(54) СВАРОЧНАЯ УСТАНОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная установка | 1975 |
|
SU556919A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Установка для сварки продольного шва обечайки | 1976 |
|
SU716745A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
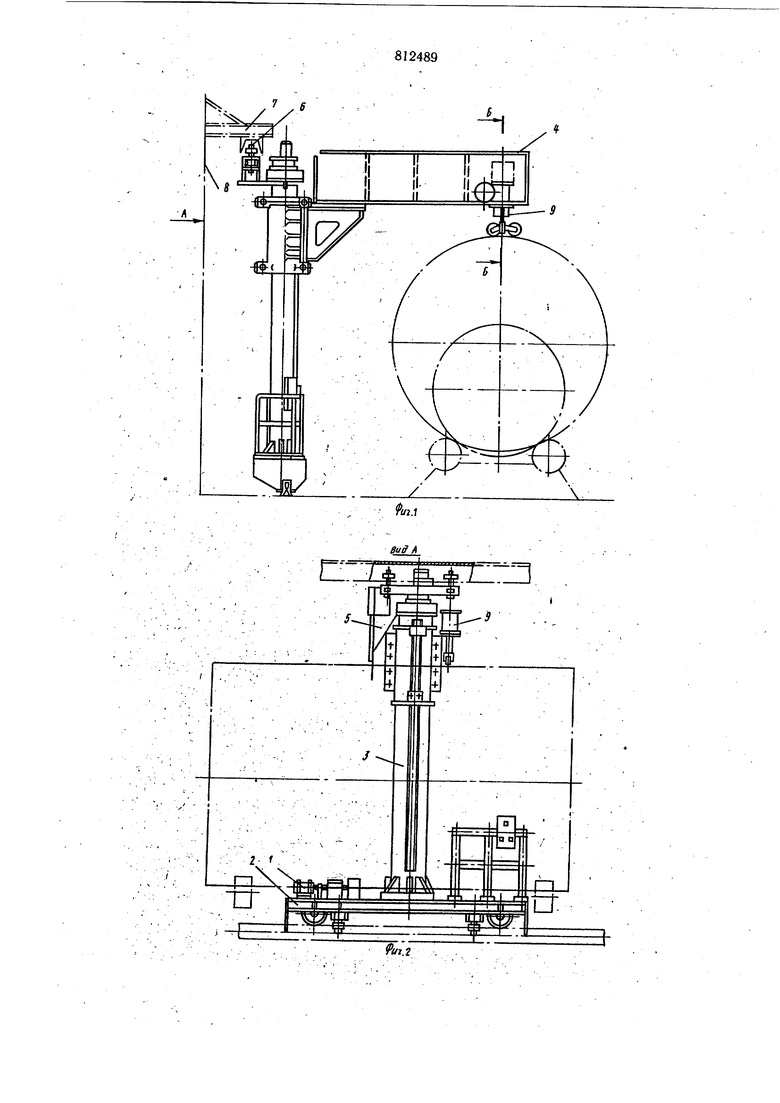
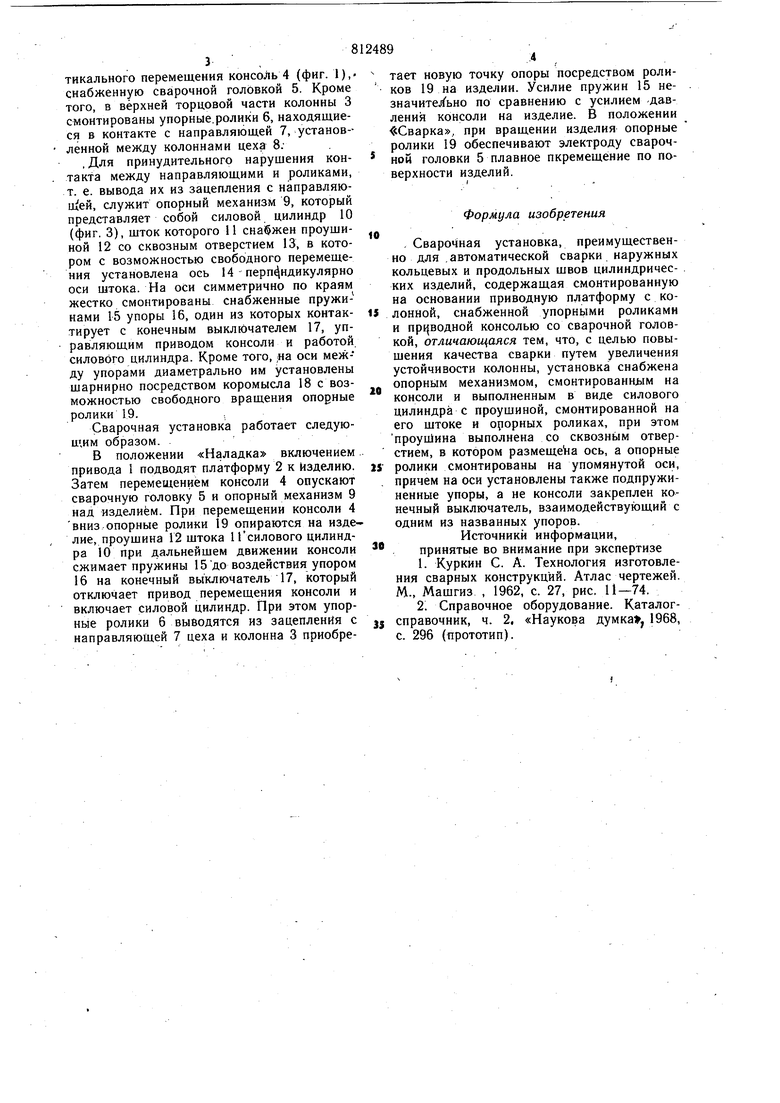
-- ; .Г- . ,;;,- : ; Изобретение относится к оборудованию для перемещения сварочных головок и может быть использовано в любой отрасли машиностроения, в частности в котлостроении для автоматической сварки кольцевых и продольных швов цилиндрических изделий. Известна сварочная установка, содержащая перемещаемую по рельсам платформу, на которой с возможностью установочного поворота от привода смонтирована колонна, несущая выдвижную консоль-с плитой на торце, снабженную прямолинейными направляющими сосварочной го;говкой 1. Недостаток указанной установки- ее малая производительность; так как требуется много времени на настройку направляющих параллельно свариваемому стыку. Наиболее близкой к изобретению является сварочная установка, содержащая смонтированную на основании приводную платформу с колонной, снабженной упорными роликами, и приводную консоль сосварочной головкой 2.. Однако верхние упорные ролики „находятся в пОстояйном контакте с колоннами цеха посредством направляющей, иьвсе вибрации, воспринимаемые колоннами при перемещении цехового подъемно-транспортного оборудования, передаются электроду сварочного автомата, что отрицательно сказывается на качестве сварки и снижает устойчивость процесса сварки.Цель изобретения - повышение,качества сварки путем увеличения устойчивости колонны. Указанная цель достигается тем, что установка снабжена опорным механизмом, смонтированным на консоли, выполненным в ви де силового цилиндра с проушиной, cмoнtированной на его штоке и опорных роликах, при этом проушина выполнена со сквозным отверстием, в котором размещена ось, а опорные ролики смонтированы на упомянутой оси, причем на оси установлены также подпружиненные упоры, а на консоли закреп- лен .конечный выключатель, взаимодействующий с одним из названных упоров. На фиг. 1 изображена сварочная установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Сварочная установка содержит (см. фиг. 2) с приводом 1 перемещения платформу 2, на которой установлена Лолонна 3, несущая установленную с возможностью вертикального перемещения консоль 4 (фиг. 1), снабженную сварочной головкой 5. Кроме того, в верхней торцовой части колонны 3 смонтированы упорные.