(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ
ТРУБОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спаивания стекло-издЕлий | 1979 |
|
SU814909A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ СВАРКИ КОНУСА С ТУБУСОМ ЭЛЕКТРОННОЛУЧЕВОЙ ТРУБКИ | 1973 |
|
SU376330A1 |
| Автомат для изготовления тарелок ножек для электрических источников света | 1986 |
|
SU1453478A1 |
| Установка для остекления металлических выводов | 1977 |
|
SU734156A1 |
| Станок для резки непрерывно движущейся стеклянной трубки | 1986 |
|
SU1399279A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Машина для заврки ламп-фар | 1975 |
|
SU589647A1 |
| Автомат для сортировки стеклянных трубок | 1990 |
|
SU1798018A1 |
Изобретение относится к промышленности стройматериалов, в частности к производству стеклянных изделий из трубчатой заготовки, и может быть использовано при изготовлении стеклодеталей с круговыми гофрами в стеклянной и электровакуумной прокьиаленностй.
Наиболее близким по технической сущности к предлагаемому является устройство для обработки стеклянных трубок, содержащее станину, карусель шпиндели с зажимами, центрирующую оправку и горелки. Устройство снабжено механизмом формования стеклянной трубки по наружному контуру (1,
Однако известное устройство сложно KOrfCTpyKTHBHO.
В электровакуумной промышленности во многих.случаях необходимо формование деталей из стеклотрубки с обеспечением внутренних размеров и соосности элементов трубки перед и после зоны формования. Это не обеспечивается механизмом формования по наружному контуру.
Цель изобретения - образование оливы на трубке и обеспечение заданных внутренних размеров и соосности элементов трубки.
Указанная цель достигается тем, что а устройстве для обработки стеклянных трубок, содержавшем станину, карусель, шпиндели с зажимами, центрирукилую оправку и горелки, станина снабжена роликом, установленным с возможностью перемещения по вертикали
центрирующая оправка выполнена
- 1--- ««fr«bB« «.« ЫНАК дп ПП
в виде подпружиненного толкателя с
o калибрующим пальцем, а каждый зажим шпинделя выполнен подпружиненным шариковым.
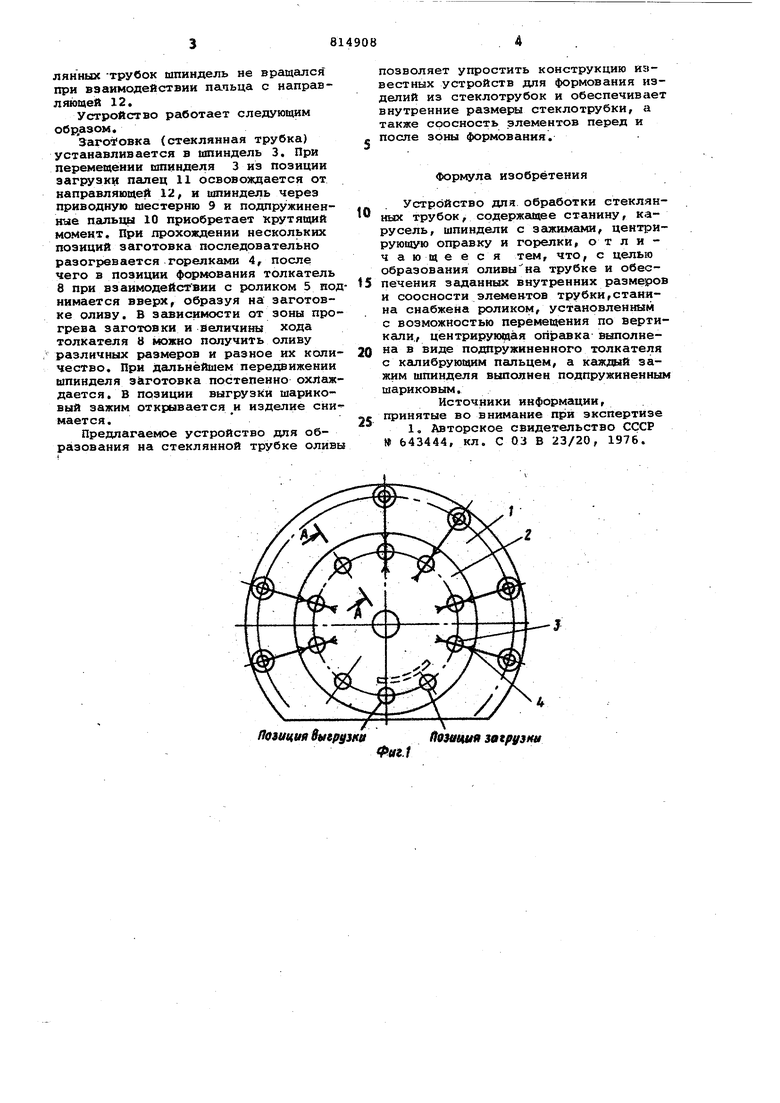
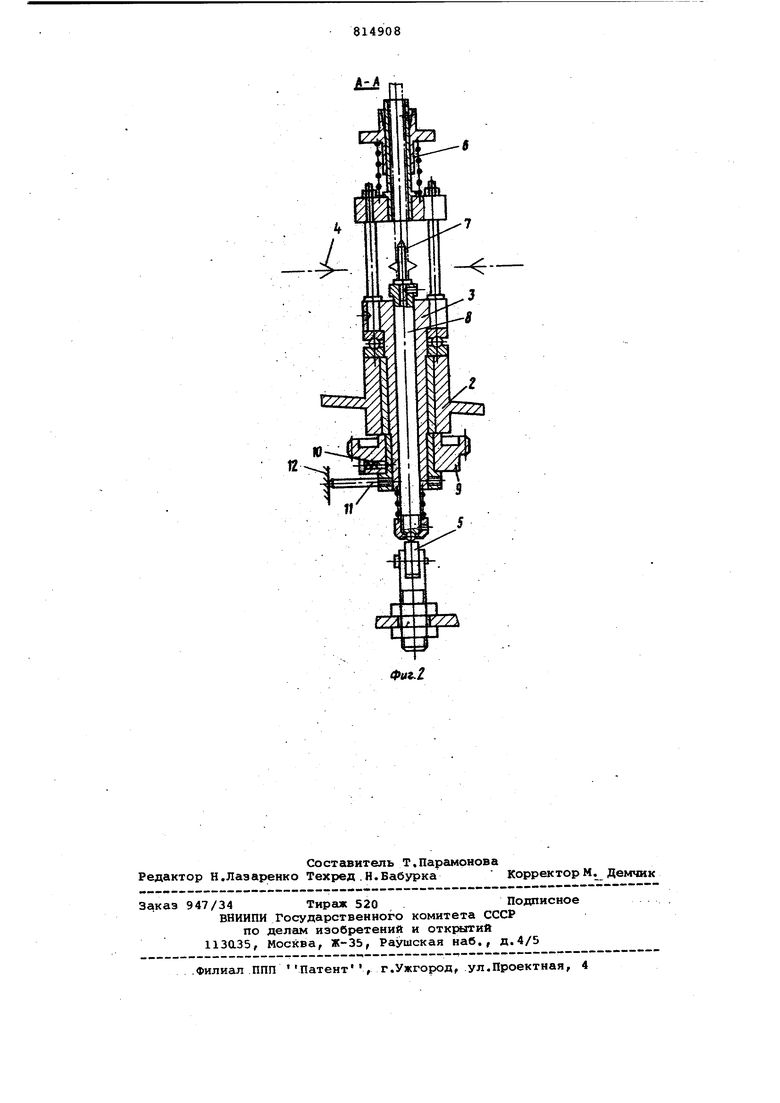
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на
S фиг.1.
Устройство состоит из станины 1, в которой смонтирован привод с мальтийским механизмом, карусели 2 со шпинделями 3, На станине смонтированы подводящие трубопроводы с горелками 4 и роликом 5, регулируемым по высоте. Кроме того, устройство содержит шпиндель 3 с шариковым подпружиненным зажимом 6 и направляющим
5 быстросменным пальцем 7, который закреплен на подпружиненном толкателе 8. Приводная шестерня 9 шпинделя снабжена подпружиненными пальцами 10, а также пальцем Не тем, чтобы
0 в позициях загрузки и выгрузки стеклявных -трубок шпиндель не вращался при взаимодействии папьца с направляющей 12.
Устройство работает следующим обр.азом.
Заголовка (стеклянная трубка) устанавливается в шпиндель 3, При перемещении шпинделя 3 из позиции загрузк палец 11 освовождается от направляющей 12 и шпиндель через приводную шестерню 9 и подпружиненные пальщл 10 приобретает крутящий момент. При прохождении нескольких позиций заготовка последовательно разогревается горелками 4, после чего в позиции формования толкатель 8 при взаимодействии с роликом 5 поднимается вверх, образуя на заготовке оливу. В Зсшисимости от зоны прогрева заготовки и величины хода толкателя В можно получить оливу различных размеров и разное их количество. При дальнейшем передвижении шпинделя зё1ГОтовка постепенно охлаждается. В позиции выгрузки шариковый зажим открывается и изделие снимается.
Предлагае( устройство для образования на стеклянной трубке оливы
Позиция быбрузкиЙ93ащ1Я заг/гузна
позволяет упростить конструкцию известных устройств для формования изделий из стеклотрубок и обеспечивает внутренние размеры стеклотрубки, а также соосность элементов перед и после зоны формования.
Формула изобретения
Устройство для обработки стеклянных трубок, содержащее станину, карусель, шпиндели с зажимамиf центрирующую оправку и горелки, о т л и образования оливы на трубке и обеспечения заданных внутренних размеров и соосности элементов трубки,станина снабжена роликом, установленны 4 с возможностью перемещения по вертикали., центрирующая оправка выполнена в виде подпружиненного толкателя с калибрующим пальцем, а каж;фзй зажим шпинделя выполнен подпружиненным шариковым.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 643444, кл. С 03 В 23/20, 1976.
Фаг.1
12
