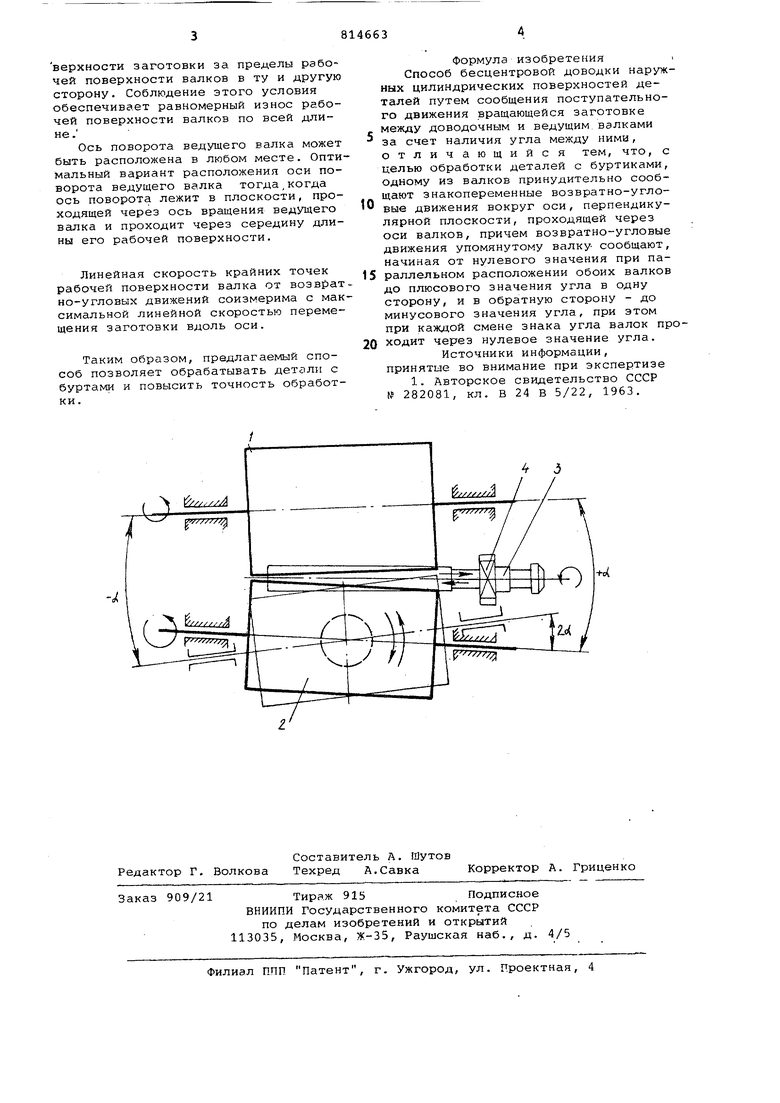
Изобретение относится к точному машиностроению и может быть использовано в машиностроении при обработке цилиндрических поверхностей деталей, при чистовой доводке высокоточных деталей, например деталей топливной аппаратуЕ«л дизельных двигателей. Известны способы бесцентровой доводки цилиндрических поверхностей деталей путем сообщения поступательного движения вращающейся заготойке между доводочнил и ведущим валками за счет наличия угла между ними .i Цель изобретения - обработка деталей с буртиками и повышение точности обработки. Указанная цель достигается тем, что одному из валков принудительно со общают знакопеременные возвратно-угловые движения вокруг оси, перпендикулярной плоскости, проходящей через оси валков, причем возвратно-угловые движения упомянутому валку сообщают, начиная от нулевого значения при параллельном расположении обоих валков до плюсового значения угла в одну сторону, и в обратную сторону - до минусового значения угла, при этом при каждой смене знака угла валок проходит через нулевое значение угла На чертеже схематично изображено устройство, реализующее предлагаемый способ. Доводочный валок 1 получает вращательное движение. Ведущий валок 2, кроме вращательного/ получает дополнительно знакопеременные возвратноугловые движения на величину 2о. В процессе обработки заготовка 3 получает возвратно-поступательные перемещения вдоль оси за счет наличия угла между осями валков. Перемещение заготовки 3 вдоль оси в том или ином направлении определяется расположением, ведущего валка 2 относительно доводочного валка 1. В случае, если ведущий валок расположен относительно доводочного валка с наличием угла (+о), заготовка перемоцается вправо. Если ведущий валок расположен с наличием угла (-об) , заготовка перемещается влево. Таким образом, осуществляется обработка заготовки без помехи выступающего буртика 4. Длина рабочей поверхности валков примерно равна длине обрабатываемой поверхности заготовки. При выборе длины рабочей поверхности валков необходимо, чтобы имело место наличие перебегов концов обрабатываемой поверхности заготовки за пределы рабочей поверхности валков в ту и другую сторону. Соблюдение этого условия обеспечивает равномерный износ рабочей поверхности валков по всей длине.
Ось поворота ведущего валка может быть расположена в любом месте. Оптимальный вариант расположения оси поворота ведущего валка тогда,когда ось поворота лежит в плоскости, проходящей через ось вращения ведущего валка и проходит через середину длины его рабочей поверхности.
Линейная скорость крайних точек рабочей поверхности валка от возв затно-угловых движений соизмерима с максимальной линейной скоростью перемещения заготовки вдоль оси.
Таким образом, предлагаемый способ позволяет обрабатывать детали с буртами и повысить точность обработки .
Формула изобретения Способ бесцентровой доводки наружных цилиндрических поверхностей деталей путем сообщения поступательного движения вращающейся заготовке между доводочным и ведущим валками за счет наличия угла между ними, отличающийся тем, что, с целью обработки деталей с буртиками, Одному из валков принудительно сообщают знакопеременные возвратно-угловые движения вокруг оси, перпендикулярной плоскости, проходящей через оси валков, причем возвратно-угловые движения упомянутому валку сообщают, начиная от нулевого значения при параллельном расположении обоих валков до плюсового значения угла в одну сторону, и в обратную сторону - до минусового значения угла, при этом при каждой смене знака угла валок проходит через нулевое значение угла.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 282081, кл. В 24 В 5/22, 1963. 4 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентровойОбРАбОТКи | 1979 |
|
SU848294A1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ДОВОДКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ПРИБОРНЫХ | 1969 |
|
SU237629A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Бесцентрово-доводочный станок | 1984 |
|
SU1171289A1 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| ТЕХНИЧЕСКАЙБИБЛИОТЕКА10 | 1969 |
|
SU252115A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Способ бесцентровой доводки | 1988 |
|
SU1609617A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