ролики 6, находящиеся в контакте с направляющей 7, установленной между колоннами цеха 8: , Для принудительного нарущения контакта между направляющими и роликами, т. е. вывода их из зацепления с направляюЦлей, служит опорный механизм 9, который представляет собой силовой цилиндр 10 (фиг. 3), щток которого 11 снабжен проушиной 12 со сквозным отверстием 13, в котором с возможностью свободного перемещения установлена ось 14 перпендикулярно оси штока. На оси симметрично по краям жестко смонтированы снабженные пружинами 15 упоры 16, один из которых контактирует с конечным выключателем 17, управляющим приводом консоли и работой силового цилиндра. Кроме того, .на оси между упорами диаметрально им установлены щарнирно посредством коромысла 18 с возможностью свободного вращения опорные ролики 19. Сварочная установка работает следующим образом. В положении «Наладка включением привода I подводят платформу 2 к Изделию. Затем перемещением консоли 4 опускают сварочную головку 5 и опорный механизм 9 над изделием. При перемещении консоли 4 вниз опорные ролики 19 опираются на изделие, проушина 12 штока Исилового цилиндра 10 при дальнейшем движении консоли сжимает пружины 15до воздействия упором 16 на конечный выключатель 17, который отключает привод перемещения консоли и включает силовой цилиндр. При этом упорные ролики 6 выводятся из зацепления с направляющей 7 цеха и колонна 3 приобретает новую точку опоры посредством роликов 19 на изделии. Усилие пружин 15 незначите.йьно по сравнению с усилием давления консоли на изделие. В положении Сварка, при вращении изделия опорные ролики 19 обеспечивают электроду сварочной головки 5 плавное пкремещение по поверхности изделий. Формула изобретения . Сварочная установка, преимущественно для .автоматической сварки наружных кольцевых и продольных щвов цилиндрических изделий, содержащая смонтированную на основании приводную платформу с колонной, снабженной упорными роликами и приводной консолью со сварочной головкой, отличающаяся тем, что, с целью повыщения качества сварки путем увеличения устойчивости колонны, установка снабжена опорным механизмом, смонтированным на консоли и выполненным в виде силового цилиндра с проушиной, смонтированной на его щтоке и опорных роликах, при этом проуц1ина выполнена со сквозньш отверстием, в котором размещена ось, а опорные ролики смонтированы на упомянутой оси. причем на оси установлены также подпружиненные упоры, а не консоли закреплен конечный выключатель, взаимодействук)щий с одним из названных упоров. Источники информации, принятые во внимание при экспертизе 1.Куркин С. А. Технология изготовления сварных конструкций. Атлас чертежей. М., Машгиз , 1962, с. 27, рис. 11-74. 2.Справочное оборудование. Каталогсправочник, ч. 2. «Наукова думка, 1968, с. 296 (прототип).
cnx
77Ш/////Л
IB
