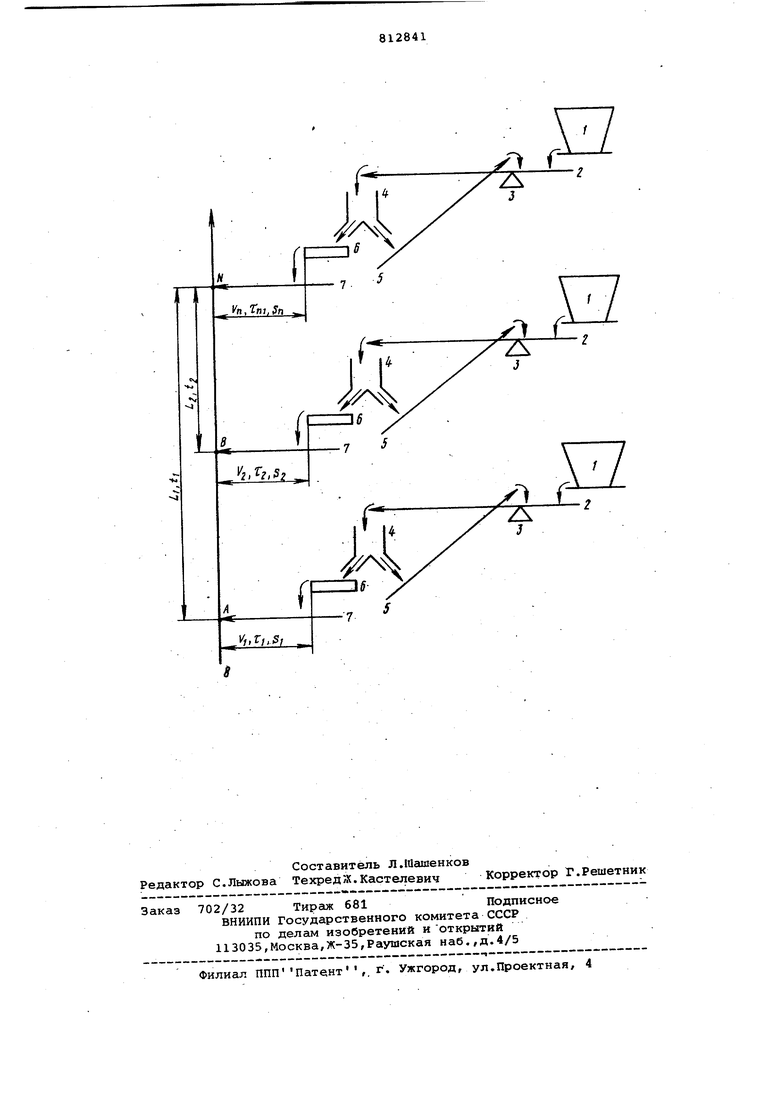
(54) ТРАКТ ПОДАЧИ И СОСТАВЛЕНИЯ ШИХТЫ паздывания от весоизмерителя производительности каждого компонента до общей точки их встречи на общем конвейере было одинаковое. Разные скорости конвейеров подачи компонентов шихты на общий конвейер устраняю время транспортного запаздывания при дозировании компонентов шихты, что повышает качество и стабилизирует состав последней. Предложенный тракт подачи и составления шихты позволяет конструктивно просто расположить тракты дозирования компонентов шихты относительно общего конвейера, Что обеспечивает наиболее рациональную технологическую схему подачи компонентов со склада сырья. На чертеже представлена функциональная блок-схема тракта подачи и составления шихты. Тракт подачи и составления шихты содержит бункер 1 с питателем каждо го компонента/ под которым расположе транспортер 2 подачи компонента с весоизмерителем 3 нагрузки. В конце тракта додачи компонента установлен делитель 4 потока материала (например, воронка с шибером), один выход которого расположен под началом циркуляционного конвейера 5, а другой - над весоизмерителем 6 производительности компонента. Конец цйркуляционного конвейера расположен над трактом подачи компонента перед весоизмерителем 3 нагрузки. Под весоизмерителями производительности компонентов установлены конвейеры 7 подачи компонентов на Общий конвейер 8, имеющие разную скорость движения. Устройство работает следующим об разом. Каждый компонент Шихты питателем бункера подается на транспортер 2 по дачи, в конце которого компонент делителем 4 разделяется на две части одна часть циркуляционным конвейером возвращается на транспортер 2 подачи перед весоизмерителем 3 нагрузки, а другая - чере.з весоизмеритель 6 производительности и конвейер 7 поступает на общий конвейер 8, ко торый шихту подает в спекательное отделение аглофабрики. Заданная про изводительность каждого компонента контролируется весоизмерителем б, а юддерживается - управлением дели теЛя 4 потока материала. Нагрузку на весоизмерителе 3 поддерживают по тоянной и большей, например, на 10% от максимально потребной, уцравляя питателем бункера 1. При постоянной скорости (V) движения общего конвейера 8 время транспортного запаздывания каждого компонента до общей ТОЧКИ (точка N) их встречи на общем конвейере 8 определяется из выражений: -f + -( - для первого компонента, f + t - для второго компонента и т.д., где tS-t л, 5i 4. J. bi Ч -у;|-, try-; tj-. где f , 5i fj, Sj - время транспортного запаздывания и расстояние от весоизмерителя производительности компонента до общего конвейера; время транспортного запаздывания и расстояния компонента до общей точки их встречи на общем конвейере. Для того, чтобы время транспортного запаздывания от весоизмерителя производительности каждого компонента до общей точки их встречи (точка N ) было одинаковое, необходиМО,чтобы соотношения между скоростями конвейеров.7 определялись выражением при V const} V-I const tr -1-1-I F vi с учетом (1) 5 . U4 SM . v. Vf , Ь SM ь. . COM3t - - H-b,Vt L,V, tt-Ht ti-i-tiG учетом (1) V-V-Ъг .Jil:Vi г V 5vV-flL,+ biVV При выбранных скоростях конвейе эов 7 компоненты встречаются одновременно на общем конвейере в точке (N), что исключает время транспортного запаздывания при дозировании компонентов шихты. Формула изобретения Тракт подачи и составления шихты по авт. св. W 548503, о тл и ч а ю щ и и с я тем, что, с целью повышения качества шихты и. упрощения конструкции, он дополнительно снабжен конвейером подачи компонента с определенной скоростью на общий конвейер, начало которого расположено под весоизмерителем производительности компонента, а конец - нгщ общим конвейером. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 548503, кл. В 65 В 47/52, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования компонентов шихты | 1979 |
|
SU866544A1 |
| Способ подготовки агломерационной шихты | 1984 |
|
SU1225869A1 |
| Тракт подачи и составления шихты | 1975 |
|
SU548503A1 |
| Устройство для согласования производительностей шихтового и спекательного отделения | 1980 |
|
SU901312A2 |
| Устройство согласования производительностей шихтового и спекательного отделений | 1985 |
|
SU1273398A1 |
| Устройство для автоматического согласования производительностей шихтового и спекательного отделений аглофабрики | 1976 |
|
SU619530A1 |
| Устройство автоматического согласования производительности шихтового и спекательного отделений аглофабрики | 1976 |
|
SU713918A1 |
| Способ управления подачей шихты на агломашину | 1975 |
|
SU523147A1 |
| Устройство для составления агломерационной шихты | 1979 |
|
SU933757A1 |
| Устройство для регулирования уровня шихты в бункере агломерационной машины | 1974 |
|
SU498344A1 |