с возможностью поперечного перемещения.
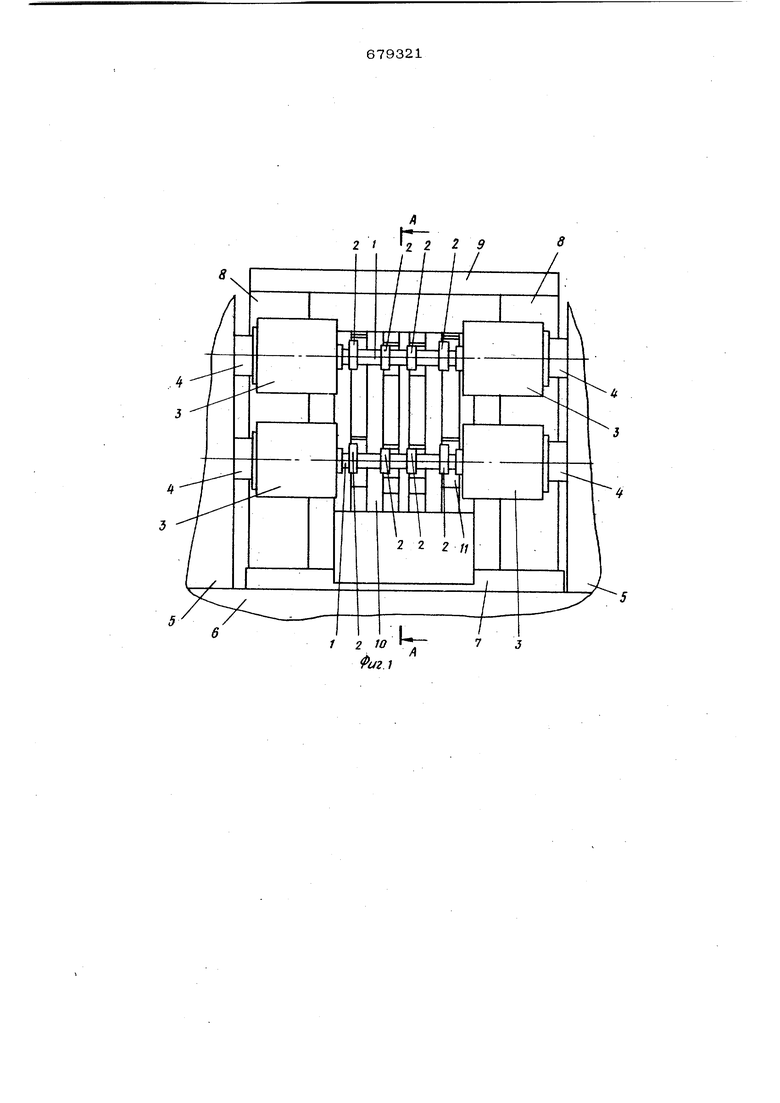
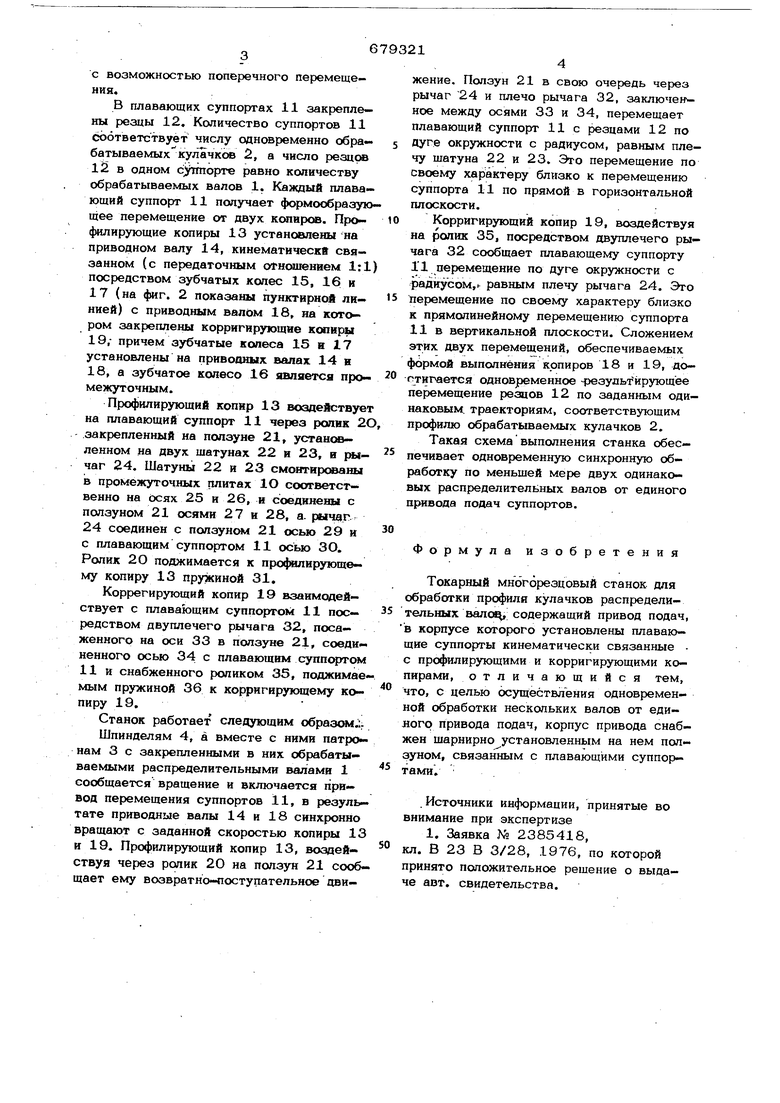
В плавающих суппортах 11 закреплены резцы 12. Количество суппортов 11 соответствует числу одновременно обрабатываемых кулачксв 2, а число резцов 12 в одном суппорте равно количеству обрабатываемых валов 1. Каждый плавающий суппорт 11 получает формообразующее перемещение от двух копвр в. Профилирующие копиры 13 установлены на приводном валу 14, кинематически связанном (с передаточным о1 ношеннем 1:1 посредством зубчатых колес 15, 16 и 17 (на фиг. 2 показаны пунктирной линией) с приводным валом 18, на котором закреплены корригирующие ксжгнры 19,- причем зубчатые колеса 15 и 17 установлены на приводных валах 14 в 18, а зубчатое колесо 16 является промежуточным.
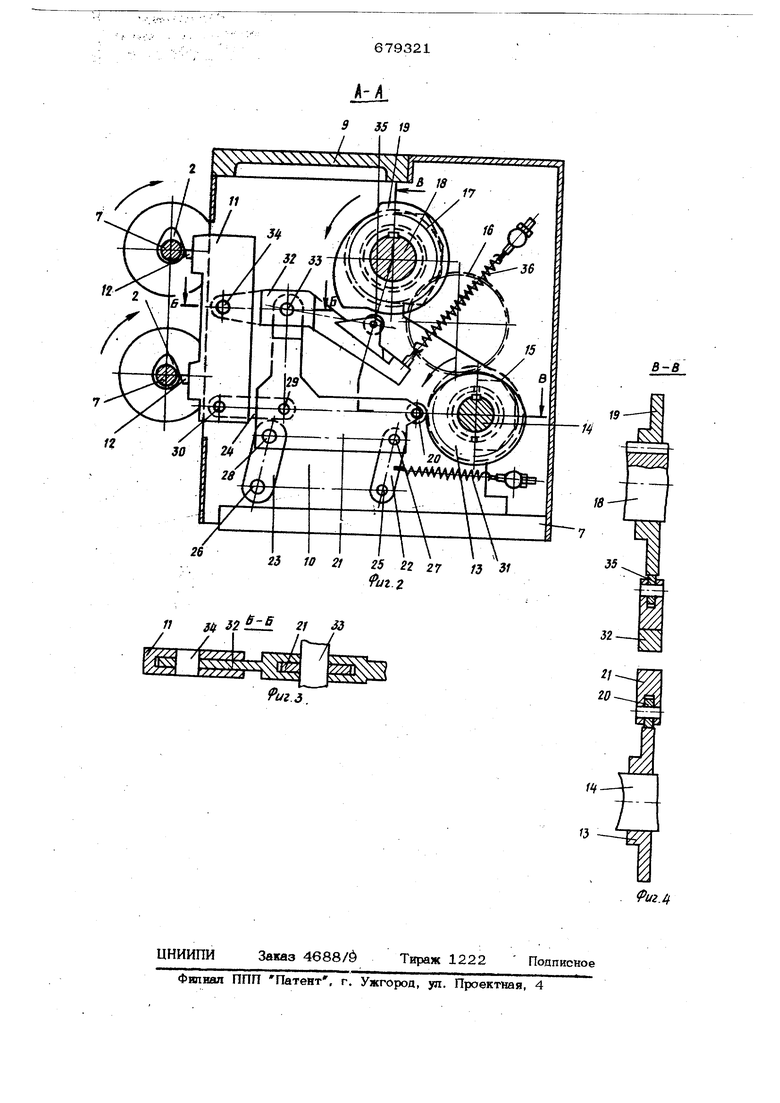
Профилирующий копир 13 воздействует на плавающий суппорт 11 через ропвк 2О закрепленный на ползуне 21, установленном на двух шатунах 22 в 23, в рычаг 24. Шатуны 22 и 23 смонтврованы в промежуточных плитах 1О соответственно на осях 25 и 26, в соединены с ползуном 21 осями 27 и 28, а. рычаг 24 соединен с ползуне 21 осью 29 н с плавающим суппортом 11 осью ЗО. Ролик 2О поджимается к профилирующему копиру 13 пружиной 31.
Коррегирующий копир 19 взаимодействует с плавающим суппортом 11 посредством двуплечего рычага 32, посаженного на оси 33 в ползуне 21, соединенного осью 34 с плавающим суппортом 11 и снабженного роликом 35, поджимаемым пружиной 36 к корригирующему копиру 19.
Станок работает следующим образом.;. Шпинделям 4, а вместе с ними патро нам 3 с закрепленными в них обрабатываемыми распределительными валами 1 сообщается вращение и включается привод перемещения суппортов 11, в результате приводные валы 14 и 18 синхронно вращают с заданной скоростью копиры 13 и 19. Профилирующий копир 13, воздействуя через ролик 20 на ползун 21 сообщает ему возвратно-поступательное движение. Ползун 21 в свою очередь через рычаг 24 и плечо рычага 32, за ключе №ное между осями 33 и 34, перемещает плавающий суппорт 11 с резцами 12 по дуге окружности с радиусом, равным плечу щатуна 22 и 23. Это перемещение по своему характеру близко к перемещению суппорта 11 по прямой в горизонтальной плоскости.
Корригирующий копир 19, воздействуя на ролик 35, посредством двуплечего рычага 32 сообщает плавающему суппорту 11 перемещение по дуге окружности с радиусом,н равным плечу рычага 24. Это перемещение по своему характеру близко к прямолинейному перемещению суппорта 11 в вертикальной плоскости. Сложением этих двух перемещений, обеспечиваемых формой выполнения копиров 18 и 19, догтигается одновременное -результйрующее перемещение резцов 12 по заданным одинаковым, траекториям, соответствующим профилю обрабатываемых кулачков 2.
Такая схема выполнения станка обеспечивает однсжременную синхронную обработку по меньшей мере двух одинаковых распределительных валов от единого привода подач суппортов.
Формула изобретения
Токарный многорезцовый станок для обработки профиля кулачков распределительных валс содержащий привод подач, в корпусе которого установлены плавающие суппорты кинематически связанные с профилирующими и корригирующими копирами, отличающийся тем, что, с целью осуществления одновременной обработки нескольких валов от единого привода подач, корпус привода снабжен шарнирно установленным на нем ползуном, связанным с плавающими суппортами.
. Источники информации, принятые во внимание при экспертизе
1. Заявка № 2385418, кл. В 23 В 3/28, 1976, по которой принято положительное решение о выдаче авт. свидетельства.
8
8
I
Фи2}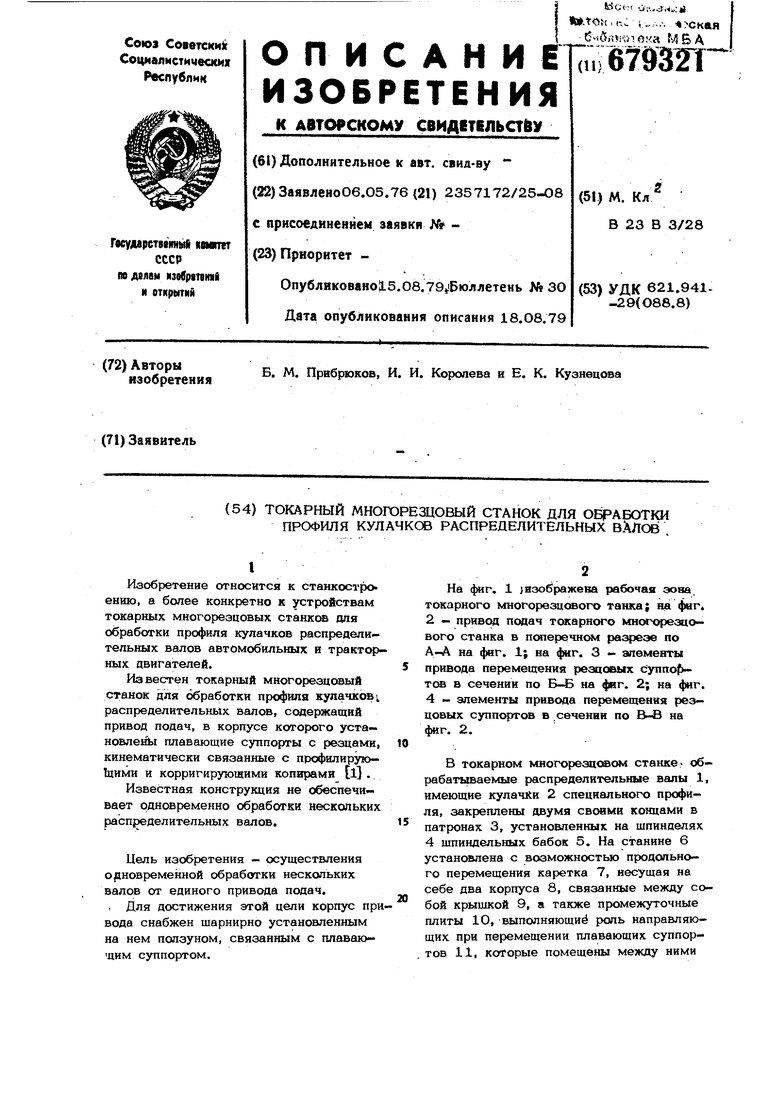
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многорезцовый станок для обработки профиля кулачков распределительных валов | 1976 |
|
SU601079A1 |
| Токарный многорезцовй станок для обработки профиля кулачков распределительного вала | 1976 |
|
SU593824A1 |
| Токарный многорезцовый станок для обработки профиля кулачков распределительных валов | 1983 |
|
SU1115854A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Копирно-масштабный механизм | 1978 |
|
SU814571A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Поперечно-строгальный копировальный станок | 1978 |
|
SU753561A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |