Изобретение относится к кабельной технике, в частности, касается инструмен; та для калибровки, наружного диаметра проволочной брони грузонесущих геофизических кабелей, имеющих переменное сечение брони, для сверхглубоких скважин.
Известные устройства для калибровки наружного диаметра изделий содержат, как правило, входную и рабочую поверхности, выполненные в виде разъемных половин с калибрующей цилиндрической и входной конической поверхностями 1.
Недостатками известных калибров являются невозможность калибровки изделий с переменным наружным диаметром и отсутствие каких-либо регулировок рабочего диаметра калибра.
Известен также калибр для получения изделий прямоугольного сечения с регулируемыми рабочими элементами, которые, попарно перемещаясь, могут изменять поперечное сечение калибрующего прямоугольного изделия 2.
Недостатком известного устройства для наружного диаметра изделия является невозможность регулировки в процессе протягивания изделия без остановки самого процесса.
Целью изобретения является повыщение производительности путем обеспечения регулировки рабочего сечения без остановки.
Поставленная цель достигается выполпением регулирующих рабочее сечение элементов в виде двух валков, кинематически связанных между собой, и выполнением калибрующих поверхностей в виде симметричных оси изделия канавок полукруглого переменного по периметру валков сечения, расположенных на цилиндрической поверхности упомянутых валков.
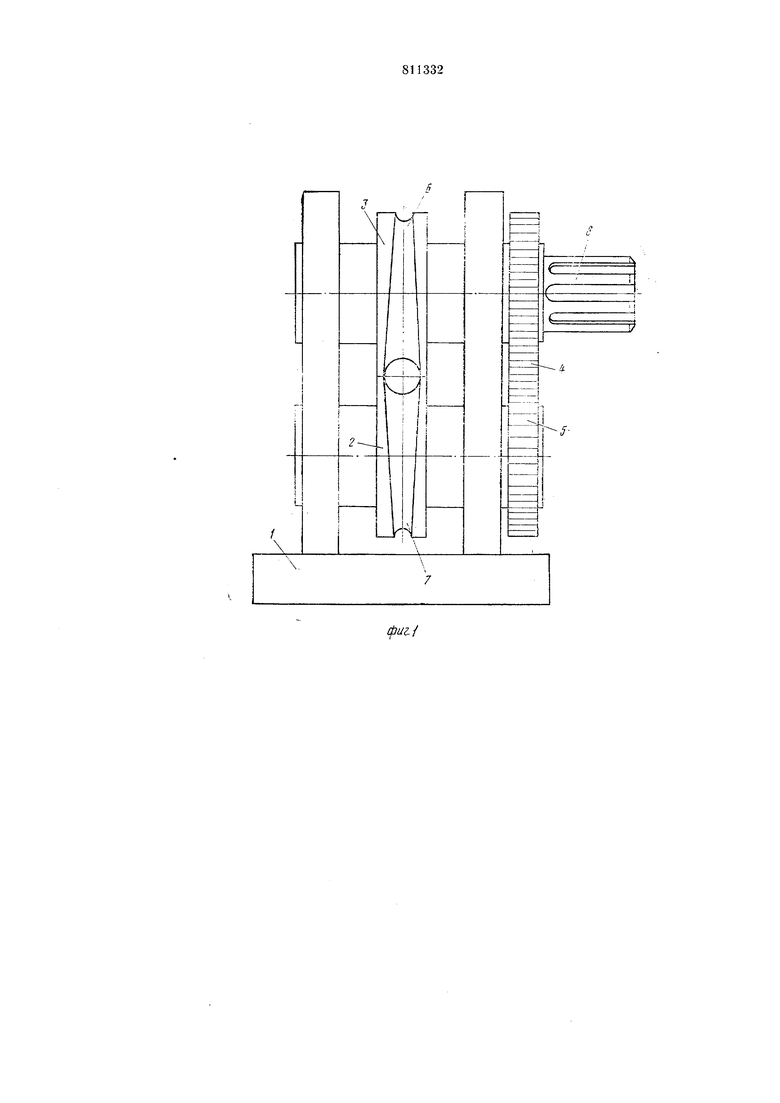
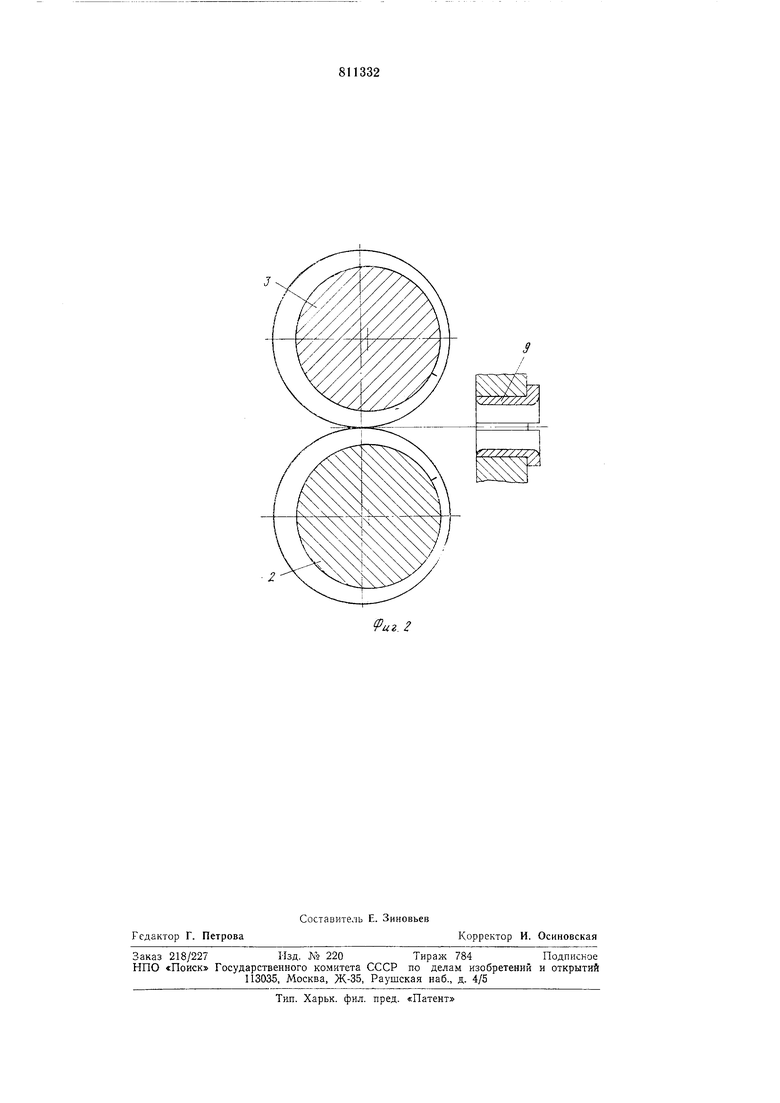
На фиг. 1 изображен вид на устройство по оси изделия; на фиг. 2 - поперечное сечение валков по оси симметрии калибрующих канавок.
Устройство для калибровки витых проволочных изделий состоит из корпуса 1, в котором установлены в подщипниках валки 2 и 3. Валки 2 и 5 кинематически связаны между собой шестернями 4 и 5. На цилиндрической поверхности валков 2 и 3 выполнены симметрично канавки 6 н 7 полукруглого переменного по периметру валков 2 и о сечения. Валок 3 снабжен шлицевым концом 8 для подсоединения к приводу. На выходе калибрующего отверстия установлена направляющая втулка 9, выполненная с рабочим диаметром больще больщего диаметра калибрующего отверстия.
3
Устройство работает следующим обрпзом.
При повороте шлицевого конца 8 валка S от привода через шестерни 5 и 4 валки 3 и 2 получают встречное вращение, при котором симметричные полукруглые канавки 7 и 6 проходят в зону обработки и обеспечивают получение полного круглого сечения. При обработке кабелей с переменным сечением брони сначала обрабатывают (калибруют) конец кабеля, имеющий максимальное сечение, следовательно, для этого используют