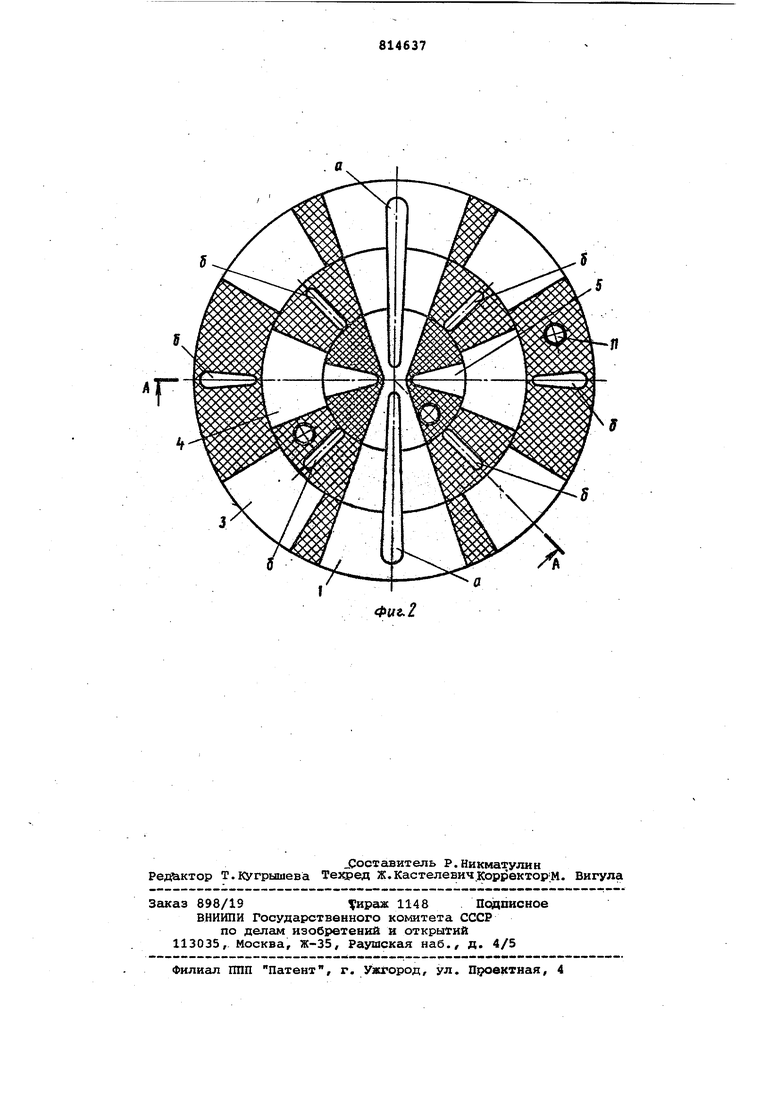
Изобретение относится к электрофизическим и электрохимическим мето дам обработки и может быть использо вано при электрохимической обработке торцовых поверхностей деталей тел вращения. Известно устройство для электрохимической обработки с использованием секционного электрода-инструмента, где каждая секция подключена самостоятельно к источнику питания через коммутатор и замкнута с отрицательной обратной связью по току f Однако известное устройство не позволяет использовать эффекты вращения электродов для стабилизации гидродинамических параметров потока электролита. Недостатком является такисе наличие значительных погрешностей в определении величин межэлектродных зазоров, так как их измерение произ водится по силе тока протекающего через каждую секцию электрода-инструмента последовательно, в то время как против канодой секции могут нахо диться участки обрабатываемой детали с различными мёжэлектродными заз рами. Цель изобретения - повышение точности и качества обрабатываемой поверхности . Поставленная цель Достигается тем, что регулирование активной площади электрода-инструмента в различных зонах обработки осуществляют в зависимости от суммарной длины участков с минимальными межэлектродными зазорами, находящихся на кольцевых зонах поверхности детали, а включение секций электрода-инструмента, расположенных напротив этих участков, производят с учетом-направления и скорости вращения обоих электродов . На фиг. 1 изобр 1жена схема осуществления предлагаемого способа, на фиг. 2 - катодное устройство, вид сверху. В электроде-инструменте 1 имеются два постоянных сектора, форма которых соответствует фороте обрабатываемой детали 2. В пазах электродаинструмента 1 монтируются сегменты 3, 4 и 5, изолированные прокладками из токонепроводящих материалов 6, К сегментеот 3, 4 и 5 под действием пружин прижимаются контакты 8, свяэанные с электромагнитами 9 и установленные в диске 10.
Для измерения величины локгшьных межэлектродных зазоров в электродеинструменте 1 смонтированы датчики 11 плотности тока,
fe процессе обработки деталь 2 и электрод-инструмент 1 вращается с заданными скоростями. Электролит в зону обработки подается через входные щели а. и уходит в камеру через отводные щели б. При этом электродинструмент 1 перемещается в осевом направлении со скоростью, соответствующей скорости анодного растворения.
