Изобретение относится к переработке полимеров. Оно может быть использовано для непрерывного вьшуска длинномерных профильных изделий из пластмасс и резиновых смесей.
Известна экструзионная головка, содержащая разъемный корпус и вибрационный элемент 1. Такая головка не может быть применена для получения монолитного изделия, так как не предусмотрено удаление образую-щихся газообразных веществ.
Известна экструзионная головка, содержащая матрицу и вибрационный элемент, образующий торцовой рабО(Чей поверхностью с поверхностью матрицы формующий канал 2. Недостаток головки - отсутствие возможности удаления летучих веществ, что приводит к ухудщению качества профилированного изделия вследствие образования пузырей и. пор.
Цель изобретения - повыщение качества изделия за счет удаления летучих веществ.
Поставленная цель достигается тем, что в экструзионной головке, содержащей матрицу и вибрационный элемент, образующий торцовой рабочей поверхностью с пойерхностью матрицы формующий канал, согласно изобретению, головка снабжена смонтированной в .матрице вставкой с дегазационным каналом, вход которого расположен на участке, ограниченном ходом рабочей торцовой поверхности вибрационного элемента.
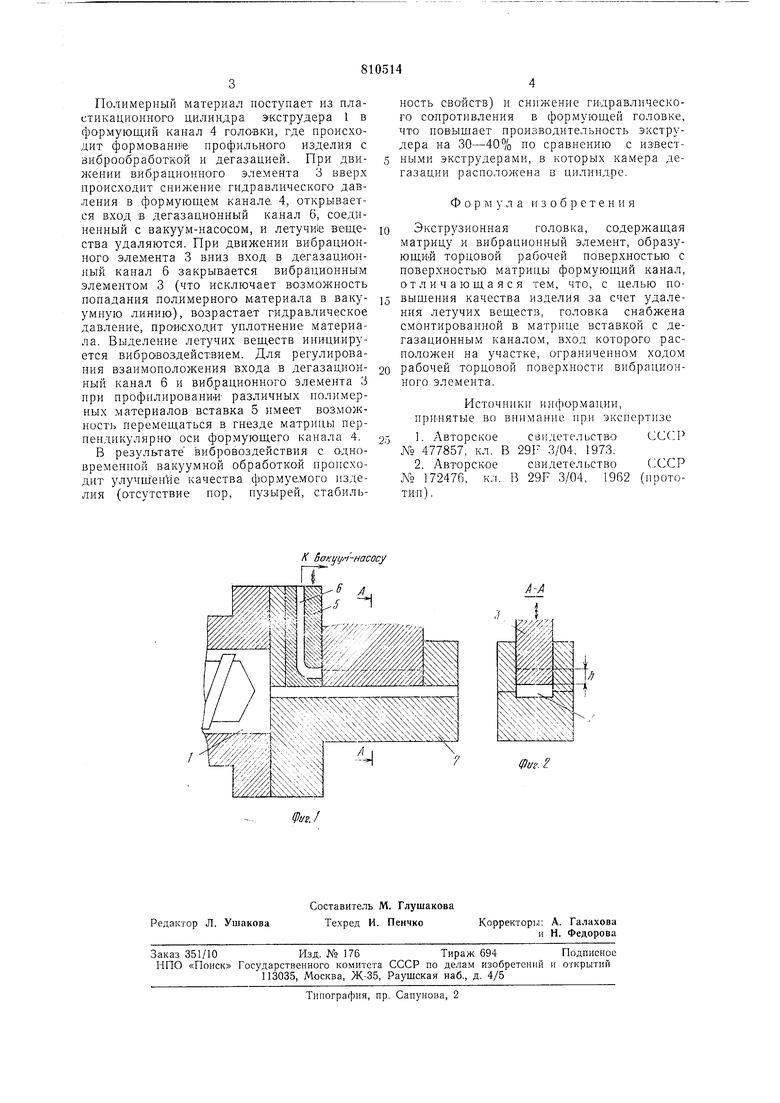
Изобретение поясняется чертежом, где на фи|г. 1 изображена экструзионнай головка, разрез; на фиг. 2 - разрез А-А фиг. 1. Экструзионная головка, соединенная с
пластикационным цилиндром экструдера 1, содержит матрицу 2, вибрационный элемент 3, образующий торцовой рабочей поповерхностью с поверхностью матрицы 2 формующий канал 4, и вставку 5. Вибрационный элемент 3 связан с вибратором И|Нфразвуковой частоты (на чертеже не показан). Вставка 5 имеет дегазационный канал 6, соединяющий формующий каиал 4 с вакуумной линией, и связана с устройством для перемещения в гнезде перпендикулярно оси формующего канала 4 (на чертеже не показано). В крайнем верхнем положении вибрационного элемента 3 (на чертеже показано пунктиром) вход в дегазационный канал 6 полностью открыт, в
крайнем нижнем положении-полностью
закрыт, h- величина хода вибрационного
элемента.
Устройство работает следующим образом.
Полимерный материал поступает из пластикационного цилиндра зкструдера 1 в формующий канал 4 головки, где происходит формовани1е профильного изделия с виброобработкой и дегазацией. При движении вибрационного элемента 3 вверх происходит снижение гидравлического давления в формующем канале 4, открывается вход в дегазационный канал 6, соединенный с вакуум-насосом, и летуЧ|И1е Ввщества удаляются. При движении вибрационного элемента 3 вниз вход в дегазационный канал 6 закрывается вибрационным элементом 3 (что исключает возможность попадания полимерного материала в вакуумную лднию), возрастает гидравлическое давлени-е, происходит уплотнение материала. Выделение летучих веществ- ини-цилруется вибравоздействием. Для регулирования взаимоположения входа в дегазационный канал 6 и вибрационного элемента 3 при профилирован-ИИ- различных полимерных материалов вставка 5 имеет возможность перемещаться в гнезде матрицы перпендикулярно оси формующего канала 4.
В результате вибровоздействия с о-дновременной вакуумной обработкой происходит улучцГен е качества формуе,мого изделия (отсутствие пор, пузырей, стабильность свойств) и снижение гидравлического сопротивления в формующей головке, что повЫшает производительность экструдера на 30-40% по сравнению с известными экструдерами, в которых камера дегазации расположена в цилиндре.
Формула изобретения
Экструзионная головка, содержащая матрицу и вибрационный элемент, образующий торцовой рабочей поверхностью с поверхностью матрицы формующий канал, отличающаяся тем, что, с целью повышения качества изделия за счет удаления летучих веществ, головка снабжена смонтированной в матрице вставкой с дегазационным каналом, вход которого расположен на участке, ограниченном ходом
рабочей торцовой поверхности вибрационного элемента.
Источники информации, принятые во внимание при. экспертизе
1. Авторское свидетельство СССР № 477857, кл. В 29F 3/04, 1973.
2. Авторское свидетельство СССР № 172476, кл. В 29F 3/04, 1962 (прототип ).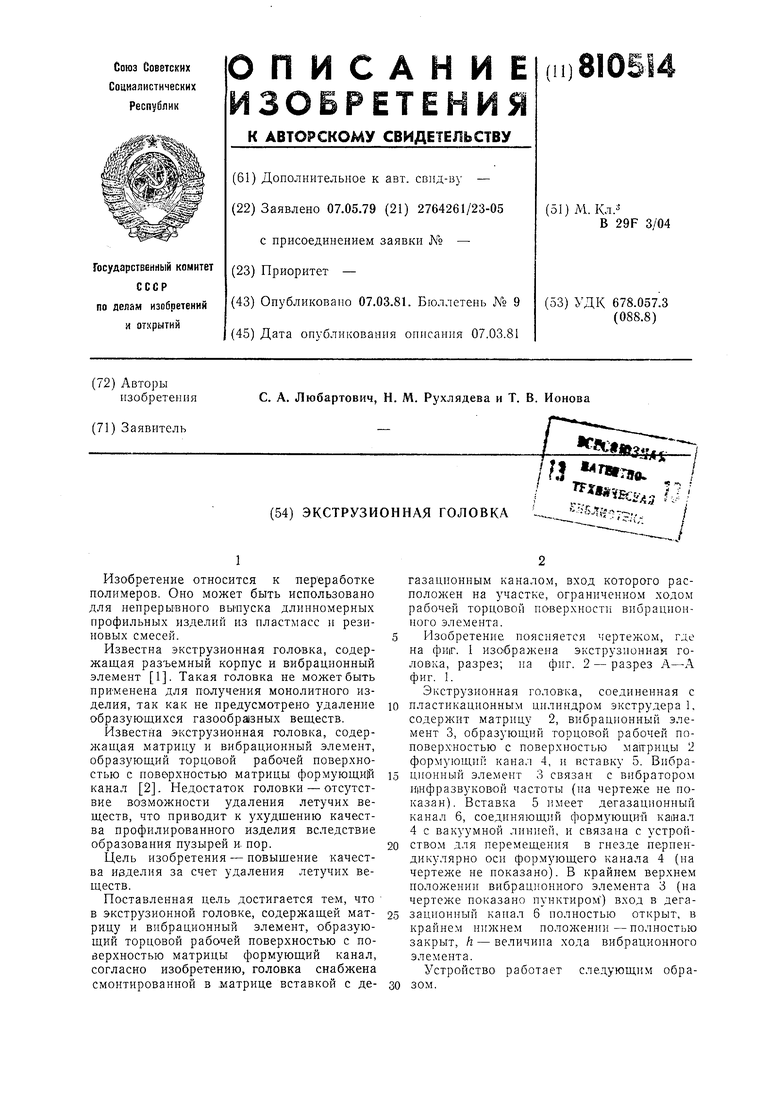
| название | год | авторы | номер документа |
|---|---|---|---|
| Дегазационное устройство к экструдеру для полимерных материалов | 1978 |
|
SU718289A1 |
| ЭКСТРУЗИОННАЯ СИСТЕМА С УСТРОЙСТВОМ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ | 2018 |
|
RU2777361C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
| Приспособление к вальцам для интенсификации процесса перемешивания полимерных композиций | 1980 |
|
SU903142A2 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВРИКА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2709303C1 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
Кбакуу/ -насосу
гг
Б л 5 -
Фиг.г
