Изобретение относится к литейному производству, в частности к прессформам, устанавливаемым на автоматах для изготовления модельных звеньев в автоматизированном производстве лить по выплавляемым моделям, Известна пресс-форма для вьтлавляемых моделей, устанавливаемая на автоматах для изготовления модельных звеньев в автоматизированном производстве литья по выплавляемым моделям, содержащая неподвижную и подвиж ную полуформы, включающую матрицу и центрирующую втулку с литьевым каналом . Однако известная пресс-форма характеризуется тем, что после запрессовки модельной массы и отвода шприцующего устройства, модельная масса вследствие остаточного давления вытекает через литьевой канал, что является причиной некачественности модельных звеньев ввиду их недопрессов ки. Наиболее близким к изобретению по технической сущности и достигаемому результату является пресс-форма для изготовления вьтлавляемых моделей, содержащая подвижную и неподвижную полуформы с матрицами, центрирующую втулку с литьевым каналом и шиберный механизм в виде подпружиненной пластины для перекрытия литьевого канала UJ. Недостатком данной пресс-формы яв ляется то, что ее невозможно устанавливать на автоматы для изготовления модельных звеньев, так как запирающий механизм расположен по разъему пресс-формы, а на автоматах запрессовка модельной массы осуществля ется в направлении, перпендикулярном плоскости разъема пресс-формы. Цель изобретения - расширение технологических возможностей за счет использования ее на автоматах и повы шение надежности работы шиберного ме ханизма . Поставленная цель достигается тем что пресс-форма для выплавляемых моделей, содержащая подвижную и неподвижную полуформы с матрицами, центрирующую втулку с литьевым каналом и шиберный механизм в виде подпружиненной пластины для перекрытия литье вого канала, снабжена размещенным в неподвижной полуформе копиром, имеющим конический скос, и подпружиненны пальцем с конической рабочей частью. размещенным в центрирующей втулке, , причем противоположный конец подпружиненного пальца выступает за торец центрирующей втулки, а в средней части пластины шиберного механизма выполнены литьевой канал и коническое отверстие под рабочую коническую часть пальца, при этом пластина размещена в матрице подвижной полуформы перпендикулярно литьевому каналу центрирующей втулки, а выступающий из матрицы торец пластины скошен и расположен напротив конического скоса копира. На фиг.1 изображен шиберный механизм перекрытия литьевого канала в исходном положении, продольный конец; на фиг.2 - положение шиберного механизма перекрытия литьевого канала в момент запрессовки модельной массы, на фиг.3 - то же, положение в момент прочистки литьевого канала. Пресс-форма состоит из неподвижной пoлyфop в I 1, подвижной 2, содержащей центрирующую втулку 3 с литьевым каналом 4, матрицу 5, в пазу которой размещены пружина 6 и шиберная пластина 7 со скосом торца 8, коническим отверстием 9 в средней его части и сквозным отверстием 10. Кроме того, в отверстии центрирующей втулки 3 с возможностью перемещения вдоль оси этого отверстия размещен подпружиненный пружиной 11 папец 12, коническим рабочим торцем 13 взаимодействующий с коническим отверстием 9 шиберной пластины 7, а противоположным торцом - с шприцевым устройством 14 автомата. В неподвижной полуформе 1 размещен копир 15, взаимодействующий коническим скосом 16 со скосом торца 8 шиберной пластины 7, при этом скошенный торец 8 шиберной пластины 7 в исходном положении упирается в копир 15 (фиг.1). Пресс-форма работает следукицим образом. Пресс-форма в исходном, сомкнутом положении (фиг.1) движением поворотного стола автомата перемещается на позицию запрессовки модельной массы. В этой позиции движением шприцевого устройства 14 автомата вправо совмеаются шприцевой канал устройства с итьевым каналом 4 центрирующей втули 3, в то времяj как шприцевое стройство .14 внешней частью воздейтвует на торец пальца 12, в резуль ате палец, перемешаясь вдоль про31
дольной оси отверстия центрирующей втулки 3, коническим рабочим горцем
13воздействует на коническое отверстие 9 шиберной пластины 7 и перемещает ее вдоль продольной оси паза матрицы 5, сжимая при этом пружину 6 В момент прекращения движения шиберной пластины 7 сквозное отверстие
10 совпадает с литьевым каналом 4 центрирующей втулки 3 и осуществляется запрессовка модельной массы (фиг.2). Далее шприцевое устройство
14отходит влево, освобождая от воздействия палец 12 и в результате воздействия сжатой пружины 6 на торец шиберной пластины 7 последняя возвращается в исходное положение, при этом сквозное отверстие 10, сместившись, перекрывает литьевой канал 4 центрирующей втулки 3, предотвращая вытекание модельной массы из прессформы, а воздействиями конического отверстия 9 шиберной пластины 7 на торец 13 пальца 12, последний возвращается в исходное положение (фиг.1).
