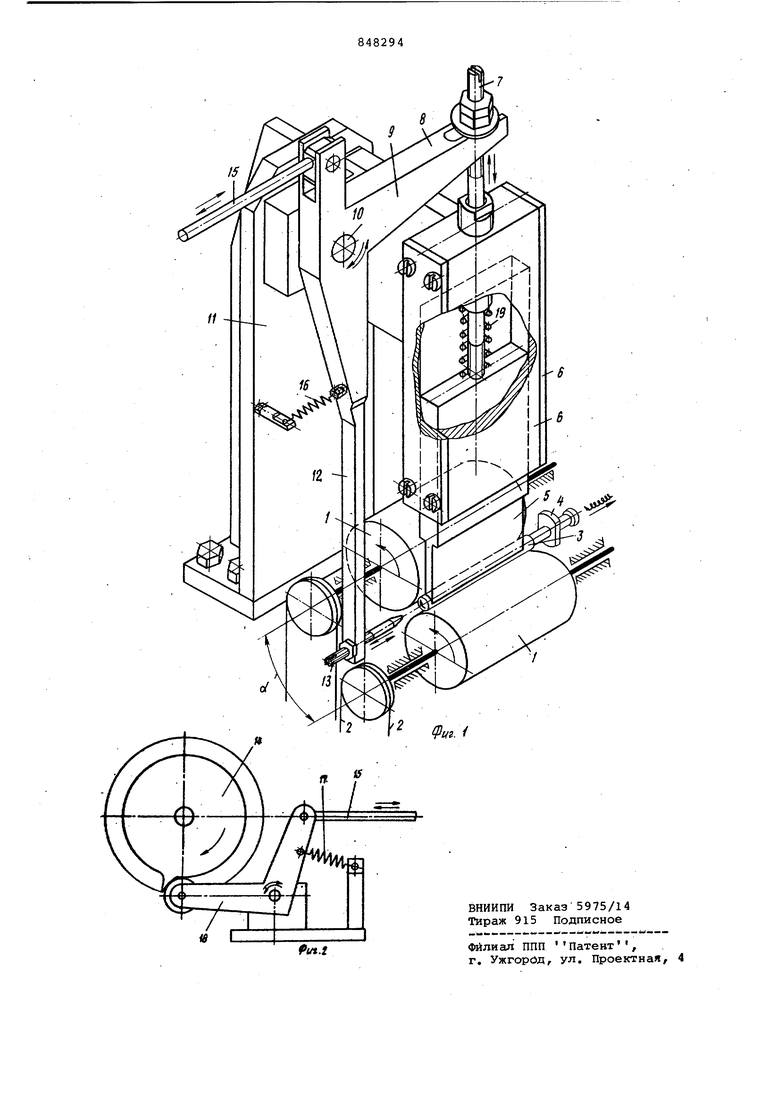
Изобретение относится к абразивной обработке и может быть использовано для доводки высокоточных цилиндрических поверхностей деталей топ ливной аппаратуры дизельных двигателей. Известно устройство для бесцентровой оболочки, содержащее смонтированные на станине доводочные валки,установленные под углом друг к- другу и нож . Однако это устройство обеспечивает возможность обработки только гладких деталей методом напроход. Цель изобретения - расширение тех нологических возможностей известного устройства, а именно обеспечение воз можности обработки деталей, имеющих буртик, поперечный размер которого больше, чем диаметр обрабатываемой поверхности. К таким деталям относят ся, например плунжер топливных насосов дизельных автотракторных двигате лей . Указанная цель достигается за сче того, что устройство снабжено механизмом периодического подъема ножа и быстрого перемещения вдоль оси обрабатываемой детали на определенную ве личину. Механизм выполнен в виде Г-ооразг, ного рычага, свободно смонтированного на оси, одно плечо которого пери-, одически взаимодействует с ножом, а второе - обрабатываемой деталью. Рычаг постоянно взаимосвязан с копиром привода. На фиг. 1 изображено устройство, общий вид, на фиг. 2 - привод подъема и опускания ножа. Устройство содержит доводочные валки 1, приводимые во вращение от клиноремённой передачи 2. Обрабатываемая деталь 3 с выступающим буртиком 4 прижимается к наружной поверхности доводочных валков с помощью подпружиненного плоского ножа 5, установленного в жестких направляющих б. Посредством тяги 7 нож свободно соединен с горизонтальным плечом 8 Г-образного рычага9. Рычаг смонтирован на оси 10 и кронштейне 11, который установлен на станине станка. В нижней части вертикального плеча 12 рычага установлен толкатель 13. Рычаг 9 постоянно взаимосвязан с копиром 14 привода посредством тяги 15, пружин 16 и 17 и рычага 18. Процесс обработки осуществляется следующим обрааом.
