Изобретение относится к деревообрабатывающей нромышленности и может быть исиользовано во всех отраслях народного хозяйства, занимающихся деревообработкой, по преимущественно на преднриятнях 5 лесного хозяйства при производстве изделий сложиой формы из древесины.
Известен фрезерио-копировальный станок, включающий станину, шпиндели, привод, фрезы и копиры 1.10
Недостатками этого станка является конструктивная сложность и высокая стоимость, кроме того, ои требует сравнительно высокой квалнфнкации обслуживающего иерсоиала, что ограничивает применение is подобных станков иа сравнительно небольщих деревообрабатывающих предприятиях, ианример, на предприятиях, имеющихся в лесиом хозяйстве.
Наиболее близким техиическим решеиием 20 к иредложенному является известный фрезерно-коиировальиый станок (ФКС),включаюихий стаиниу, подвижную каретку с качающейся фрезерной головкой, зад.нюю бабку, шпннделн, ирнвод, копир н модель нз- 95 делия 2.
Недостатком этого станка является сравнительно низкая иронззодительиость, связанная с наличием большой доли ручиых оиераций, в частности надвигаине фрезы иа 30
заготовку, отвод фрезы от обработанной деталн н отвод каретки в исходное положение осуществляются вручную. Кроме того, фреза станка не имеет автономного защнт 1ого устройства.
Цель изобретения - новышенне нронзводительиост и об.чегчение труда станочника.
Указаиная цель достнгается тем, что станок снабжен механнзмамп автоматического надвнгання фрезы н ускоренного возврата каретки в исходное иоложенне, причем механизм автоматического надвигания фрезы вынолнен в виде установленной с возможностью иеремещення относительно каретки ходово гайки-рейки и зубчатого сектора с подиружииенным устройством, а механизм ускоренного возврата каретки в нсходное иоложение выиолиен в виде подвижной шестернн с торцовым фрнкцноном н управляемой муфты-шестернн, нри этом на фрезерной головке установлено автоматическое защитное устройство, выиолиенное в виде установлениой соосно фрезе качаюн1ейся засломкн с щестерпен н подпружиненным 3)бчатым сектором с уиором.
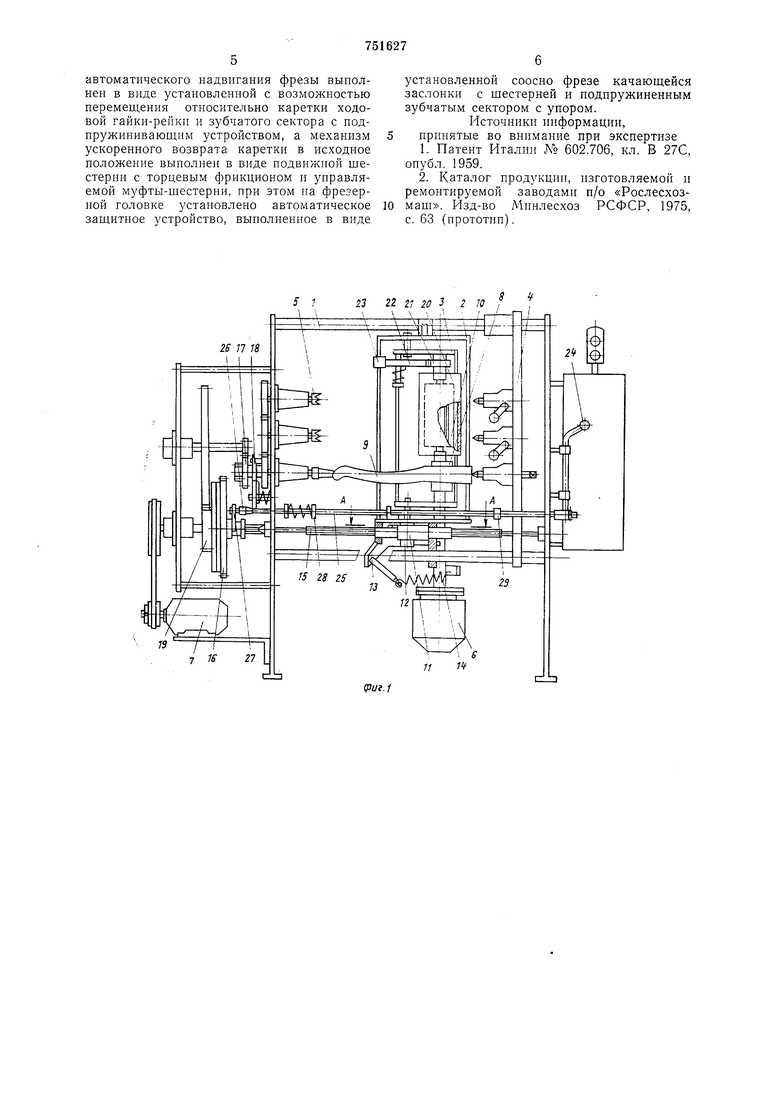
Па фиг. 1 изображен нредлагаемьп станок, обн1,Й вид; на фиг. 9. - раз)ез А-А на фиг. 1.
