1
Изобретение относится к области обработки металлов, а более конкретно - к устройствам для управления врезным шлифованием с регулируемым радиальным усилием.
Известен внутришлифовальный станок с гидравлической системой автоматического управления для врезного шлифования с контролируемым радиальным усилием 1.
Применение гидростатических направляюш,их в этом станке, на которых установлена шлифовальная бабка, позволяет свести к минимуму силы трения, поэтому сила, приложенная к поперечным салазкам со стороны гидроцилиндра, практически полностью уравновешивается радиальным усилием шлифования. С целью исключения копирования исходной погрешности скорость врашения заготовки, должна превышать определенную критическую величину. В созданных образцах станков скорость врашения заготовки значительно выше обычной, что может найти применение не для всех случаев обработки, так как дисбаланс быстровращаюшейся заготовки и приспособления приводит к появлению вибраций, повышенному износу подшипников. Кроме этого, для надежного закрепления детали в приспособлении необходимо значительно
повысить усилие зажима, что может привести к повреждению поверхности в месте прилол ения зажимного усилия. Указанные недостатки устранены в известном приводе поперечной подачи внутришлифовального станка с регулируемым радиальным усилием, который является наиболее близким по технической сушности к изобретению 2. Поперечная подача шлифовального круга осушествляется качанием шлифовальной бабки, установленной на основании поперечных салазок шлифовального станка при помоши обычного или крестового шарнира, иод действием силы гидродвигателя, которая создается за счет разности усилий, развиваемых плунжерными гидроцилиндрами с различной величиной активных плошадей. При рабочей подаче масло от гидросистемы станка поступает в оба гидроцилиндра через дроссель с регулятором, обеспечивающим постоянство расхода. При быстром отводе крута от детали в конце шлифования масло из правого гидроцилиндра сливается
в бак через распределитель. Для получения стабильной работы дросселя с регулятором применено регулирование с иараллельным расположением дросселя. Для исключения копирования исходной погрешности на входе илунжерного гидроцилиндра установлен
дроссель с большим гидравлическим соиротивлением, который демифирует систему.
Так как исходная погрешность заготовки велика, шлифовальный круг в начале цикла шлифования испытывает мгновенные нерегрузки, которые могут привести к его разрушению, прнжогам и повреждению обрабатываемой поверхности.
Целью изобретения является устранение мгновенных перегрузок на начальном участке цикла шлифования.
Указанная цель достигается тем, что в известном приводе поперечной подачи внутришлифовального станка с регулируемым радиальным усилием, на входе гидроцилиндра с большей активной площадью, установлен дополнительный демпфируюший дроссель с малым гидравлическим сопротивлением, связанный с гидросистемой станка через гидравлический распределитель.
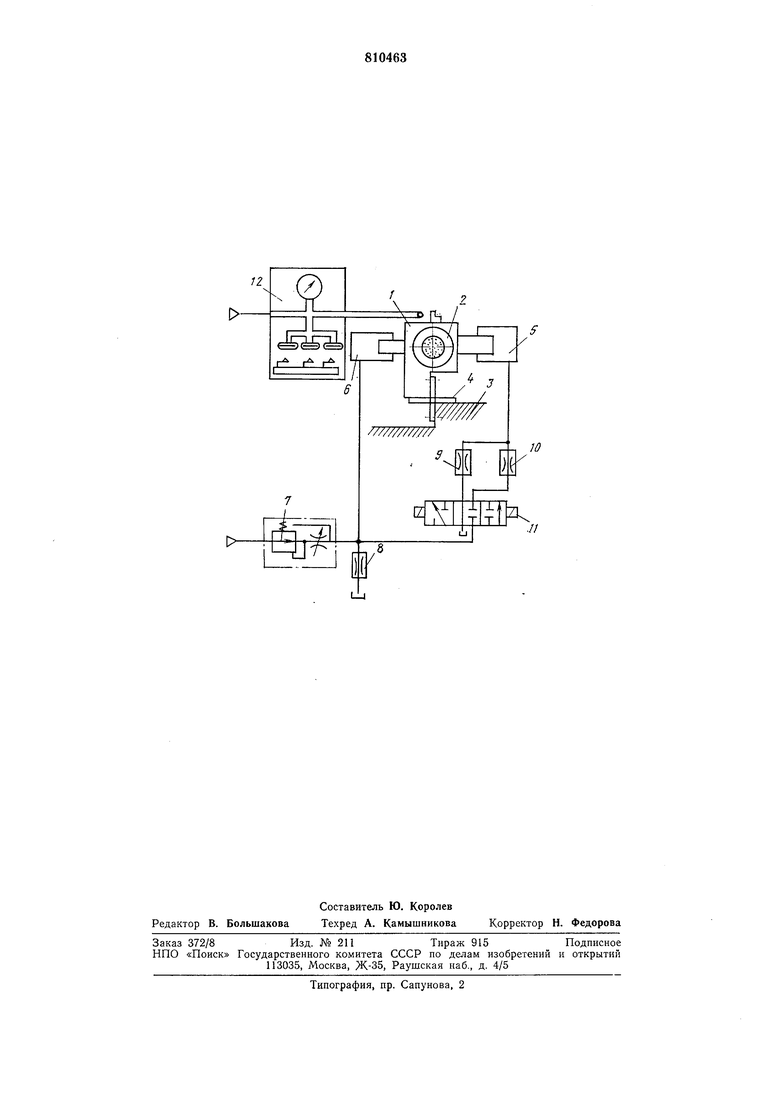
На чертеже приведена гидрокинематическая схема устройства.
