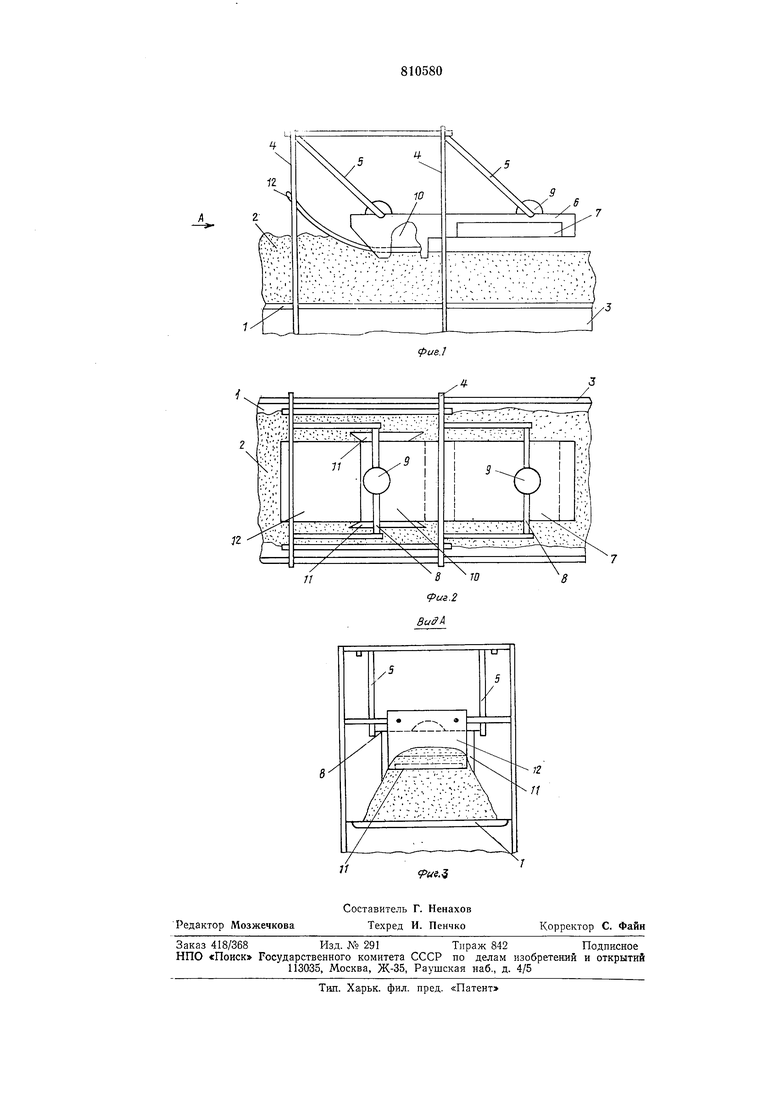
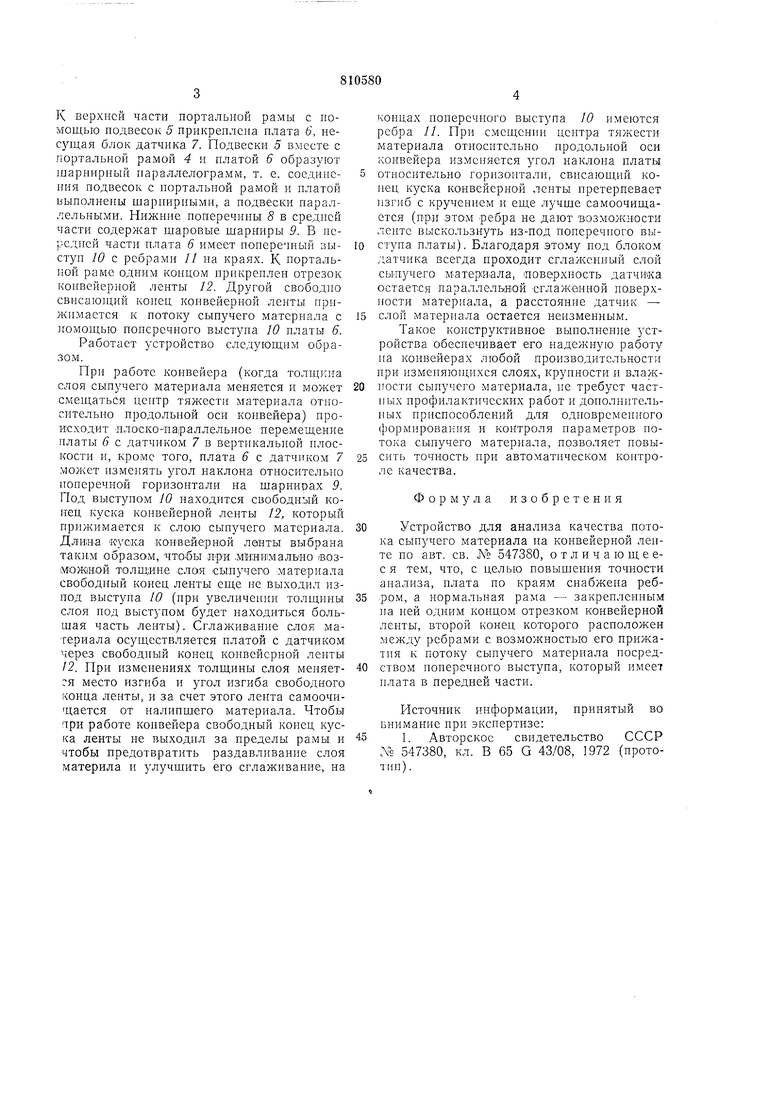
К верхней части портальной рамы с помощью подвесок 5 прикреплена плата 6, несущая блок датчика 7. Подвески 5 вместе с портальной рамой 4 и платой 6 образуют 1парнирный параллелограмм, т. е. соединения подвесок с портальной рамой и платой выполнены шарнирными, а подвески параллельными. Нижние поперечины 8 в средней части содержат щаровые щарниры 9. В передуши части плата 6 имеет поперечный выступ 10 с ребрами // иа краях. К портальной раме одним концом прикреплеп отрезок конвейерной ленты 12. Другой свободно свисающий конец конвейерной ленты прижимается к потоку сыпучего материала с помощью поперечного выступа 10 платы 6. Работает устройство следующим образом. При работе конвейера (когда толщина слоя сыпучего материала меняется и может смещаться центр тяжести материала относительно продольной оси конвейера) происходит плос-ко-параллельвое перемещеиие платы 6 с датчиком 7 в вертикальиой плоскости н, кроме того, плата 6 с датчиком 7 может изменять угол наклона относительно поперечной горизонтали на щарнирах 9. Под выступом 10 находится свободный конец куска конвейерной ленты 12, который прижимается к слою сыпучего материала. Длии.а Куска копвейерной ленты выбр-ана таким Образом, что)бы при минимально воз1М10Ж|НОЙ толщине слоя сыпучепо :матариа,ла свободный конец ленты еще не выходил изпод 10 (при увеличении толщины слоя под выступом будет находиться большая часть ленты). Сглаживание слоя материала осуществляется платой с датчиком через свободпый конец конвейерной ленты 12. При изменениях толщины слоя меняется место изгиба и угол изгиба свободиого конца ленты, и за счет этого лента самоочищается от налипщего материала. Чтобы при работе копвейера свободный конец куска ленты не выходпл за пределы рамы и чтобы предотвратить раздавливание слоя материла и улучшить его сглаживание, на концах поперечного выступа 10 имеются ребра 11. При смещении центра тяжести материала относительно продольной оси конвейера изменяется угол наклона платы относительно горизонтали, свисающий конец куска конвейерной ленты претерпевает изгиб с кручением и еще лучще самоочищается (прл это:м ребра не дают возможиости ленте выскользнуть из-под поперечного выступа платы). Благодаря этому под блоком датчика всегда проходит сглаженный слой сьшучего материала, поверхность датчика остается лараллельнюй сглаженной поверхности материала, а расстояние датчик - слой материала остается неизменным. Такое конструктивное выполнение устройства обеспечивает его наделсную работу па конвейерах любой производительности при изменяющихся слоях, крупности и влажности сьшучего материала, не требует частных профилактических работ и дополнительных приспособлепий для одновременного формирования и контроля параметров потока сыпучего материала, позволяет повысить точность при автоматическом контроле качества. Формула изобретения Устройство для анализа качества потока сыпучего материала на конвейерной ленте по авт. св. № 547380, отличающеес я тем, что, с целью иовыщения точности анализа, илата по краям снабжена ребром, а нормальная рама - закрепленным на ней одним коицом отрезком конвейерной ленты, второй конец которого расположен между ребрами с возможностью его прижатия к потоку сыпучего материала посредством поперечного выступа, который имеет плата в передней части. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 547380, кл. В 65 G 43/08, 1972 (прототип) .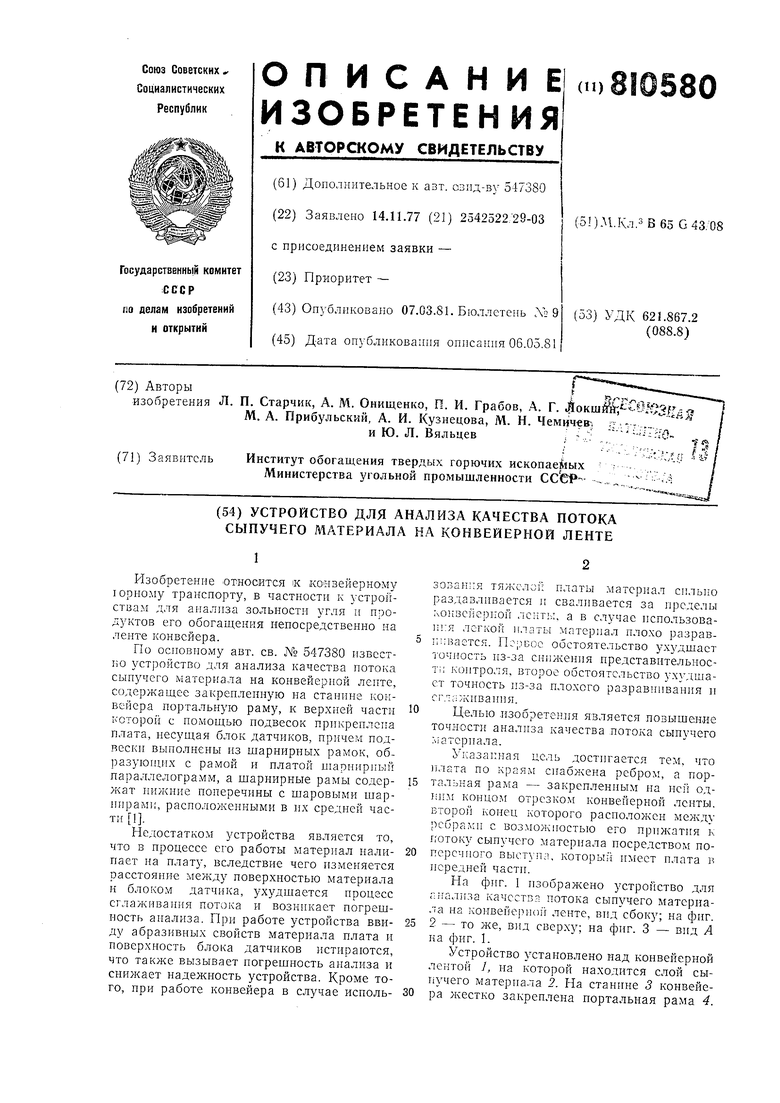
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для анализа качества потока сыпучего материала на конвейерной ленте | 1989 |
|
SU1645221A1 |
| Устройство для анализа качества сыпучего материала на ленте конвейера | 1983 |
|
SU1122362A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1975 |
|
SU569497A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1977 |
|
SU679490A2 |
| Устройство контроля качества потока сыпучего материала на ленте конвейера | 1987 |
|
SU1490056A1 |
| Устройство для анализа качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU1073646A1 |
| Устройство для анализа качества потока сыпучего материала на конвейерной ленте | 1972 |
|
SU547380A1 |
| Способ анализа качества сыпучего материала на ленте конвейера и устройство для его осуществления | 1983 |
|
SU1113170A1 |
| Устройство для измерения зольности угля на ленте конвейера | 1981 |
|
SU967925A1 |
| Устройство для анализа качестваСыпучЕгО МАТЕРиАлА | 1979 |
|
SU816552A1 |