I
Изобретение относится к станкостроению и может быть использовано в станках с программным управлением.
Известны механизмы шаговых подач фрезерных станков, включающие связанный со столом через гайку ходовой винт с приводом его вращения 1.
Однако в известных механизмах влияние зазоров между ходовым винтом и гайкой на точность обработки изделия не исключается, конструктивно гайка установлена на каретке, несущей обрабатываемое изделие. Точность таких механизмов также ухудшается в процессе эксплуатации станков.
Цель изобретения - сохранение точности шагав процессе длительной эксплуатации.
Для достижения этой цели механизм снабжен установленным на ходовом винте с возможностью поступательного перемещения ползуном, размещенной с возможностью перемещения мерной плиткой для взаимодействия с ползуном и системой захватов для взаимодействия со столом.
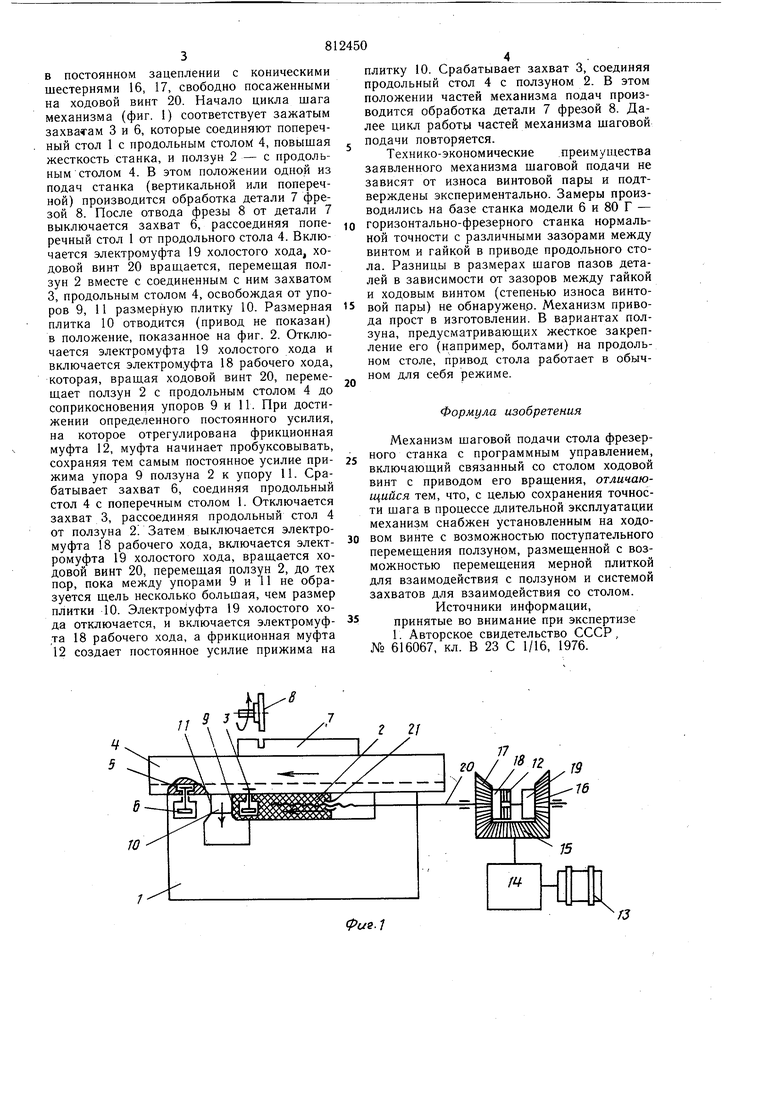
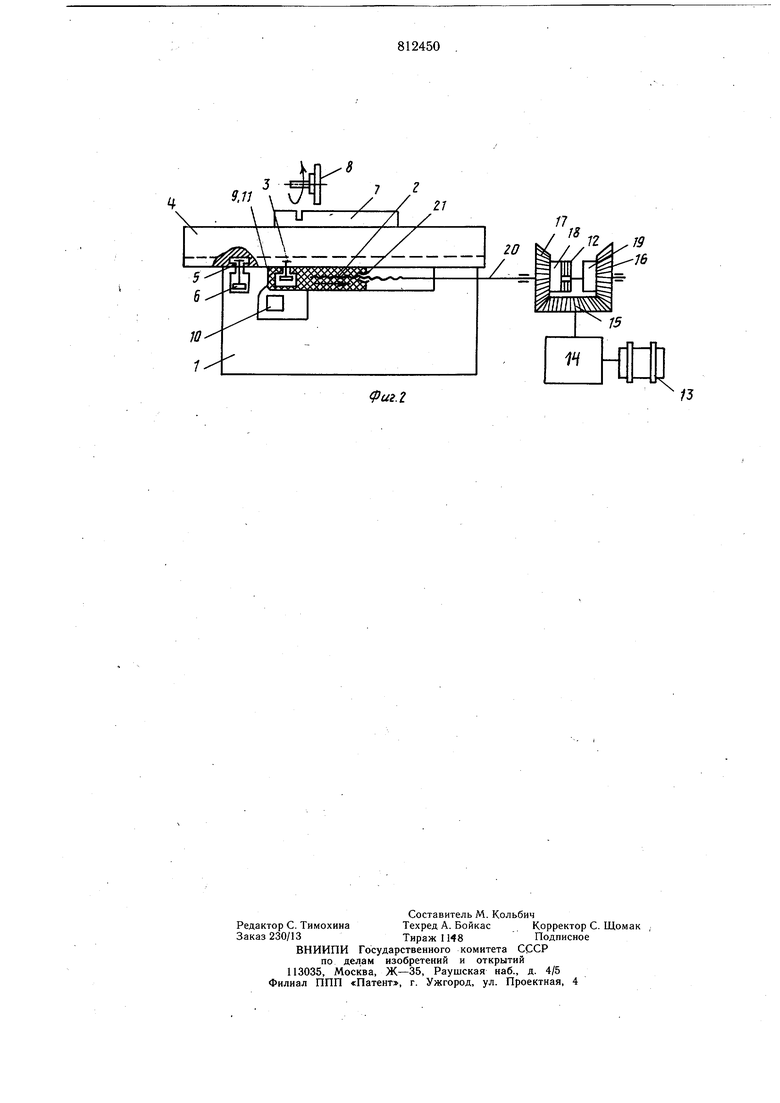
На фиг. 1 и 2 схематически показан предлагаемый механизм в разных положениях.
