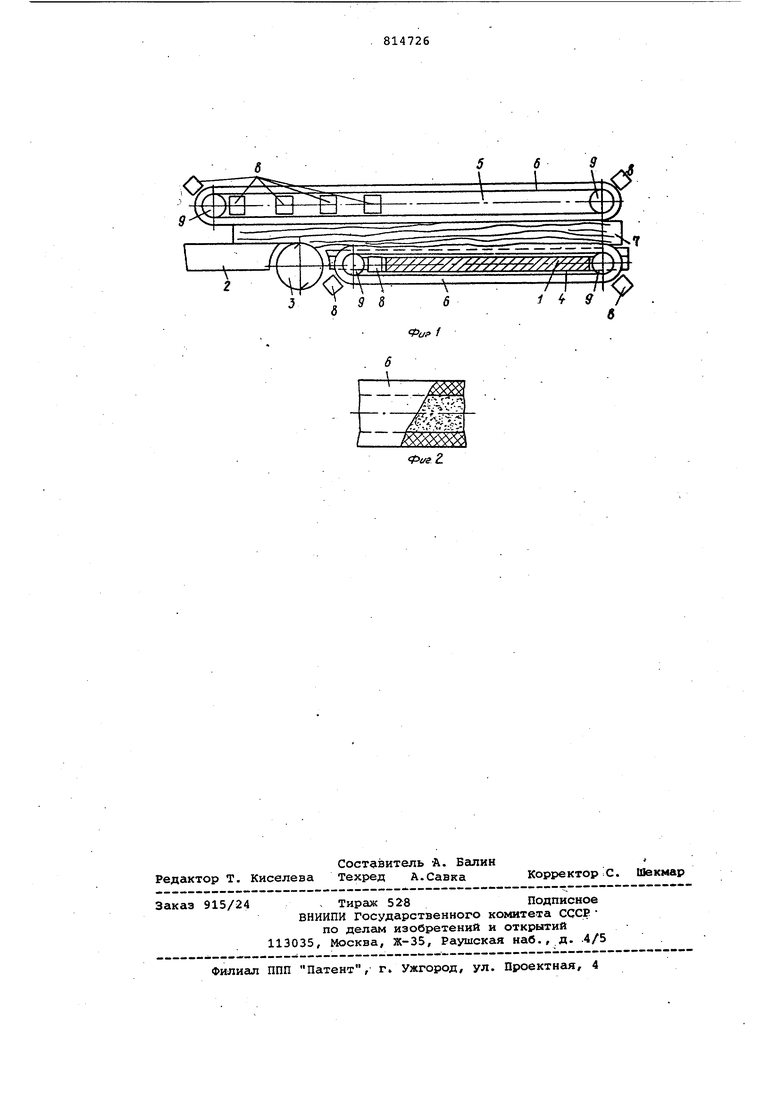
Изоеретение относится к деревообрабатывающему оборудованию, а именно к механизмам подачи и базирования продольно-фрезерных станков. Известна конструкция продольнофрезерного станка, у которого с цель исключения деформирования заготовок установочные поверхности выполнены с управляемой конфигурацией установочных элементов, что позволяет опереть базируемую поверхность во многих точках,близко расположенных друг от друга, благодаря этому практически исключается деформация изгиба tl3 Однако в этом станке затруднена ориентация заготовки параллельно установочной поверхности заднего стола. Это приводит к значительной клиновидности отфугованных деталей, и, как следствие, к повьяаению припуска на обработку для устранения этого дефекта. Известно также устройство для подачи и базирования заготовок к продольно-фрезерным станкам, включгиаЕцее расположенные друг над другом конвейеры с расположенными на приводных и натяжных шкивах в несколько рядов .гибкими тяговыми лентами 12. Однако в этом станке установочными элементами являются плоские поверхности столов станка и утапливаеколе в пазы переднего стола подпружиненные тяговые элементы нижнего конвейера. В результате силового замыкания, создаваемого подпружиненными тяговыми элементами конвейеров, (а точнее вследствие невозможности добиться одинаковости усилий зажима по длине контакта с заготовкой) покоробленные заготовки с односторонней кривизной на большой протяженности деформируются что приводит к ухудшению точности базирования деталей . Цель изобретения - повышение точности базирования обрабатываемых детгшей. Поставленная цель достигается тем, что тяговые ленты выполнены с полостями, которые заполнены дисперсной ферромагнитной жидкостью, а под рабочими ветвями лент нижнего конвейера и над рабочими ветвями лент верхнего конвейера установлены магниты. Кроме того поставленная цель достигается тем, что с внешней стороны натяжных и приводных шкивов также установлены магниты. На фиг. 1 изображено устройство да1Я подачи и базирования заготовок к продольно-фрезерным станкам; на фиг. 2. - тяговая лента, сечение. На фуговальном станке, имеющем передний стол 1, задний стол 2 и ножевой вал 3, смонтированы два кон вейерных механизма подачи - нижний jt верхний 5, расположенные над всшо и над Зс1дним столом 2. Рабочие ветв тяговых лент б нижнего конвейера по луутоплены в прюдольных пазах перед го стола 1. Полость 7 лент заполнен дисперсной ферромагнитной жидкостью Под рабочей ветвью лент б нижнего конвейера 4 и над рабочей ветвью лент 6 верхнего конвейера 5 установ лены магниты 8, которые также установлены с внешней стороны шкивов 9 конвейеров 4 и 5. Работа станка осуществляется сле дующим образом. Заготовка укладывается на передний стол 1 станка так, чтобы по шир не она была расположена симметрично по отношению к лентам б конвейеров и 5. Промежуток между верхним 5 и нижним 4 конвейерами должен быть та ким, чтобы при заданной толщине заготовок обеспечивалось необходимое тяговое усилие. Это производится подъемом и опусканием верхнего конвейера 5 (механизм вертикального пе ремещения на фиг. 1 не показан). До того, как заготовка подойдет к ноже вому валу 3 жесткость тяговых лент изготовленных, например, из резинотканевой трубки с дисперсной ферромагнитной жидкостью в полости 7, ми нимальная, обеспечивающая плотный контакт по верхней и нижней поверхностям заготовки. Причем при любой силе между верхним 5 и нижни 4 конвейерами, заготовка нижней баз рующей поверхностью касается устано вочноГ: поверхности переднего стола без деформации изгиба, которая вызы вала бы распрямление заготовки. Эти самым обеспечивается должная оптимальная ориентация заготовки на переднем столе 1. Как только заготовка окажется в зоне действия магнитов 8 магнитное поле, создаваемое постоянными магнитами или электромагнитами, устано ленными под рабочими ветвями лент 6 нижнего конвейера 4 Инад рабочими ветвями лент верхнего конвейера 5, заставляют дисперсную ферромагнитную жидкость в полости 7 перейти из вязкой фаза в твердую. Вследствиетого, что до перехода жидкости из вязкой фазы в твердую, ленты б как бы скопировали контактирующие с ними поверхности заготовки, то после перехода исключаются возможные отклонения траектории заготовки и ее деформация под действием сил резани и силового замыкания. Таким образом, рабочие ветви лент 6 нижнего конвейера 4 в зоне резания выполняют, одновременно с тяговой функцией, и функцию установочной поверхности станка, наряду с поверхностью переднего стола 1, по продольным пазам которого они перемещаются. Рабочие ветви лент б верхнего конвейера 5 также осуществляют подачу и при этрм обеспечивают силовое замыкание заготовки, исключающее возможность отрыва от установочных поверхностей столов 1 и 2 станка. Для обеспечения силового замыкания за режущим органом 3 и выталкивания заготовки из станка верхний конвейер выполнен длиннее переднего и так расположен,, чтобы вторая его половина была над задним столом 2. Магниты 8 располагают над рабочей ветвью лент верхнего конвейера по всей длине его задней части, так как это гарантирует стабильность подачи. Устройство позволяет повысить точность обработки за счет устранения деформации заготовок. Причем точность обработки при применении предлагаемого устройства определяется исключительно геометрической точностью изготовления станка и не зависит от кривизны и крыловатости заготовок, которые ориентированы относительно установочной поверхности любым образом, как вогнутостью к ней,так и выпуклостью.Одновременно с повышением точности базирования обеспечивается снятие минерального слоя древесины,в который вписывается конфигурация обрабатываемой поверхности заготовки. Формула изобретения 1.Устройство дляподачи и базирования заготовок к продольно-фрезерным станкам, включающее располозкенные друг над другом конвейеры с расположенными на приводных и натяжных шкивах в несколько рядов гибкими тяговыми лентами, отличающееся тем, что, с целью повышения точности базирования обрабатываемых деталей, тяговые ленты выполнены с полостями, которые заполнены дисперсной ферромагнитной жидкостью, а под рабочими ветвями лент нижнего конвейера и над рабочими ветвями лент верхнего конвейера установлены магниты. 2.Устройство по п. 1, отличающееся тем, что, с целью исключения проскальзывания лент на шкивах конвейеров, с внешней стороны натяжных и приводных шкивов также установлены магниты. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 352754, кл. В 27 С 1/02, 1971. 2.Манжос Ф.М. Дереворежущие станки. М., Лесная промышленность, изд-во 2-е перер., 1974, с. 180, рис. 70,3 (прототип).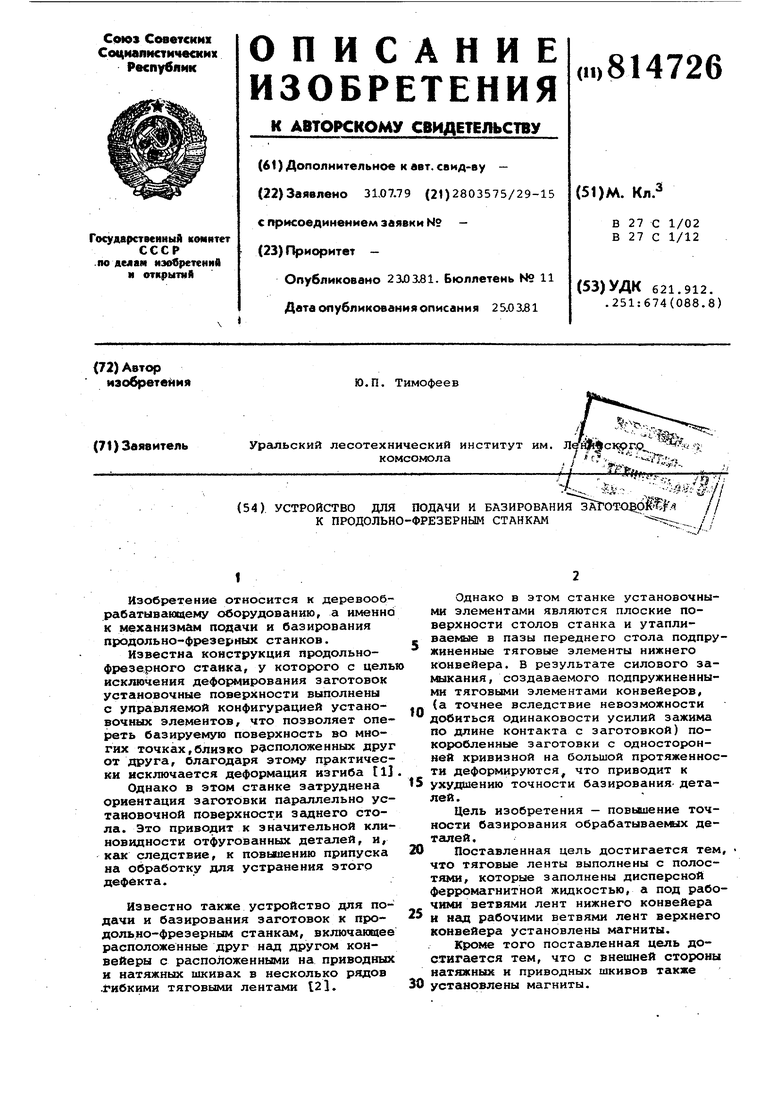

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и базирования заготовок к деревообрабатывающим станкам | 1980 |
|
SU939192A1 |
| Ленточный конвейер для доставки влажного мелкодисперсного ферромагнитного материала | 1990 |
|
SU1747354A1 |
| Шлифовальный станок | 1989 |
|
SU1689036A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| МНОГОПРИВОДНОЙ ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2011 |
|
RU2463236C1 |
| ШИПОРЕЗНЫЙ СТАНОК ДЛЯ ЯЩИЧНЫХ ПРЯМЫХ ШИПОВ | 2014 |
|
RU2554441C1 |
| КАНАТНО-ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2375284C1 |
| Пакеторазборщик пиломатериалов | 1988 |
|
SU1613415A1 |
| ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК | 1967 |
|
SU199372A1 |