.ется толщина цинкового покрытия, как блее мягкого по сравнению со стальной полосой. При утолщении полосы соответственно уменьшается толщина покрытия, при уменьшении толщины полосы - сминание выпуклых дефектов неполное чтЬ приводит к снижению сортности или вообще к браку оцинкованной полосы.
Другим недостатком этого устройства является то, что в каждом случае изменения толщины полосы или толщины покрытия необходима точная регулировка расстояния между рабочими поверхностями валков. Эта операция весьма трудоемка и занимает много времени, в течение которого вынуждена простаивать и линия горячего цинкования.
КромеТОГО, конструктивная сложность, необходимость изготовления его по высокому классу точности естественно удорожают конструкцию устройства.
Цель изобретения - повышение качества оцинкованного листа при изменении его толщины.
Поставленная цель достигается тем, что в устройстве для устранени выпуклых дефектов на поверхности оцинкованной полосы, содержащем валки, установленные в блоках подшиников, а оси валков расположены в .одной плоскости и механизм изменения взаимного положения валков, подшипники одного из валков установлены с возможностью перемещения в плоскости, проходящей через оси обоих валков, а механизм изменения взаимного положения валков выполнен в виде независимых нажимных механизмов с регулируемым постоянным усилием для каждого подвижного подшипника. Механизм изменения взаимного положения валков может быть выполнен в виде двуплечих рычагов с премещаемыми противовесами, позволяющих изменить взаимное положение ваков автоматически и в строгом соответствии с изменением толщины полос или в виде пjэyжины сжатия.
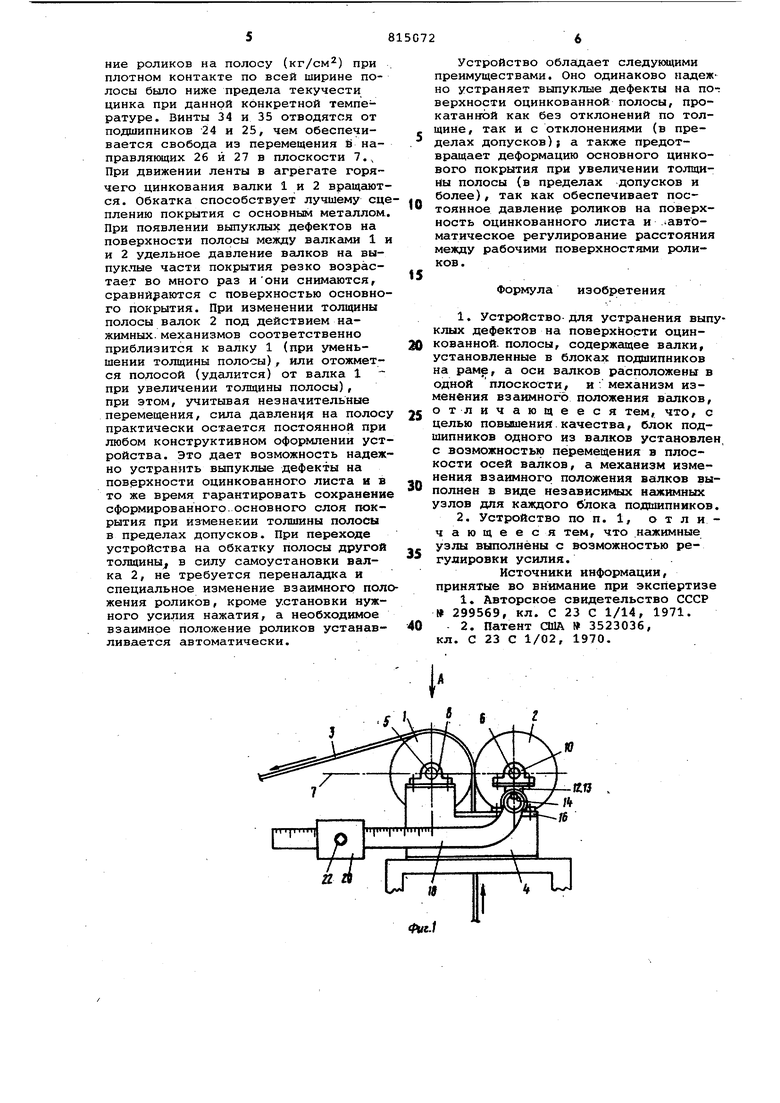
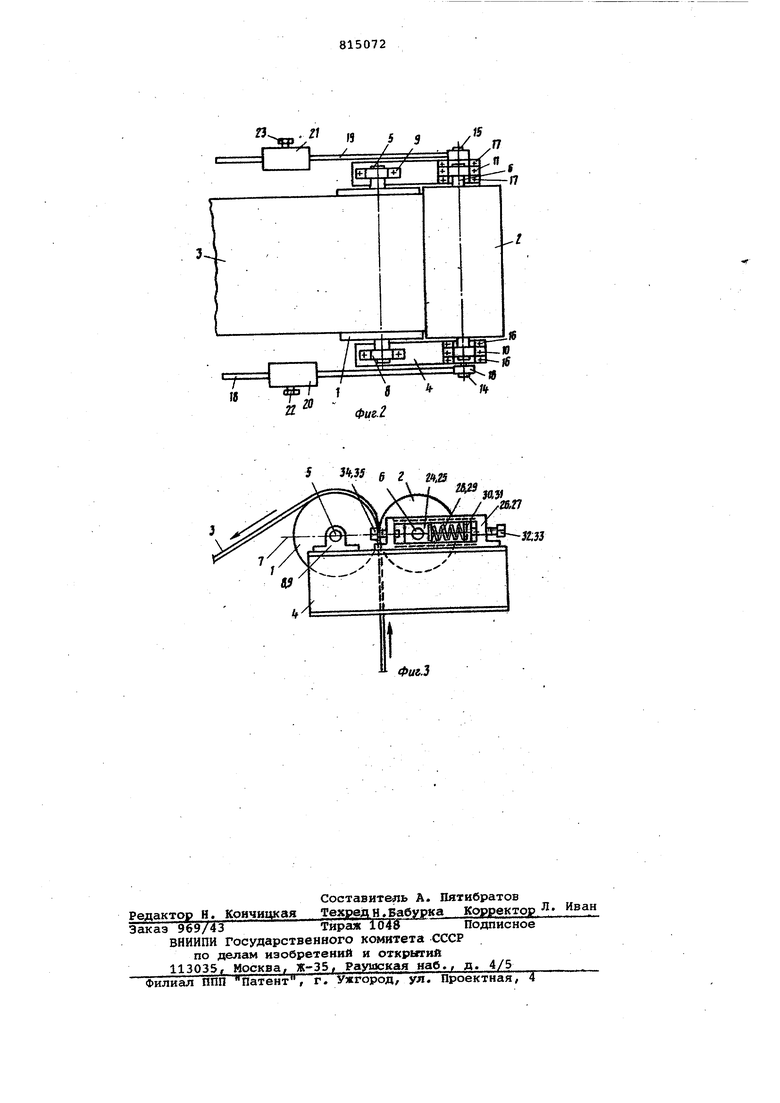