. .Направление вращения обрабатываемой детали и электрода-инструмента зависит от специфичных условий элекрохимической обработки. Во время обработки в зонах с большими межэлекродными зазорами изменение активной площади электрода-инструмента осуществляется за счет отвода от соответствующих сегментов 3, 4 и 5 контактов 8 под действием электромагнитов 9, управляемых по схеме от датчиков 11 плотности тока. Такое именение активной площади на участках электрода-инструмента ведет к регулированию скорости съема в зона межэлектродного пространства с различными локальными зазорами. В дальнейшем при достижении соответствующих значений межэлектродных: зазоров электромагниты 9 отличаются и
пружины 7 вновь прижимают контакты 8 к ранее отключенным сегментг1М 3, 4 и 5. Регулирование активной площади на различных участках электрода-инструмента компенсирует влияние различных факторов на точность обработки деталей.
Формула изобретения
Способ электрохимической обработки торцовых тел вращения с изменением активной площади секционного электрода-инструмента, где каждая секция самостоятельно подключена к источнику питания и замкнута с отрицательной обратной связью по току отличающийся тем, что, с целью повьвиения точности и качества обрабатываемой поверхности, регулирование активной площади электрода-инструмента в различных зонах обработки осуществляют в зависимости от суммарной длины участков с минимальными межэлектродными зазора ми, находящихся на кольцевых зонах поверхности детали, а включение секций электрода-инструмента, расположенных напротив этих участков , производят с учетсж направления и скорости вращения Обоих электродов.
. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 246998, кл. В 23 Р 1/04, 1968.
Фиг./
Фиг. 2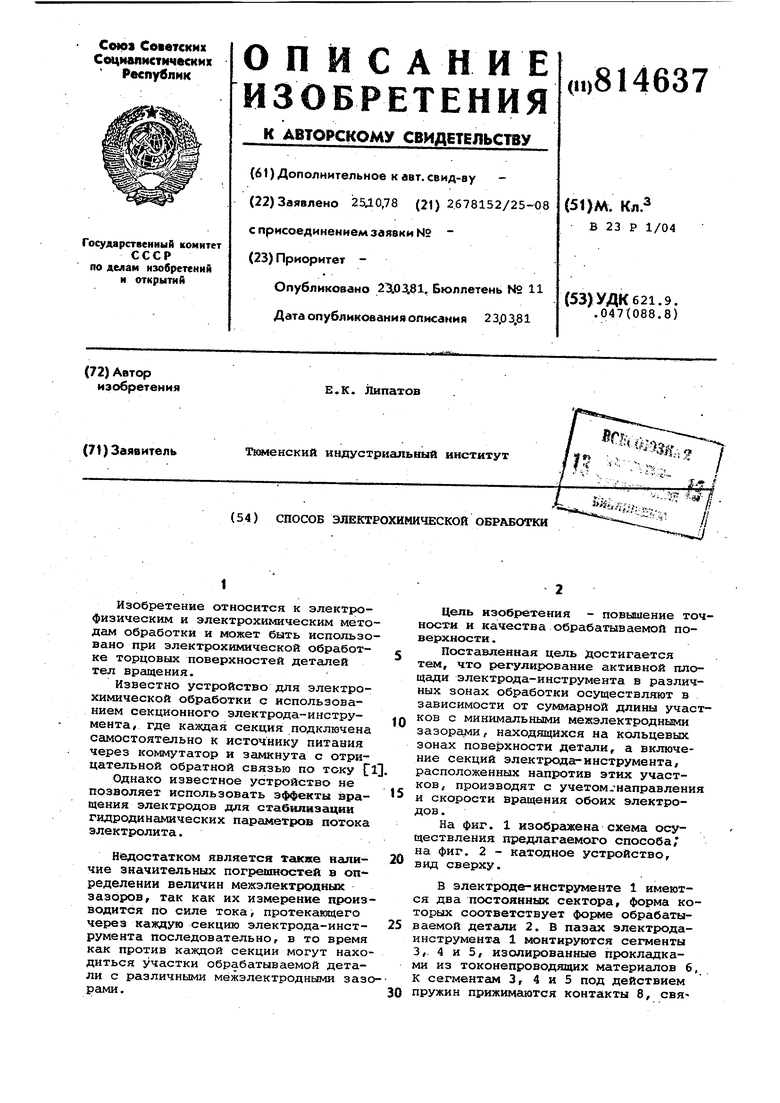
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной электрод-инструмент | 1978 |
|
SU814645A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| Устройство для размерной электро-ХиМичЕСКОй ОбРАбОТКи | 1969 |
|
SU812496A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU917987A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |