(54) СПОСОБ УСТАНОВКИ НАКЛАДНЫХ КОНДУКТОЮВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ, ФРЕЗЕРОВКИ И КОНТРОЛЯ ДЕТАЛЕЙ ТИПА ОКАНТОВКИ ПАССАЖИРСКИХ И ГРУЗОВЫХ ДВЕРЕЙ САМОЛЕТА | 2009 |
|
RU2410182C2 |
| Накладной кондуктор | 1990 |
|
SU1815006A1 |
| Устройство для установки детали | 1982 |
|
SU1085701A1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1991 |
|
RU2008139C1 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
| Кондуктор для сверления отверстий | 1985 |
|
SU1323251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНОГО КАНТУЮЩЕГОСЯ КОНДУКТОРА ДЛЯ СВЕРЛЕНИЯ ЧЕТНОГО ЧИСЛА РАВНОРАСПОЛОЖЕННЫХ РАДИАЛЬНЫХ ОТВЕРСТИЙ | 2007 |
|
RU2357847C2 |
| Устройство для контроля увода лопасти вертолета | 2017 |
|
RU2694779C2 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
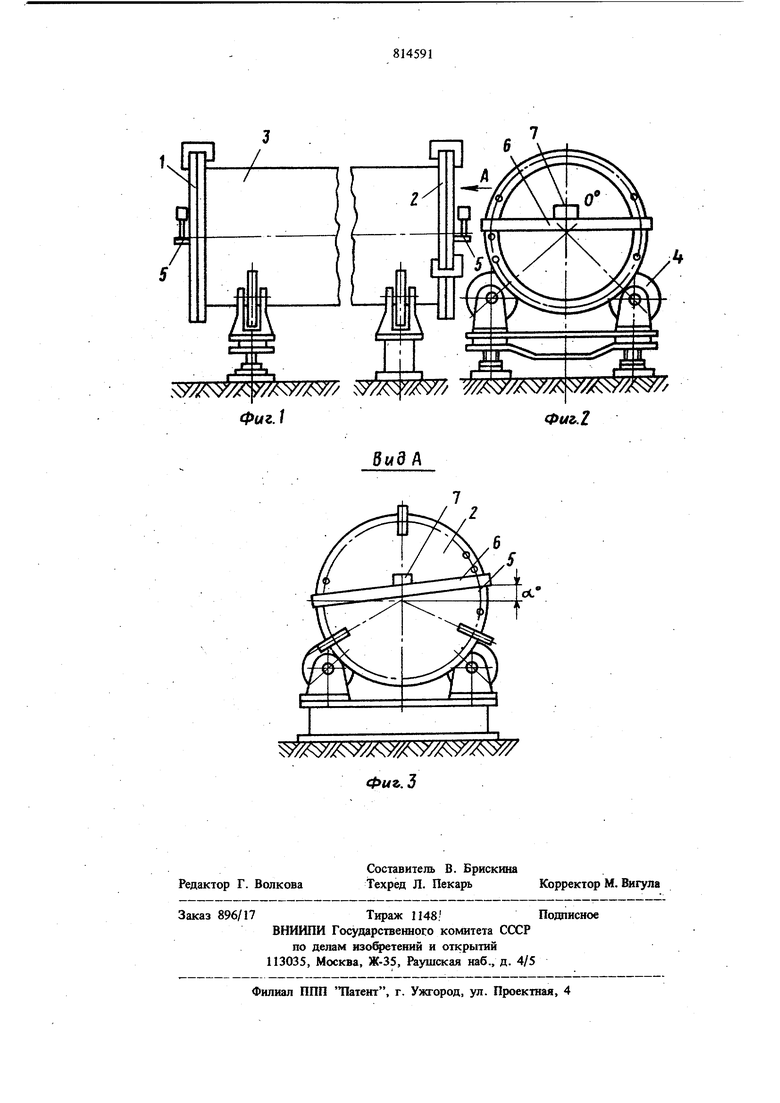
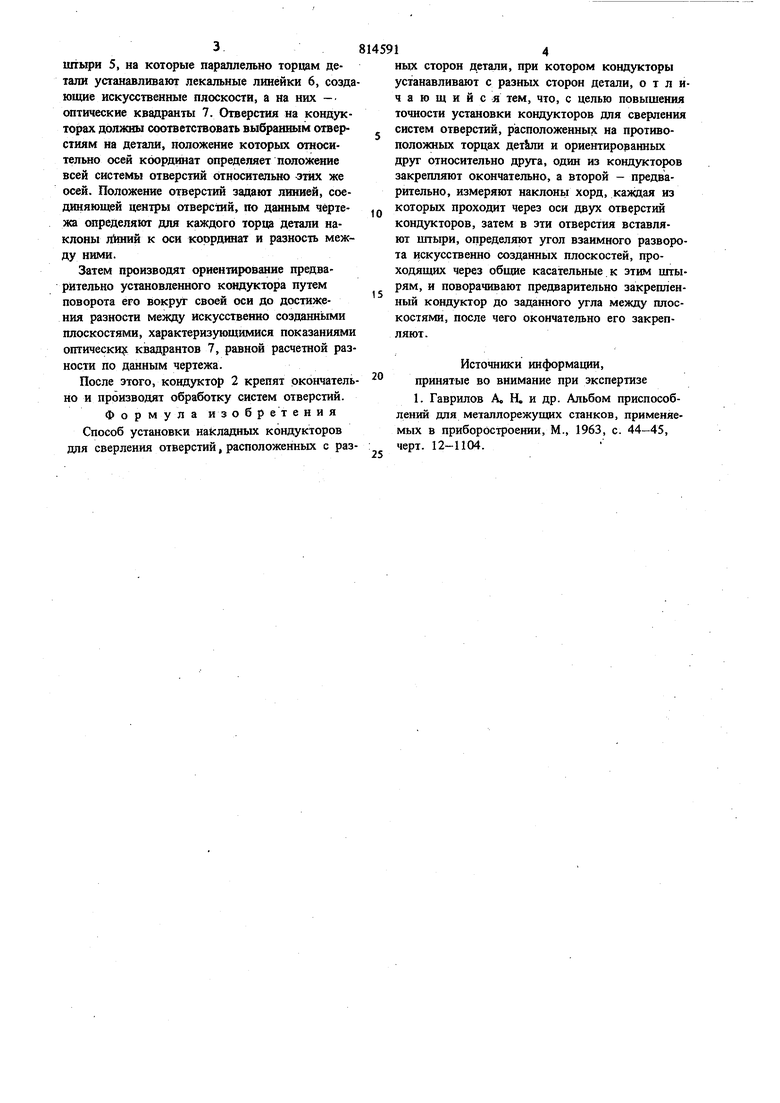
Изобретение относится к металлообработке, а именно к способам установки кондукторов для сверления систем отверстий, расположенны на противоположных торцах детали, преимущес венно больших размеров, ориентированных дру относительно друга, т.е. с заданным взаимным разворотом систем отверстий. Известен способ установки накладных кондукторов для сверления отверстий, расположен ных с разных сторон детали, при котором кон дукторы устанавливают с разных сторон детали 1. Недостатком известного способа установки кондукторов является невысокая точность выполнения систем отверстий, зависящая от точности приспособления, которая уменьщается по мере увеличения габаритов детали, а значит и приспособления. Цель изобретения - повышение точности уст новки кондукторов для сверления систем отверстий, расположенных на противоположных торцах детали и ориентированных друг относиTQJiUfO друга. Указанная цель достигается тем, что один из кондукторов закрепляют окончательно , а второй - предварительно, измеряют наклоны хорд, каждая из которых проходит через оси двух отверстии кондукторов, затем в эти отверстия вставляют штыри, определяют угол взаимного разворота искусственно созданных плоскостей, проходящих через общие касательные к зтим штырям, и поворачивают предварительно закрепленный кондуктор до заданного тла между плоскостями, после чего окончательно его закрепляют. На фиг. 1 показано предлагаемое устройство для осуществления способа установки накладных кондукторов, общий вид; на фиг. 2 - вид сбоку на фиг. 1; на фиг. 3 - вид А на фиг. 1. Накладные кондукторы 1 и 2 устанавливают на тораы детали 3, выставленные с помощью опор 4 в вертикальных плоскостях. Один из них устанавливают, базируют по детали и крепят окончательно, а другой - предварительно. В выбранные два отверстия на каждом кондукторе вставляют по плотной посадке
штыри 5, на которые параллельно торцам детали устанавливают лекальные линейки 6, созда ющие искусственные плоскости, а на них - оптические квадранты 7. Отверстия на кондукторах должны соответствовать выбраниым отверстиям на детали, положение которых опюсительно осей координат определяет положение всей системы отверстий относительно -этих же осей. Положение отверстий задают линией, соединяющей центры отверстий, по даиным чертежа определяют для каждого торца детали наклоны лйший к оси координат и разность между ними.
Затем производят ориентироваиие предварительно установленного кондуктора путем поворота его BOKPJT своей оси до достижения разности между искусственно созданньпли плоскостями, характеризующимися показаниями оптически квадрантов 7, равной расчетной разности по данным чертежа.
После этого, кондуктор 2 крепят окончатель но и производят обработку систем отверстий, формула изобретения
Способ установки накладных кондукторов для сверления отверстий, расположенных с раз145914
ньк сторон детали, при котором кондукторы устанавливают с разных сторон детали, отличающийся тем, что, с целью повышеиия точности установки кондукторов для сверления систем отверстий, расположенных на противоположных торцах детали и ориентированных друг относительно друга, один из кондукторов закрепляют окончательно, а второй - предварительно, измеряют наклоны хорд, каждая из .J. которых проходит через оси двух отверстий кондукторов, затем в эти отверстия вставляют штыри, определяют угол взаимного разворота искусственно созданных плоскостей, проходящих через общие касательные к этим штырям, и поворачивают предварительно закрепленный кондуктор до заданного угла между плоскостями, после чего окончательно его закрепляют.
Источники информации, принятые во внимание при экспертизе 1. Гаврилов А. Н. и др. Альбом приспособлений для металлорежущих станков, применяемых в приборостроении, М., 1963, с. 44-45, черт. 12-1104. Фиг.1
бидА y/ //:}f // / w Фиъ.2
/( Фиъ. 3