зону канавок 6 и 7 с соответствующим данному сечению участком. Для этого валки 2 и 3 поворачивают и устанавливают в положение, при котором смежные участки канавок 6 и 7 образуют диаметр калибрующего отверстия, равный заданному диаметру кабеля, при этом проволоки, накладываемые на сердечник кабеля, концентрируются в направляющей втулке 9 (фиг. 2) и поступают в зону калибровI;H к валкам 2 и 5. При уменьшении обрабатываемого диаметра по заданной программе вручную или автоматически поворачивают валок 3, тем самым уменьшают диаметр калибрующего отверстия, образованного полукруглыми канавками 6 и 7, чем достигается либо резкая, либо плавная регулировка калибрующего отверстия без остановки процесса калибровки изделия. При необходимости процесс регулировки калибрующего сечения может быть осуществлен в обратной последовательности, т. е. от меньшего диаметра в сторону большего диаметра калибрующего отверстия, образованного полукруглыми канавками 6 и 7 переменного сечения.
4
Предлагаемое устройство обеспечивает калибровку кабелей с переменным наружным диаметром брони без остановки процесса на время регулировки рабочего диаметра, а также осуществляет плавную или ступенчатую регулировку вручную или автоматически по заранее заданной программе.
Формула изобретения
1.Устройство для калибровки витых проволочных изделий, содержащее регулирующие рабочее сечение элементы с калибрующими поверхностями, отличающееся тем, что, с целью повышения производительности калибрования, элементы, регулирующие сечение, выполнены в виде двух параллельных соприкасающихся валков, имеющих возможность поворота и кинематически связанных между собой, а калибрующие поверхности выполнены в виде канавок переменного по длине сечения, расположенных на поверхности валков поперечно их осям и симметрично линии их касания.
2,Устройство по п. 1, отличающеес я тем, что, с целью калибровки круглых изделий переменного сечения, сечение каиаБОК выполнено полукруглым.
Источники информации, принятые во внимание при экспертизе;
1. Привезенцев В. А., Шарле Д. Л. Кабели и провода, М., ГЭИ, 1962, с, 59-60. 2. Патент США № 3436951, кл. 72-468, 1969.
z
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения скрученных кабельных жил | 1983 |
|
SU1124385A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2024 |
|
RU2834940C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Способ изготовления витых проволочныхиздЕлий C ТЕРМОплАСТичНыМ СЕРдЕчНиКОМ | 1979 |
|
SU846623A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Устройство для раскатки колец | 1987 |
|
SU1488083A1 |
| Способ скрутки проволочной брони грузонесущих кабелей | 1978 |
|
SU918978A1 |