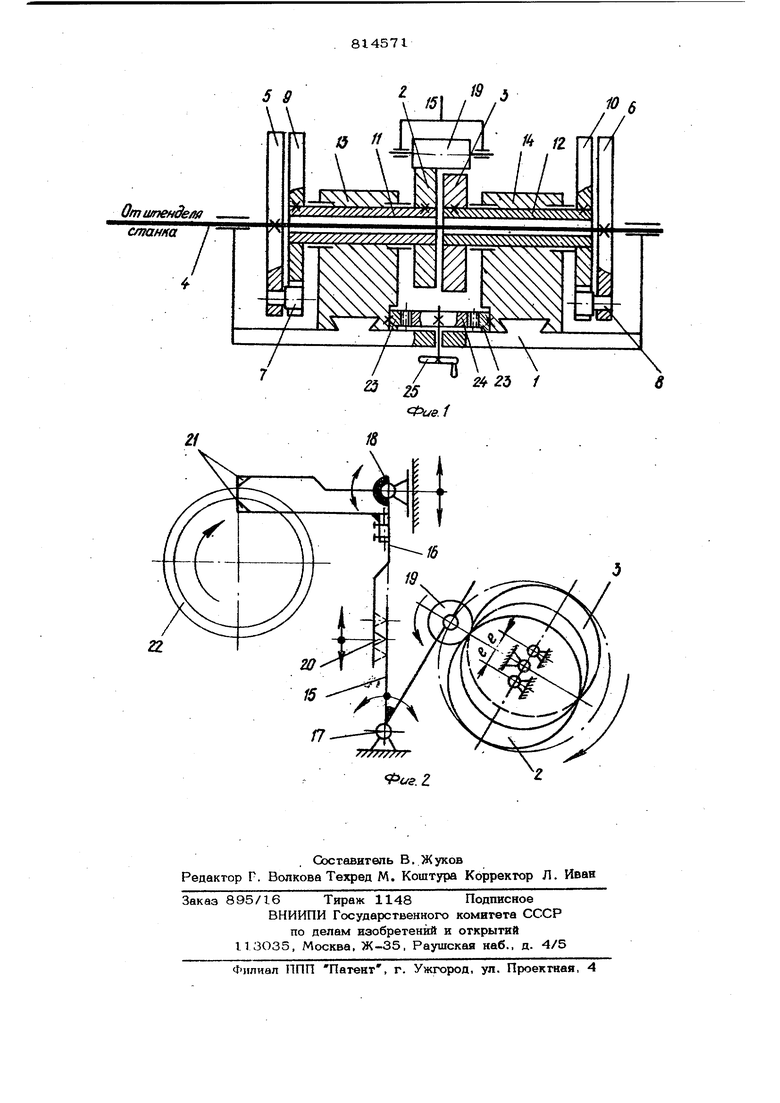
(54) КОПИРНОгМАСШТАБНЫЙ МЕХАНИЗМ СУППОРТА ТОКАРНОГО СТАНКА 38 го на чертежах). На валу 4 расположены кривошипы 5 и 6, в которых закреплены камни 7 и 8, взаимодействующие с соответствующими кулисами 9 и Ю, закрепленными на пустотелых валах 11 и 12. Валы II и 12 установлены в стойках 13 и 14,- расположенных на суппорте. 1,станка с возможностью установочных перемещений. Вал 4 проходит внутри валов 11 и 12. Рычажная передача выполнена в виде двух двуплечих рычагов 1.5 и 16, уста-новленных на опорах 17 и 18. Одно плечо двуплечего рычага 15 снабжено роликом 19, контактирующим поочередно с кулачками 2 и 3, а другое - с призмой 2О, подвижно расположенной на плече двуплечего рычага 16. На другом плече рычага 16 закреплен режущий инструмент 21, взаимодействующий в процессе обработки с обрабатываемым изделием 22, например пакетом порщневых колец, установленных в щпинделе станка. На стойках 13 и 14, установленных на суппорте 1 станка с возможностью одновременных перемещений, закреплены зубчатые рейки 23, находящиеся в постоянном зацеплении с зубчатым сектором 24, управляемым рукояткой 25. Устройство работает следующим образом. При обработке изделий 22, например пакета поршневых колец с определенным отношением замка кольца к его радиусу, настройка режушего инструмента 21, например резцов, на необходимый диаметр копирной обработки осуществляется перемещением опоры 18 двуплечего рычага 16, а необходимое передаточное от ношение, зависящее от геометрических параметров поршневого кольца, устанавливается путем перемещения призмы 20 по плечу рычага 16. В шпинделе станка устанавлршается пакет обработанных порщ невых колец. : При обработке поршневых колец с раз личным отношением замка кольца к его радиусу осуществляется дополнительная регулировка путем смещения относительн друг друга кулачков 2 и 3, Для этого поварачивают рукоятку 25, которая чере зубчатый сектор 24 перемещает в проти воположные стороны зубчатые рейки 23 и жестко связанные с ними стойки 13 и 14, смещаются закрепленные в них полы валы 11 и 12 с кулачками 2 и 3 и кулисами 9 и 10. Между валом 4 и полым валами 11 и 12 предусмотрен радиаль4ный зазор, позволяющий сдвигать стойки 13 и 14 для регулировки величины эксцентриситета е . С целью обеспечения кинематической точности радиус кривошийа должен быть равен сумме, радиуса-вектора на спинке и радиуса ролика. Крутящий момент от шпинделя стан--, ка передается на вал 4, с которого через оответствующие кривошипы 5 и 6, кулисные камни.7 и 8, кулисы 9 и 1О и пустотелые валы 11 и 12 передается на кулачки 2 и 3. Движение от кулачков 2 и 3 через ролик 19, двуплечий рычаг 15, призму 2О и второй двуплечий рычаг 16 передается инструменту 21, который в процессе обработки пакета поршневых колец 22 задает ему заданную от кулачков 2 и 3 форму. При работе механизма ролик 19 за каждый оборот кривошипа контактирует поочередно с каждым кулач1бэм 2 и 3 через 180 поворота кривошипа, управляя через двуплечие рычаги 15 и 16 перемещениями -инструмента 21. Формула изобретения Копирно-масштабный механизм суппорта токарного станка для обработки полых тел вращения, преимущественно пакетов поршневых колец, содержшций два взаимосвязанных через призму двуплечих рычага, на одном из которых закреплен режущий инструмент , а-на другом - ролик, конгйктирующий с копиром, приводимым во вращение через суммирующее устройство, отличают и 7j с я тем, что, с целью упрощения конструк- . ции, увеличения производительности станка и расширения диапазона обрабатываемых изделий без смены копира, .поверхность копира образована двумя кулачками с симметричными профилями, установленными с возможностью наладочных поперечных перемещений и соединенными с суммирующим устройством, а суммирующее устройство выполнено в виде двух кулисных механизмов с кривошипами, кулисы которых жестко закреплены на осях вращения соответствующих кулачков, а кривошипы 1нематически связаны с приводом вращения. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1043О15, кл. 49 а, 2/05, 1959.
2S / /
в Фие.1
аг.2.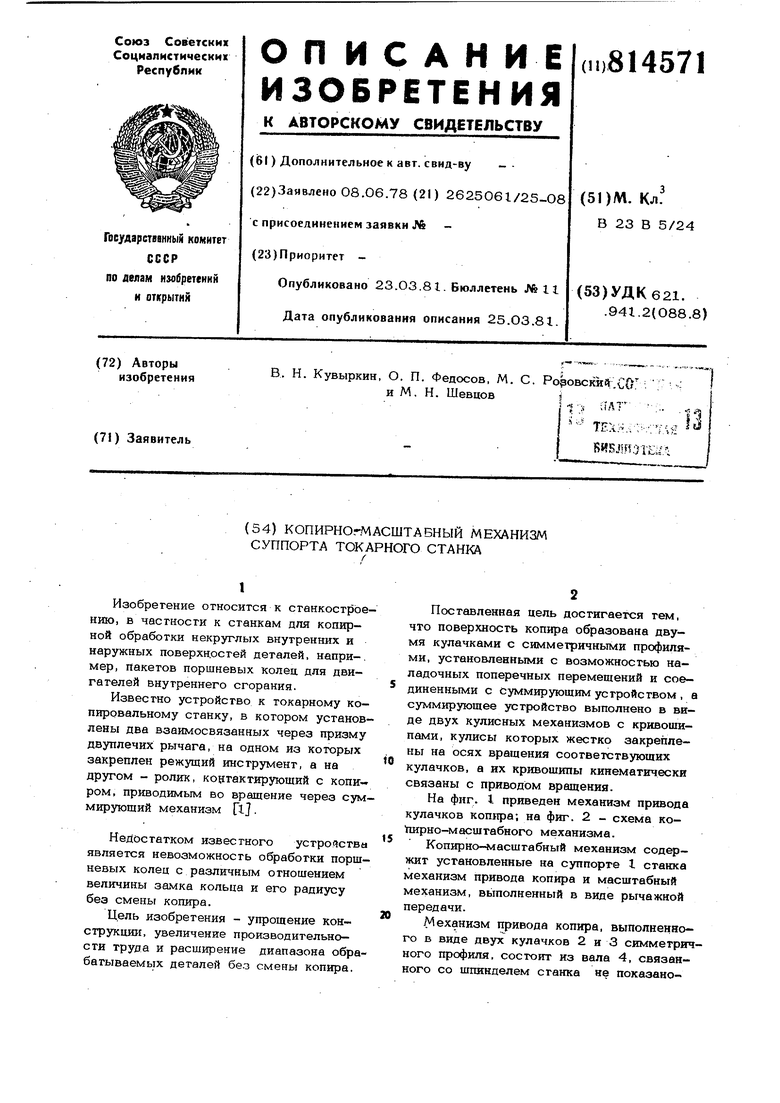
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки поршневых колец | 1990 |
|
SU1745405A1 |
| Копировальное устройство для обработки поршневых колец | 1977 |
|
SU665987A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1993 |
|
RU2014896C1 |
| Токарный многорезцовый станок для обработки профиля кулачков распределительного вала | 1976 |
|
SU679321A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| Устройство для скругления кромок пера лопаток | 1983 |
|
SU1152768A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| Устройство для токарной обработки | 1989 |
|
SU1704930A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |