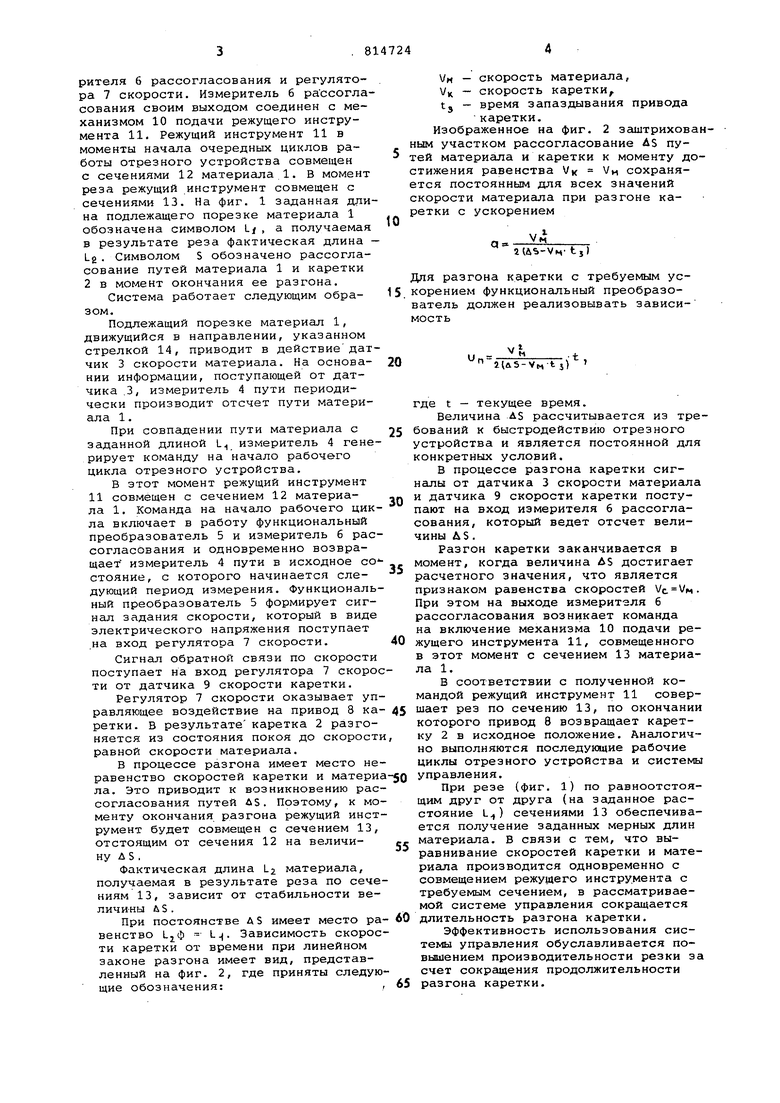
рителя 6 рассогласования и регулятора 7 скорости. Измеритель 6 рассогла сования своим выходом соединен с механизмом 10 подачи режущего инструмента 11. Режущий инструмент 11 в моменты начала очередных циклов работы отрезного устройства совмещен с сечениями 12 материала 1. В момент реза режущий инструмент совмещен с сечениями 13. На фиг. 1 заданная дли на подлежащего порезке материала 1 обозначена символом L/, а получаемая в результате реза фактическая длина Lg. Символом S обозначено рассогласование путей материала 1 и каретки 2 в момент окончания ее разгона. Система работает следующим образом. Подлежащий порезке материал 1, движущийся в направлении, указанном стрелкой 14, приводит в действиедат чик 3 скорости материала. На основаНИИ информации, поступающей от датчика ,3, измеритель 4 пути периодически производит отсчет пути материала 1. При совпадении пути материала с заданной длиной L измеритель 4 гене рирует команду на начало рабочего цикла отрезного устройства. В этот момент режущий инструмент 11 совмещен с сечением 12 материала 1. Команда на начало рабочего цик ла включает в работу функциональный преобразователь 5 и измеритель б рас согласования и одновременно возвращает измеритель 4 пути в исходное со стояние, с которого начинается следующий период измерения. Функциональ ный преобразователь 5 формирует сигнал задания скорости, который в виде электрического напряжения поступает на вход регулятора 7 скорости. Сигнал обратной связи по скорости поступает на вход регулятора 7 скоро ти от датчика 9 скорости каретки. Регулятор 7 скорости оказывает уп равляющее воздействие на привод 8 ка ретки. В результате каретка 2 разгоняется из состояния покоя до скорост равной скорости материала, В процессе разгона имеет место не равенство скоростей каретки и матери ла. Это приводит к возникновению рас согласования путей Д5. Поэтому, к мо менту окончания разгона режущий инст румент будет совмещен с сечением 13 отстоящим от сечения 12 на величину Д S . Фактическая длина L материала, получаемая в результате реза по сеч ниям 13, зависит от стабильности ве личи-ны Л5 . При постоянстве AS имеет место р венство LjO 1ц. Зависимость скоро ти каретки от времени при линейном законе разгона имеет вид, представленный на фиг. 2, где приняты следу щие обозначения: УМ - скорость материала, УК - скорость каретки tj - время запаздывания привода каретки. Изображенное на фиг. 2 заштрихованным участком рассогласование AS путей материала и каретки к моменту достижения равенства УК ц сохраняется постоянным для всех значений скорости материала при разгоне каретки с ускорением 114S-VM tj) Для разгона