На позиции автомата, соответствующей раскрытию пресс-формы, подвижная полуформа 2 отходит влево, при этом шиберная пластина 7, взаимодействуя скосом 8 с коническим скосом
2054
16 копира 15, смещается вдоль паза , матрицы 5, сжимая пружину 6 и его сквозное отверстие 10, совпадает с литьевым каналом 4 центрирующей втулки 3, торец 12 под воздействием пружины 11 скользит торцом 13 вдоль конического отверстия 9 и занимает крайнее положение (фиг.З). В этом положении пресс-форма поворотом стола автомата подается на пози1: ю обдува полости и очистки литьевого канала, где и осуществляется очистка литьевого канала 4 с совмещенным с ним сквозным отверстием 10.
При смыкании пресс-формы пмберная пластина 7 под воздействием сжатой пружины 6 занимает исходное положение (фиг.1), и цикл повторяется.
Предлагаемая пресс-форма расширяет технологические возможности за счет осуществления операции перекрытия ли1ьевого канала на автоматах после запрессовки модельной массы при совершении рабочего цикла пресс-формы, повышает качество модельного звена за счет более надежного предотвращения вытекания модельной массы из пресс-формы после ее запрессовки, предотвращая возможный брак модельного звена от недозапрессовки.
/5
14
(pi/t, 2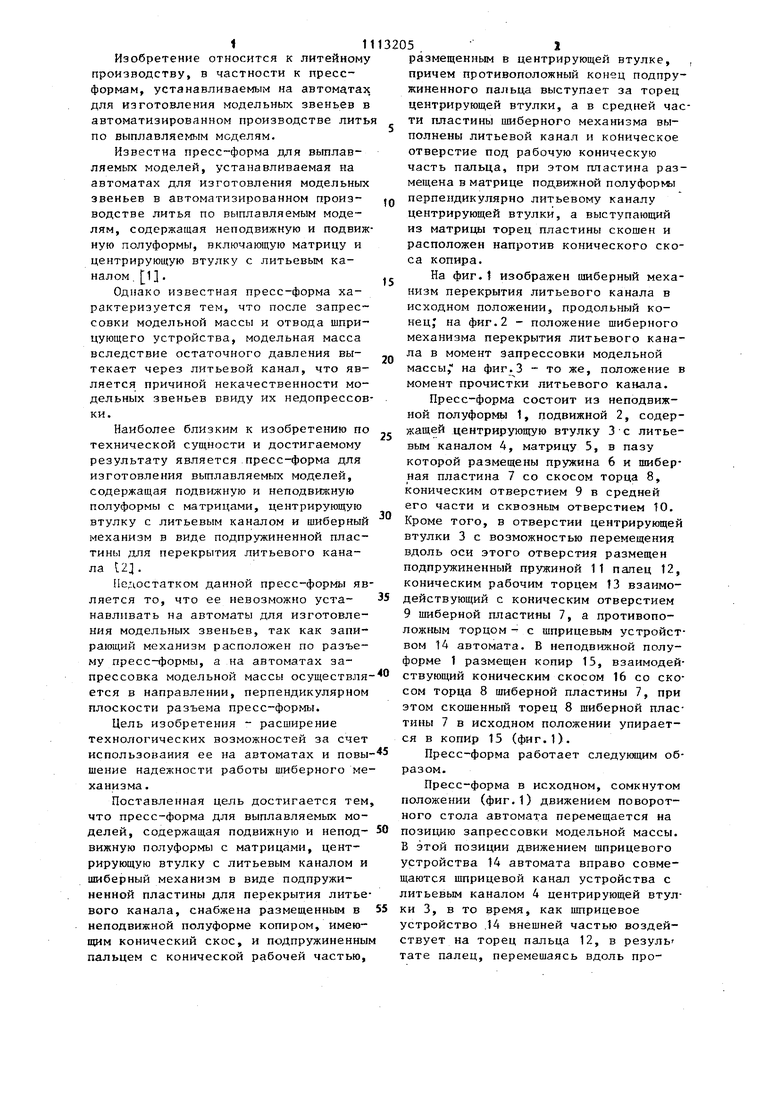
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1156813A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1978 |
|
SU727317A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1447527A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1158280A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358077A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
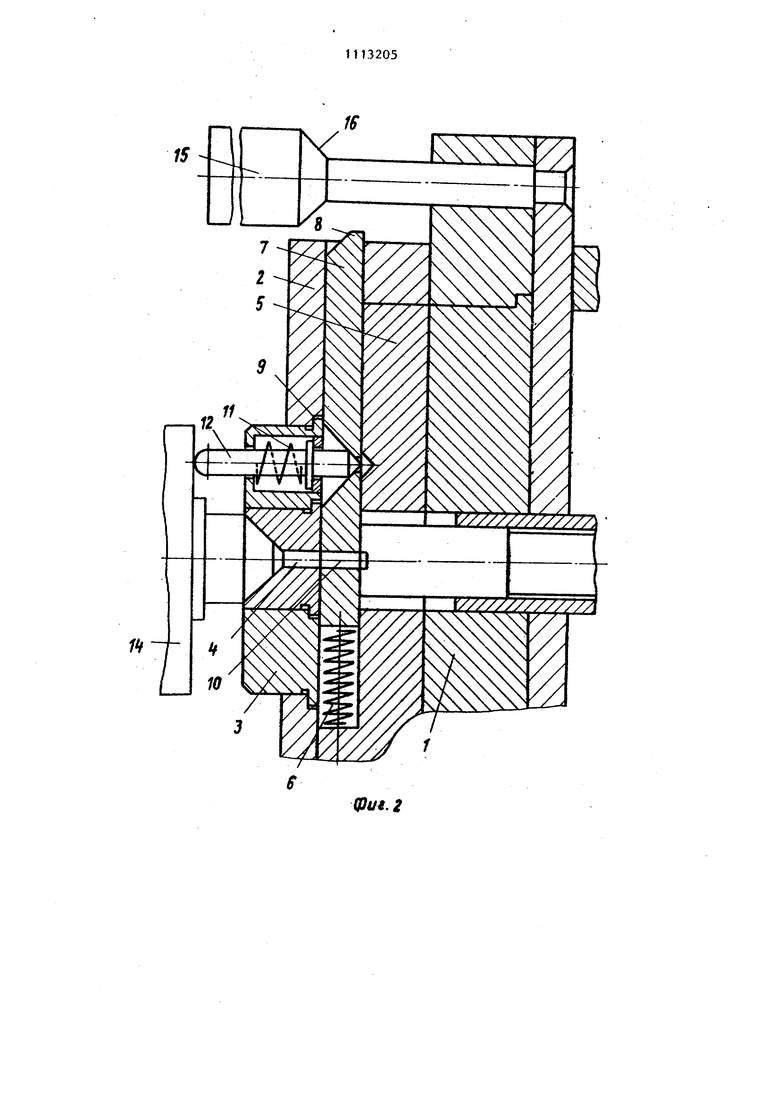

ПРЕСС-ФОРМА ДЛЯ ВЫПЛАВЛЯЕМЫХ .МОДЕЛЕЙ, содержащая подвижную и неподвижную полуформы с матрицами, центрирующую втулку с литьевым каналом и шиберный механизм в виде подпружиненной пластины для перекрытия литьевого канала, отличающаяся тем, что, с целью расширения технологических возможностей за счет использования ее на автоматах и повьппения надежности работы шиберного механизма, она снабжена размещенным в неподвижной полуформе копиром, имеющим конический скос, и подпружиненньм пальцем с конической рабочей частью, размещенным в центрирующей втулке, причем противоположный конец подпружиненного пальца выступает за торец центрирующей втулки, в средней части пластины шиберного механизма выполнены литьевой канал и коническое отверстие под рабочую коническую часть пальца, при этом пластина размещена в матрице подвижной полуфор3 мы перпендикулярно литьевому каналу центрирующей втулки, a выступающий из матрицы торец пластины скошен и расположен напротив конического скоса копира. со ю О ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для уменьшения кормового сопротивления среды движению судов | 1927 |
|
SU19947A1 |
| Издательство стандартов | |||
| М., 1974, с.7,14 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 0 |
|
SU404542A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
