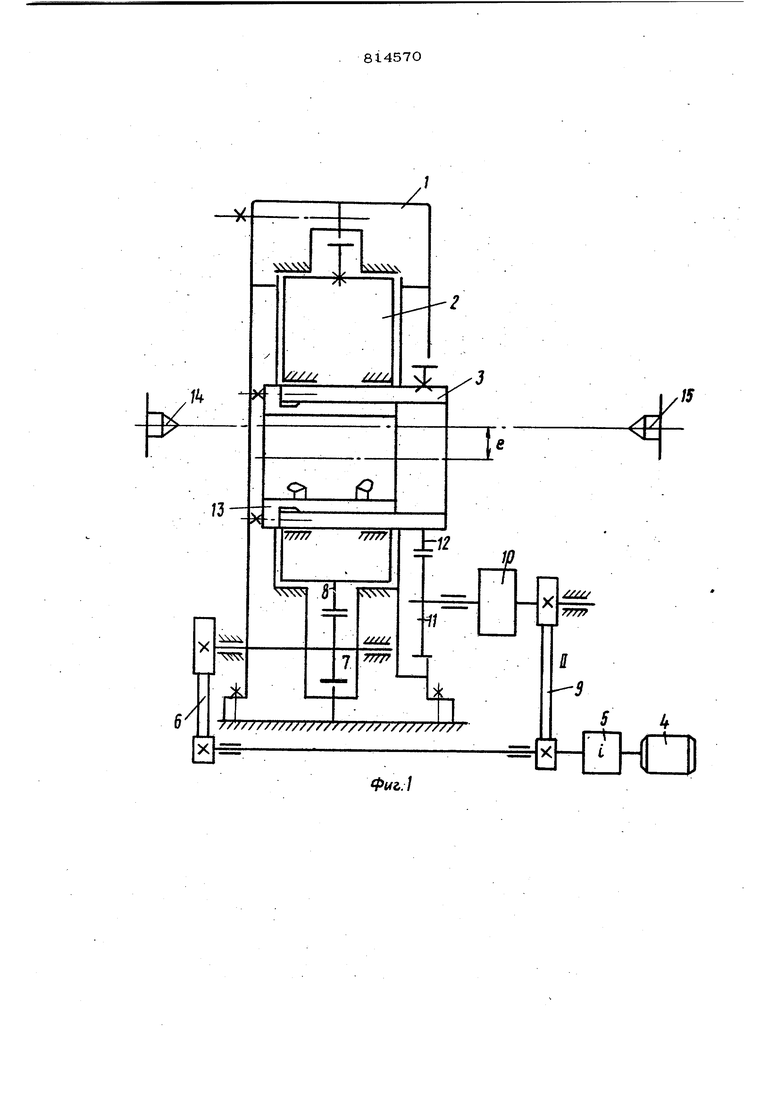
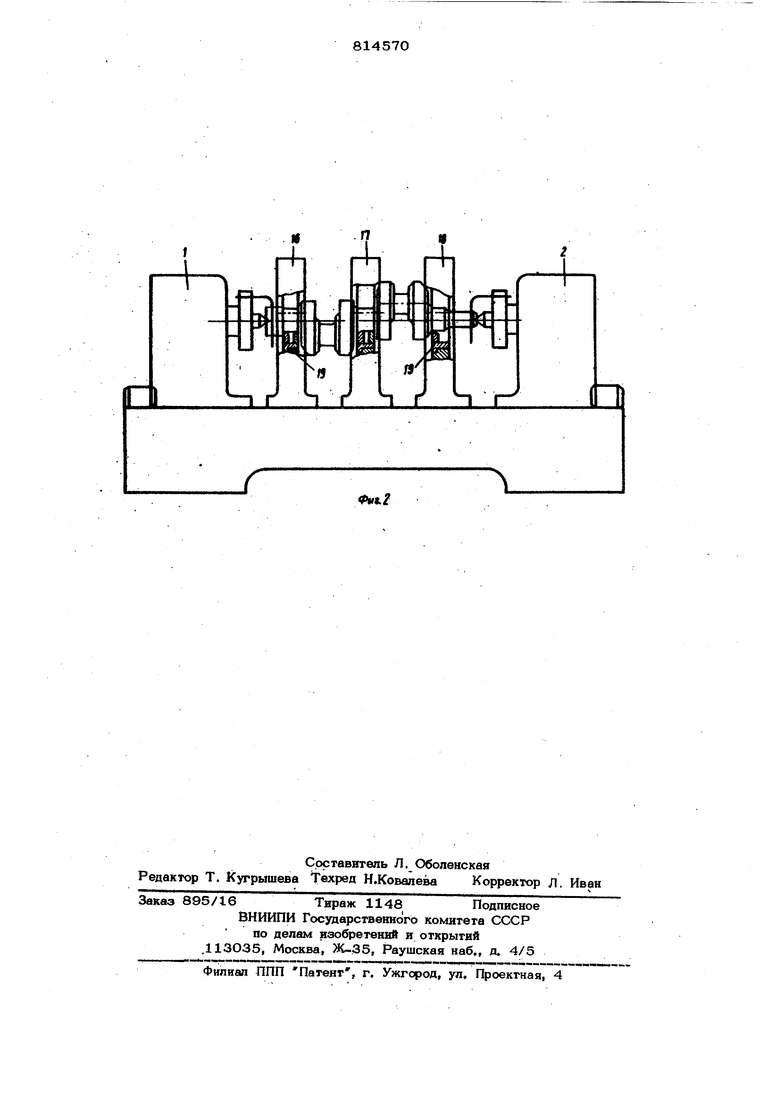
(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ. НАПРИМЕР .КОЛЕНЧАТОГО ВАЛА поперечный разъем. Обе части корпуса соединены между собой при помощи заштифтовки и жесткого скрепления винтами. При монтаже на станке ось втулки большого диаметра должна совпадать с осью шпинделя станка. Каждая из втулок получает вращение от электродвигателя 4 через редуктор 5 по своей кинематической цепи. Большая втулка по цепи: клиноременная передача 6, зубчатая передача 7, 8 .Втулка меньшего диаметра по цепи: клиноременная-передача 9. дифференциальный редуктор 10, зубчатая передача 11,12. Устройство работает следующим образом. Резцедержатель 13, концентрично установленный по втулке .3 меньшего диаметра от привода подачи электродвигателя 4 и червячноцилиндрического редукто ра 5) получает сложное движение, соетоящее из кругового колебательного движения резцедержателя относительно оси обрабатываемой .детали с частотой IT-f колебаний в минуту и вращения его вокруг собственной оси с частотой П оборотов в минуту. Первое движение рез цедержатель получает за счет вращения большой втулки механизма подач. Вращаясь с частотой п 5 оборотов в минуту, втулка 2 с такой же частотой переносит эксцентрично расположенный ( 6 А ) резцедержатель по окружности радиусом А, и, тем самым, обеспечивает ему круговое колебательное движение. Второе движение резцедержатель получает за счет вращения с частотой оборотов в минуту -вокруг собственной оси втулки 3 меньшего диаметра. Для перемещения режущих клиньев резцов по эпи- щпшоиде кинематические цепи механизм подачи обеспечивают соотношение частот вращения втулок, равное П|А Л б 1 Предлагаемая конструкция механизма подачи.может быть использована в стан для точения торцов щек и галтелей коре ных шеек коленчатых валов. Использование циклоидального точения для обработки торцов щек и галтеле коренных шеек коленчатых валов обеспе чивает производительную обработку этих поверхностей при минимальных отжатиях технологической системы к концу точения. В станке предусмотрен двусторонний привод коленчатого вала и механизм по дачи резцов. Кроме передней 14 к задней 15 бабок на станине станка точно выставлены и зафиксированы резцовые блоки 16, 17 и 18, количество которы соответствует количеству одновременно обрабатываемых шеек вала. В резцовых блоках смонтированы механизмы подачи резцов. Для быстрой установки вала на центр станка в верхней части резцовых блоков предусмотрены окна (на чертеже не показаны). При обработке коленчатый вал 19 устанавливается на центрах станка через окна в резцовых блоках. Ось коренных шеек совпадает с осью больших втулок резцовых блоков. Специальные патроны, установленные на шпинделях передней и задней бабок, осуществляют закрепление коленчатого вала и передачу ему крутящего момента. Резцедержатели, концентрично установленные во втулках меньшего диаметра, от механизмов подачи получают сложное движение, обеспечивающее перемещение резцов в глубь припуска на обработку по эпициклоиде. После выхода из рабочей зоны резцы на ускоренной подаче возвращаются в первоначальное положение. Обработанный коленчатый вал снимается со станка. .Фоомула изобретения 1. Устройство для обработки деталей,например, коленчатого вала, содержащее корпус с-круговой направляющей, охват ывающей обрабатываемую деталь и внутри которой размещена втулка с резцедержателями, механизм подачи резцов и привод, отличающееся тем, что, с целью повышения производительности, механизм подачи резцов выполнен в виде двух расположенных одна в другой эксцентричных втулок, каждая из которых имеет привод от собственной кинематической цепи. 2. Устройство по п. 1, о тли.ч а ющ е е с и тем, что взаимный эксценгри,-: ситет втулок А определяется отношением 5 где tvg - частота вращения большой втулки; - частота вращения малой втулки; Р - радиус круговой траектории перемещения резца, получаемой им при вращении втулки меньшего диаметра, Источники информации, принятые во внимание при экспертизе 1.Этин А. О. Патрый полуавтомат для .обработки изделий тангенциальными охваг тывающими головками. ЭНИМС,19бО,с.10.
чЧЧЧЧч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА БЕЗ ЕГО ДЕМОНТАЖА | 1998 |
|
RU2134181C1 |
| Приспособление для проточки шатунных шеек коленчатых валов | 1990 |
|
SU1764829A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
| Токарный станок | 1987 |
|
SU1530333A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2017 |
|
RU2675440C1 |
| Способ токарной обработки | 1986 |
|
SU1371774A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
/4
Йfi.
/3
-X Ж.
/5
/
77777TJT
J
4VCi
±:П
NN
:/
ТТГЛ
5
-t-tн
Фиг,.1
ФН1.2