каретки с требуемым ускорением функционсшьный преобразователь должен реализовывать зависимостьHuS-VMtj) где t - текущее время. Величина AS рассчитывается из требований к быстродействию отрезного устройства и является постоянной для конкретных условий. В процессе разгона каретки сигналы от датчика 3 скорости материала и датчика 9 скорости каретки поступают на вход измерителя 6 рассогласования, который ведет отсчет величины &S. Разгон каретки заканчивается в момент, когда величина Д$ достигает расчетного значения, что является признаком равенства скоростей Ус. Ум. При этом на выходе измерителя 6 рассогласования возникает команда на включение механизма 10 подачи режущего инструмента 11, совмещенного в этот момент с сечением 13 материала 1. В соответствии с полученной командой режущий инструмент 11 совершает рез по сечению 13, по окончании которого привод 8 возвращает каретку 2 в исходное положение. Аналогично выполняются последующие рабочие циклы отрезного устройства и системы управления. При резе (фиг. 1) по равноотстоящим друг от друга (на заданное расстояние L.,) сечениями 13 обеспечивается получение заданных мерных длин материала. В связи с тем, что выравнивание скоростей каретки и материс1ла производится одновременно с совмещением режущего инструмента с требуемым сечением, в рассматриваемой системе управления сокращается длительность разгона каретки. Эффективность использования системы управления обуславливается повышением производительности резки за счет сокрсцдения продолжительности разгона каретки.
Формула изобретения
Система управления летучим отрезным устройством, содержгццая регулятор скорости, связанный с приводом каретки, на которой смонтирован механизм подачи режущего инструмента и измеритель рассогласования, соединенный с датчиками скорости материала и каретки, а также измеритель пути материала, соединенный с вькодом датчика скорости материала, отличающаяся тем, что, с целью повьвиения производительности, она снабжена функциональным преобразователем, входы которого соединены: один -с выходом измерителя пути материала, другой - с выходом датчика скорости материала, а выход подключен к входу регулятора скорости.
Источники информации, принятые во ьнимание при экспертизе
1. Патент Японии 46-22792, кл. 74 В. 191.2, 29.06.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической разбраковки проката | 1985 |
|
SU1324697A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для управления электроприводом летучих отрезных механизмов прокатных станов | 1975 |
|
SU531577A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Летучая пила для резки профилей на мерные длины | 1970 |
|
SU376998A1 |