Механизм шаговой подачи стола (фиг. 1) содержит установленный на поперечном столе 1 фрезерного станка ползун 2, несущий на себе захват 3, который взаимодействует с продольным столом 4 по Т-образному пазу
5. В паз входит захват 6, установленный на поперечном столе 1. На продольном столе 4 закреплена деталь 7, обрабатываемая фрезой 8. На ползуне 2 имеется упор 9, который может взаимодействовать с размерной плиткой 10 или упором 11 поперечного
стола 1 (фиг. 2) с постоянным усилием, которое обеспечивается фрикционной муфтой 12. Привод механизма состоит из электродвигателя 13 фрезерного станка, коробки 14 подач, конических щестерен 15-17, электромуфты 18 рабочего хода, электромуфты
19 холостого хода, ходового винта 20, гайки 21. Управление работой механизма шаговой подачи осуществляется микропереключателями с задержками, которые на фиг. 1 и 2 не показаны.
Механизм работает следующим образом.
Включают электродвигатель 13. Через коробку 14 подач вращение передается конической шестерне 15, которая находится в постоянном зацеплении с коническими шестернями 16, 17, свободно посаженными на ходовой винт 20. Начало цикла шага механизма (фиг. 1) соответствует зажатым захвач-ам 3 и 6, которые соединяют поперечный стол 1 с продольным столом 4, повышая жесткость станка, и ползун 2 - с продольным столом 4. В этом положении одной из подач станка (вертикальной или поперечной) производится обработка детали 7 фрезой 8. После отвода фрезы 8 от детали 7 выключается захват 6, рассоединяя поперечный стол 1 от продольного стола 4. Включается электромуфта 19 холостого хода, ходовой винт 20 вращается, перемещая ползун 2 вместе с соединенным с ним захватом 3, продольным столом 4, освобождая от упоров 9, 11 размерную плитку 10. Размерная плитка 10 отводится (привод не показан) в положение, показанное на фиг. 2. Отключается электромуфта 19 холостого хода и включается электромуфта 18 рабочего хода, которая, вращая ходовой винт 20, перемещает ползун 2 с продольным столом 4 до соприкосновения упоров 9 и 11. При достижении определенного постоянного усилия, на которое отрегулирована фрикционная муфта 12, муфта начинает пробуксовывать. сохУа няятем самым постоянное усилие , .-, жима упора 9 ползуна 2 к упору 11. Срабатывает захват 6, соединяя продольный стол 4 с поперечным столом 1. Отключается захват 3, рассоединяя продольный стол 4 от ползуна 2. Затем выключается электромуфта 18 рабочего хода, включается электромуфта 19 холостого хода, вращается ходовой винт 20, перемещая ползун 2, до тех пор, пока между упорами 9 и 11 не образуется щель несколько большая, чем размер плитки 10. Электромуфта 19 холостого хода отключается, и включается электромуфта 18 рабочего хода, а фрикционная муфта 12 создает постоянное усилие прижима на плитку 10. Срабатывает захват 3, соединяя продольный стол 4 с ползуном 2. В этом положении частей механизма подач производится обработка детали 7 фрезой 8. Далее цикл работы частей механизма шаговой подачи повторяется. Технико-экономические преимущества заявленного механизма шаговой подачи не зависят от износа винтовой пары и подтверждены экспериментально. Замеры производились на базе станка модели б и 80 Г - горизонтально-фрезерного станка нормальной точности с различными зазорами между винтом и гайкой в приводе продольного стола. Разницы в размерах шагов пазов деталей в зависимости от зазоров между гайкой и ходовым винтом (степенью износа винтовой пары) не обнаружено. Механизм привода прост в изготовлении. В вариантах ползуна, предусматривающих жесткое закрепление его (например, болтами) на продольном столе, привод стола работает в обычном для себя режиме. Формула изобретения Механизм шаговой подачи стола фрезерноге станка с программным управлением включающий связанный со столом ходовой п / ТТТ/ЛГ1 О т/ли 11Л.1 Г«П лоои1Л 11Л ТЛ ПГМ1Д V f П винт с приводом его вращения, отличающийся тем, что, с целью сохранения точности шага в процессе длительной эксплуатации механизм снабжен установленным на ходовом винте с возможностью поступательного перемещения ползуном, размещенной с возможностью перемещения мерной плиткой для взаимодействия с ползуном и системой захватов для взаимодействия со столом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР, № 616067, кл. В 23 С 1/16, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм шаговой подачи каретки копировально-фрезерного станка | 1976 |
|
SU616067A1 |
| Фрезерный станок | 1981 |
|
SU984714A1 |
| Фрезерный станок | 1984 |
|
SU1225707A1 |
| Способ фотокопировальной обработки и устройство для его осуществления | 1979 |
|
SU770751A1 |
| Механизм подачи стола копировальнофрезерного станка с программным управлением | 1977 |
|
SU657927A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Фрезерно-копировальный станок | 1978 |
|
SU751627A1 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
г (ив-1
фиг.г