Станок состонт из станииы 1, каретки 2 с качаюи,ейся фрезерной головкой 3, задней
бабки 4, шпинделей 5, приводов 6 и 7, копира 8 и модели изделия 9. К корпусу каретки 2 крепится мехаиизм 10 надвигания фрезы, состояпдий из ходовой гайки-рейки
11,имеющей возможность перемещаться относительно каретки 2, и зубчатого сектора
12,входящего в зацепление с гайкой-рейкой 11. К зубчатому сектору 12 крепится рычаг 13 и пружина 14, которая свонм вторым концом присоединена к рычагу, установленному на фрезерной головке 3.
Механизм ускоренного возврата каретки 2 в исходиое иоложение включает ходовой винт 15, на шлицевой коиец которого насажена подвижная шестерня 16 с торцевым фрикционом, управляемую муфту-щестерню 17, рычаг-переключатель 18 и ведущу1О шестерню-фрикцион 19.
Фреза 10 имеет автоматическое защитное Зстройство, состоящее из устаиовленной сооспо фрезе 10 качаюил,ейся заслонки 20, шестерии 21, входящей в зацеплеипе с подпружиненным зубчатым сектором 22, и уиора 23. Станок имеет рукоятку уиравлсиия 24, тягу 25, втулку 26, вилку 27, иодиружинеиный уиор 28 и упор 29.
Станок работает следующим образом.
В исходиом положении каретка 2 находится в правой части станииы 1, фрезерная головка 3 отведена от заготовок и от модели изделия 9, зажатыми между поводковыми центрамн шпинделей 5 и врашающимися цептрами задней бабки 4, фреза 10 закрыта заслопкой 20, рукоятка управления 24 находится в иейтральпом положении, унравляемая муфта-шестерня 17 отключепа, иодвижпая шестерия 16 выведена из зацепления с управляемой муфтой-шестерней 17.
При включении электроприводов 6 и 7 получают вращение фреза 10 и ведущая шестерня-фрикцион 19.
При повороте рукоятки уиравлеиия 24 в левое положение тяга 25 иеремещается вправо, коническая втулка 26 поднимает рычаг-иереключатель 18 и включается унравляемая муфта-шестерня 17, шнннделн 5 начинают вращаться, вилка 27 передвигает подвижную шестерню 16 по шлицам ходового винта 15 вправо и вводит ее в зацеиление с унравляемой муфтой-ншстерней 17 - ходовой винт 15 начнет вращаться, гайка-рейка 11 передвигаться влево и поворачивать зубчатый сектор 12, рычаг 13 повернется и под действием пружины 14 фрезерная головка 3 начнет надвигаться па заготовку, зубчатый сектор 22 отойдет от упора 23 и под действием пружииы, повернув шестерпю 21, откроет заслонку 20 еще до подхода фрезы 10 к зоне резания. Гайка-рейка 11 дойдет до упора, и каретка пачпет поступательное движенне влево. Конир 8 коснется вращающейся модели изделня 9, фрезерная головка 3 иод действием нружииы 14 иачпет колебательиые движения. Фреза 10, совершая колебательиые
движеиия совместно с фрезерной головкой 3 и поступательное движение совместио с кареткой 2, начнет обработку заготовок, копируя модель изделия.
В крайнем левом положении каретка 2 надвигается на ноднружиненный 28 упор н сожмет пружину этого упора - тяга 25 нереместнтся влево, рычаг-переключатель 18 опустится и выключпт управляемую муфту-шеетерию 17, шпиндели 5 остановятся (всегда в оиределениом положеиии), вилка 27 выведет подвижную шестерню 16 из заценлеиия с муфтой-шестерней 17, ходовой винт 15 остановится.
Подвижная шестерня 16 вощет во фрикционное зацеиление с ведущей шестернейфрикциоиом 19, и ходовой виит 15 иолучит правое ускореииое вращение, гайка-рейка 11 передвинется вправо и новернет зубчатый сектор 12, а он рычагом 13 выведет фрезерную головку из зоны резания, при этом зубчатый сектор 22, дойдя до унора 23, закроет заслонку 20. Когда нружина уиора 28 выберет свой рабочий ход, ее
воздействие на фрикцион прекратится, и каретка 2 остановится, находясь еще в левой части стайка.
Для возвращеиия каретки 2 в исходиое положенне следует повернуть рукоятку управлеиня 24 впр.аво. ири этом тяга 25 переместится влево, вилка 27 введет иодвижную шестерню 16 во фрнкциоииое зацеиление с ведушей шестерией-фрикциоиом 19, «одовой винт 15 нолучит иравое ускореиное вращение и каретка 2 станет ускореиио перемещаться вправо до уиора 29. При надвигании каретки 2 иа упор 29 тяга 25 нередвигается вправо и вплкой 27 выводит иодвижиую шестерню 16 из фрикционного
заценления, каретка 2 останавливается в в исходном нравом ноложеиии, рукоятка уиравлеиия 24 становится в нейтральиое ноложеиие.
Паличие в стайке рассмотреииых механизмов иозволило автоматизировать процесс обработки заготовок, сократить время на холостой ход, сократить до мнннмума ручные операции. Легкость уиравлеиия стаиком иозволяет одиому рабочему одновременпо обслуживать два станка.
Экономический эффект от нрименення одного станка превышает 2000 руб.
Формула изобретения
Фрезерно-конировальный станок, включающнй станниу, иодвижную каретку с качаюи;ейся фрезериой головкой, заднюю бабку, шииндели, привод, копир и модель
изделия, отличающийся тем, что, с целью повышеиия ироизводительиости н облегчения труда станочника, станок снабжен механизмом автоматического иадвигапия фрезы и ускореииого возврата каретки
в исходное ноложеиие, нричем механизм
автоматического надвигания фрезы выполнен в виде установленной с возможностью перемещения относительно каретки ходовой гайки-рейки и зубчатого сектора с подпружинивающим устройством, а механизм ускоренного возврата каретки в исходное положение выполнен в виде подвижной щестернн с торцевым фрикционом и управляемой муфты-щестерни, при этом на фрезерной головке установлено автоматическое защитное устройство, выполненное в виде
установленной соосно фрезе качающейся заслонки с щестерней и подпружиненным зубчатым сектором с упором.
Источники информации, принятые во внимание при экспертизе
1.Патент Италии № 602.706, кл. В 27С, опубл. 1959.
2.Каталог продукции, изготовляемой и ремонтируемой заводами п/о «Рослесхозмащ. Изд-во Мпнлесхоз РСФСР, 1975, с. 63 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для фрезерования каблука обуви | 1954 |
|
SU99469A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Круглофрезерный станок для обработки цапфы лапы долота и других подобных деталей | 1949 |
|
SU91082A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Станок для обточки изделий по спирали | 1936 |
|
SU49713A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |

5 ;23 22 2J 20 3 2 П ГЗ ,
А-А
72
ТУ
п