Обрабатываемая заготовка 3 устанавливается на вращающиеся валки 1 в крайнее правое положение (как показано на чертеже ), при этом подвижной нож 5 находится в приподнятом положении. Затем нож 5 опускается, происходит обработка - обрабатываемая заготовка 3 вращается, перемещается вдоль оси за счет наличия угла между валками 1.
Обрабатываемая заготовка перемещается вдоль оси в процессе обработки пока торец буртика 4 не дойдет 1,0...3,0 мм до торцов доводочных валков 1.
В это время Г-образный рычаг 9, взаимодействуя с копиром 14, резко повернется вокруг оси 10 против часовой стрелки. Горизонтальное плечо 8, взаимодействуя р тягой 7, преодолевая усилие пружины 19, поднимет нож 5 от обрабатываемой поверхности заготовки 3. Вертикальное плечо 12 с помощью толкателя 13 резко передвигает обрабатываемую заготовку вдоль оси в исходное положение. Затем Г-образный рычаг 9, взаимодействуя с копиром 14, и за счет пружин 16 и 17 поворачивается по часовой стрелке. При этом толкатель 13 уходит влево, а поджимной нож 5, опускаясь, контактирует с обрабатываемой деталью 3, прижимает ее к поверхностям доводочных валков 1. Процесс повторяется до тех пор, пока полностью не обработана деталь.
Длина рабочей поверхности доводочных валков 1 и поджимного ножа 5 примерно равна длине обрабатываемой поверхности заготовки. При выборе длины рабочей поверхности валков и ножа необходимо, чтобы имело место наличие перебегов концов обрабатываемой поверхности заготовки за пределы рабочей поверхности валков в ту и другую сторону. Соблюдение этого условия обеспечивает равномерный износ поверхности валков и ножа по всей длине.
Формула изобретения
Устройство для бесцентровой обработки, содержащее смонтированные на станине доводочные валки, установлен-, ныв под углом друг к другу, и нож, от ли ч ающее с я тем, что, с целью расширения технологических возможностей устройства, оно снабжено механизмом периодического подъема ножа и перемещения заготовки вдоль оси, выполненным в виде связанного с . приводом поворота и свободно расположеннЬго на закрепленной в станине
оси Г-образного рычага, одно плечо которого установлено с возможностью взаимодействия с ножом, а другое, несущее толкатель, предназначено для контакта с торцом заготовки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 35 № 282081, кл. В 24 В 5/22, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесцентровой доводкиНАРужНыХ цилиНдРичЕСКиХ пОВЕРХНО-СТЕй дЕТАлЕй | 1977 |
|
SU814663A1 |
| Бесцентрово-доводочный станок | 1984 |
|
SU1171289A1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ДОВОДКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ПРИБОРНЫХ | 1969 |
|
SU237629A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Способ шлифования и полирования деталей сложной конфигурации и устройство для его осуществления | 1991 |
|
SU1811470A3 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| ТЕХНИЧЕСКАЙБИБЛИОТЕКА10 | 1969 |
|
SU252115A1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |