моделей, вентиляционный и литниковый каналы выполнены в одной из полуформ и расположены по оси движка, а в движке выполнены два отверстия, сообщакяциеся с вентиляционным и литниковш каналами при одном из крайних положений движка, при этом одно его отверстие выполнено в виде паза длиной равной по крайней мере сумме диаметров вентиляционного и литникового кан алов. 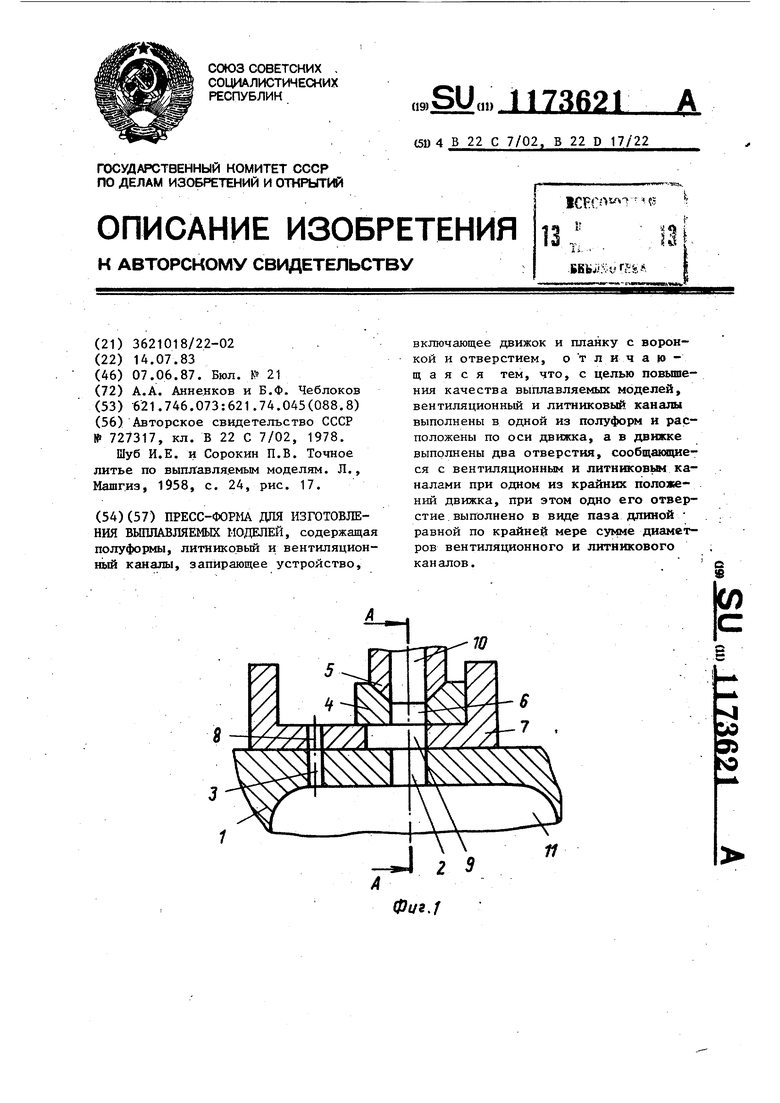
10
13
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шуб И.Е | |||
| и Сорокин П.В | |||
| Точное литье по выплавляемым моделям | |||
| Л., Машгиз, 1958, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