Устройство имеет шлифовальную бабку 1 с закрепленным в ней шпинделем 2 шлифовального круга. Бабка установлена на основании 3 при помощи крестового шариира 4. На основании 3 закрепляются также плунжерные гидроцилиндры с большей 5 и меньшей 6 активными площадями, создающие усилие подачи за счет разности развиваемых ими усилий. Гидроцилиндры связаны с гидросистемой станка через дроссель с регулятором 7, который обеспечивает постоянство расхода масла. Для обеспечения стабильной работы дросселя с регулятором применен дроссель слива 8.
Необходимая степень демпфирования привода врезной иодачи, а следовательно, и соответствующий закон изменения радиального усилия шлифования, обеспечивающий отсутствие мгновенных перегрузок шлифовального круга и исправление исходной погрешности до нужной величины, осуществляется при помощи демпфирующих дросселей с различными гидравлическими сопротивлениями 9 и 10, установленных на входе в гидроцилиндр 5. Необходимая степень демпфирования, а также слив масла в конце шлифования из гидроцилиидра 5 устанавливается при помощи гидравлического распределителя 11 по команде от прибора активного контроля 12.
Работа заявленного привода осуществляется следуюшим образом.
При рабочей подаче шлифовального круга масло поступает в гидроцилиндр 6, а также через распределитель 11 и дроссель 9 с малым гидравлическим сопротивлением в гидроцилиндр 5. Переключение на большую степень демпфирования, создаваемую дросселем 10 производится распределителем И по команде, от прибора активного контроля 12. Момент переключения, а, следовательно, и величина припуска, при котором происходит переключение, определяется из условия исправления исходной погрешности до необходимой величины при снятии определенного припуска. Прибор активного контроля используется также для подачи команды на окончание процесса шлифования. В этом случае, по команде, получаемой от прибора активного контроля, срабатывает распределитель 11. Масло из гидроцилиндра 5 поступает на слив. Происходит быстрый отвод шлифовальной бабки в исходное положение.
Наличие дополнительного демпфирования позволяет устранить мгновенные перегрузки шлифовального круга, исключить тем самым разрыв шлифовальных кругов, ликвидировать прижоги и повреладения обрабатываемой поверхности.
Использование привода поперечной подачи снижает расход инструмента, повышает производительность обработки в 1,5-Образа при надежном обеспечении требований технологического процесса по точности размера и формы деталей и качества обрабатываемой поверхности.
Формула изобретения
Привод поперечной подачи шлифовального станка с регулируемым радиальным усилием, содержащий прибор активного контроля, шлифовальную бабку, установленную на основании поперечных салазок шлифовального станка при помощи крестового пружинного шарнира, два плунжерных гидроцилиндра с различной величиной активных площадей, подключенных к гидросистеме станка через гидравлический распределитель и перемещающих щлифовальную бабку за счет разности создаваемых усилий, дроссель с регулятором, дроссель слива, расположенный параллельно дросселю с регулятором, и основной демпфирующий дроссель, установленный на входе в гидроцилиндр с большей активной площадью, отличающийся тем, что, с целью устранения мгновенных перегрузок на начальном участке цикла щлифования, на входе в гидроцилиндр с большей активной площадью установлен дополнительный демпфирующий дроссель с гидравлическим сопротивлением, меньшим сопротивления основного демпфирующего дросселя.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3898771, кл. 51 - 165, опублик. 1975.
2.М. М. Тверской и др. «Динамика процесса внутреннего врезного шлифования с регулируемой радиальной составляющей силы резания, «Вестник машиностроения № 8, 1972.
12
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
| Гидросистема для управляемого перемещения станочных узлов | 1974 |
|
SU559808A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Гидравлический привод шлифовального станка | 1980 |
|
SU895615A1 |
| Способ шлифования изделий | 1988 |
|
SU1682133A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Привод подач шлифовального станка | 1980 |
|
SU931433A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |