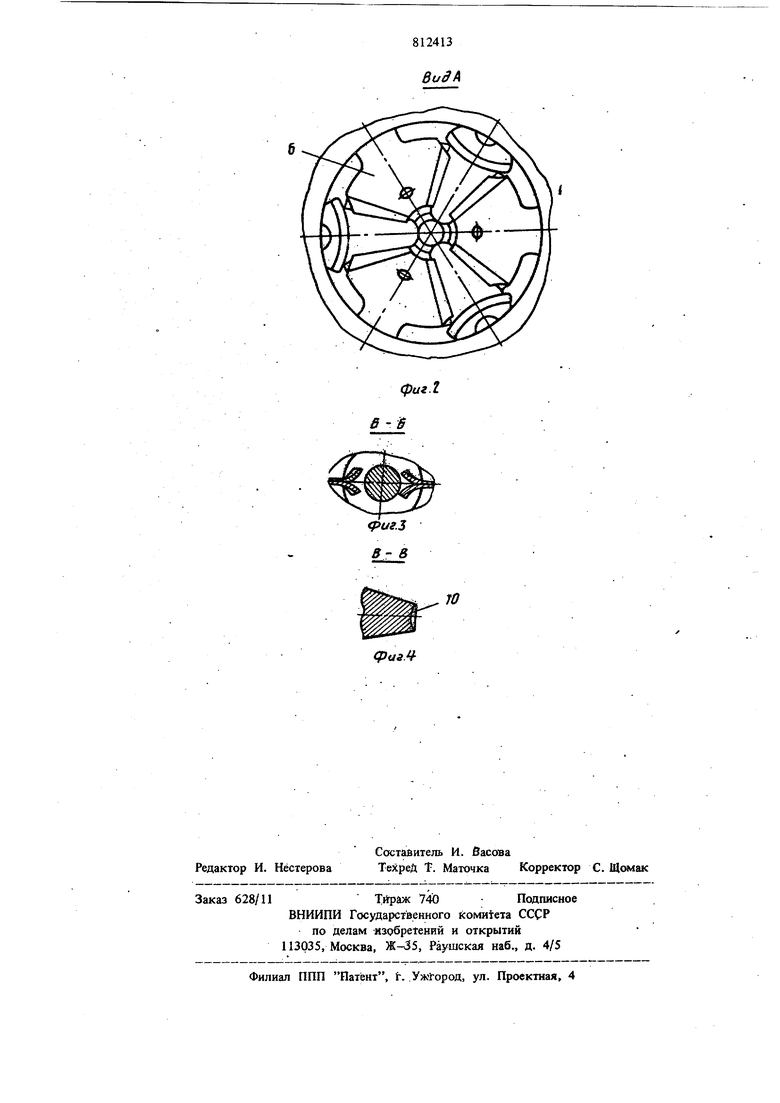
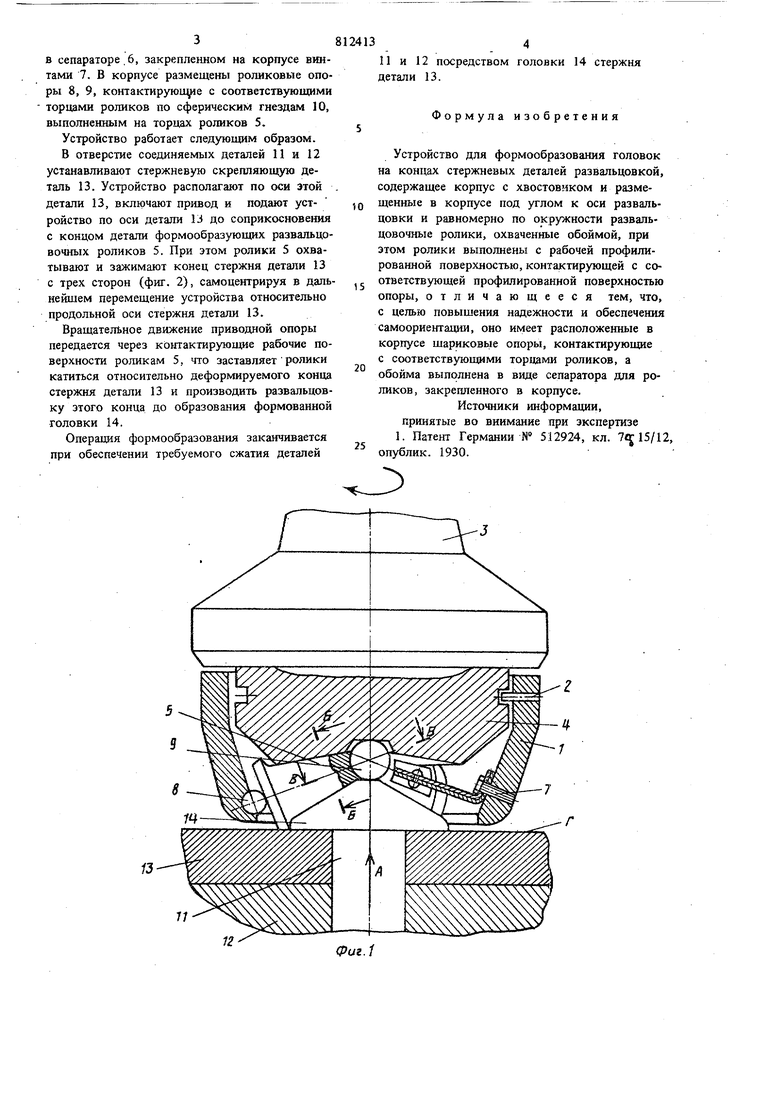
Изобретение относится к обработке металлов давлением, а именно к формообразованию профильных головок на концах стержневых деталей, и может быть использовано на технологических операциях соединения деталей посредством заклепок. Известно устройство для формообразования головок на концах стержневых деталей развал цовкой, содержащее корпус с хвостовиком и размещенные в корпусе под углом к оси раз вальцовки и равномерно по окружности развалъцовочные ролики, охваченные обоймой, при этом ролики выполнены с рабочей профи лированной поверхностью, контактирующей с соответствующей профилированной поверхность опоры }. Однако такое устройство не надежно в эксплуатации и, не обеспечивает точности совмещения оси устройства с осью обрабатываемой детали. Целью изобретения является повышение надежности и обеспечение самоориентации. Поставленная цель достигается за счет того что устройство для формообразования гоповок на концах стержневых деталей развальцовкой, содержащее корпус с хвостовиком и размещенные в корпусе под углом к оси развальцовки и равномерно по окружйости развальцовочные ролики, охваченные обоймой, при этом ролики выполнены с рабочей профилированной поверхностью, контактирующей с соответствующей профилированной поверхностью опоры, на торце корпуса имеет расположенные в корпусе щариковые опоры с соответствующими торцами роликов, а обойма выполнена в виде сепаратора для роликов, закрепленного в корпусе. На фиг. 1 дано устройство, общий вид; на фиг. 2 - вшл А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Устройство содержит корпус 1, связанный фиксаторами 2 с приводным хвостовиком 3 и опорой 4 с профилированной поверхностью, контактирующей с соответствующей профилированной поверхностью развальцовочных роликов 5, установленных в корпусе под углом к оси вращения и равномерно по окружности в сепараторе .6, закрепленном на корпусе винтами 7. В корпусе размещены роликовые опоры 8, 9, контактирую1цие с соответствующими торцамн роликов по сферическим гнездам 10, выполненным на торцах роликов 5. Устройство работает следующим образом. В отверстие соединяемых деталей 11 и 12 устанавливают стержневую скрепляющую деталь 13. Устройство располагают по оси этой детали 13, включают привод и подают устройство по оси детали 13 до соприкосновения с концом детали формообразующих развальцовочных роликов 5. При этом ролики 5 охватывают и зажимают конец стержня детали 13 с трех сторон (фиг. 2), самоцентрируя в даль нейшем перемещение устройства относительно продольной оси стержня детали 13. Вращательное движение приводной опоры передается через к1этактирующие рабочие поверхности роликам 5, что заставляет ролики катиться относительно деформируемого конца стержня детали 13 и производить развальцовку этого конца до образования формованной головки 14. Операция формообразования заканчивается при обеспечении требуемого сжатия деталей
77
(риг.1 11 И 12 посредством головки 14 стержня детали 13. Формула изобретения Устройство для формообразования головок на концах стержневых деталей развальцовкой, содержащее корпус с хвостовиком и размещенные в корпусе под углом к оси развальцовки и равномерно по окружности развальцовочные ролики, охваченные обоймой, при этом ролики выполнены с рабочей профилированной поверхностью, контактирующей с соответствующей профилированной поверхностью опоры, отличающееся тем, что, с целью повышения надежности и обеспечения самоориентации, оно имеет расположенные в корпусе шариковые опоры, контактирующие с соответствующими торцамн рюликов, а обойма выполнена в виде сепаратора для роликов, закрепленного в корпусе. Источники информации, принятые во внимание при экспертизе 1. Патент Германии № 512924, кл. 7«J 15/12, опублик. 1930. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Инструмент для накатывания поверхно-СТЕй КОНцЕВыХ учАСТКОВ издЕлий | 1978 |
|
SU844251A1 |
| Ручной инструмент для односторонней клепки | 1975 |
|
SU536880A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| Способ односторонней клепки полыми заклепками шикеры-Кирпичева и устройство для его осуществления | 1984 |
|
SU1225667A1 |
| УСТАНОВКА ДЛЯ РАЗВАЛЬЦОВКИ ЛЕЙНЕРА | 2020 |
|
RU2760376C1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Устройство для развальцовки труб | 1980 |
|
SU952403A2 |