На фиг. 1 схематически представлено предлагаемое устройство, вид сбоку, на фиг. 2 - вид А на фиг. Ij на фиг. 3 - то же, вид сбоку (вариант 2)
Устройство содержит два валка 1 и 2, между которыми проходит оцинкованная полоса 3 после выхода ее из цинковой ванны (на чертеже не показана) агрегата горячего цинкования, установлены на стационарной раме 4. При этом оси 5 и 6 роликов расположены в одной плоскости 7 и установлены в блоках подшипников 8, 9 10 и 11. Подшипники 8 и 9 валка 1 установлены на стационарной раме 4 неподвижно/ а подшипники 10 и 11 валка 2 установлены на стойках
12 и 13, неподвижно укрепленных на осях 14 и 15. Оси 14 и 15 укреплены на стационарной раме 4 в подшипниках 16 и 17. На осях 14 и 15 укреплены также неподвижно рычаги 18 и 19, на которых смонтированы противовесы 20 и 21 с возможностью их перемещения вдоль рычагов и закрепления в нужном положении С помощью установочных винтов 22 и 23. Стойка 12 и рычаг 18 неподвижно укрепленные на оси 14, а также стойка 13 и рычаг 19, неподвижно укрепленные на оси 15 составляют две двуплечие системы с шарнирным укреплением на стационарной раме в подшипнках 16 и 17, обеспечивают свободу перемещения подшипников 10 и 11 в плоскости 7 и вместе с противовeccuvlи 20 и 21 образуют два независимых друг от друга нажимных механима для подшипников 10 и 11. Независимая свобода перемещения подишпников 10 и 11 в плоскости 7, взаимная независимость нажимнЕЛХ механизмов для каждого подвижного подшипника 10 и 11 в отдельности позволяют валку 2 самоустанавливаться относительно неподвижного валка 1 в зависимости от изменения толщины полосы на различных ее участках. Таким образом, нажимные механизмы данной конструкции являются одновременно и мег ханизмом изменения взаимного положения роликов автоматического действия в зависимости от изменения толщины полосы.
Во втором варианте конструктивного выполнения устройства (см. фиг. 3 подшипники 24 и 25, установлены в направляющих 26 и 27, размещенных с двух сторон валка 2, а нажимной механизм выполнен в виде пружин сжатия 28 и 29, опирающихся на подшипники 24 и 25 к на .опорные шайбы 30 и 31. Сила затяжки пружин регулируется винтами32 и 33. Винты 34 и 35 используются для отвода валка 2 от валка 1 при заводке между ними полосы 3.
Эта конструкция нажимных механизмов также обеспечивает свободу перемещения подашпников 24 и 25 в плоскости 7 и независимое их действие а следовательно, обеспечивает самоустановку валка 2 относительно неподвижного валка 1, в зависимости от изменяющейся толшины полосы, одновременно является механизмом изменения взаимного положения роликов автоматического действия,
Устройство работает следующим образом.
Перемещением противовесов 20 и 21 или, при другом исполнении, с помощью винтов 32 и 33 устанавливают необходимое усилие давления валков 1 и 2 на полосу 3, которое выбирается таким образом, чтобы удельное давление роликов на полосу (кг/см) при плотном контакте по всей ширине полосы было ниже предела текучести цинка при данной конкретной температуре, винты 34 и 35 отводятся от подшипников 24 и 25, чем обеспечивается свобода из перемещения S направляющих 26 и 27 в плоскости 7., При движении ленты в агрегате горячего цинкования валки 1 и 2 вращаются. Обкатка способствует лучшему сцеплению покрытия с основным металлом.. При появлении выпуклых дефектов на поверхности полосы между валками 1 и и 2 удельное давление валков на выпуклые части покрытия резко возрастает во много раз иони снимаются, сравниваются с поверхностью основного покрытия. При изменении толщины полосы валок 2 под действием нажимных, механизмов соответственно приблизится к валку 1 (при уменьшении толщины полосы), или отожмется полосой (удалится) от валка 1 при увеличении толщины полосы), при этом, учитывая незначительные перемещения, сила давления на полосу практически остается постоянной при любом конструктивном оформлении устройства. Это дает возможность надежно устранить выпуклые дефекты на поверхности оцинкованного листа и в то же время гарантировать сохранеиие сформированного.основного слоя покрытия при изменении толшины полосы в пределах допусков. При переходе устройства на обкатку полосы другой толщины в силу самоустановки валка 2, не требуется переналадка и специальное изменение взаимного положения роликов, кроме установки нужного усилия нажатия, а необходимое взаимное положение роликов устанавливается автоматически.
Устройство обладает следующими преимуществами. Оно одинаково надежно устраняет выпуклые дефекты на поверхности оцинкованной полосы, прокатанной как без отклонений по толщине, так и с отклонениями (в пределах допусков); а также предотвращает деформацию основного цинкового покрытия при увеличении толщины полосы (в пределах допусков и более), так как обеспечивает пос0тоянное давление роликов на поверхность оцинкованного листа и автоматическое регулирование расстояния между рабочими поверхностями роликов.
5
Формула изобретения
1.Устройство для устранения выпуклых дефектов на поверхности оцин0кованной, полосы, содержащее валки, установленные в блоках подшипников на рам, а оси валков расположены в одной плоскости, и механизм изменения взаимног о положения валков, отличающееся тем, что, с
5 целью повышения.качества, блок подшипников одного из валков установлен, с возможностью перемещения в плоскости осей валков, а механизм изменения взаимного положения валков вы0полнен в виде независимых нажимных узлов для каждого блока подшипников.
2.Устройство по п. 1, отличающееся тем, что нажимные узлы выполнены с возможностью ре5гулировки усилия.
Источники информации, приняфые во внимание при экспертизе
1.Авторское свидетельство СССР 299569, кл. С 23 С 1/14, 1971.
0
2.Патент США 3523036, кл. С 23 С 1/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для устранения выпуклых дефектов на поверхности оцинкованной полосы | 1980 |
|
SU929737A2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| МНОГОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 2009 |
|
RU2518828C2 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ обработки покрытий | 1977 |
|
SU908933A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
U / II. U
«Й/г./
tJ-,. Z1
5 Щ5 s 2
,1S
tn
Фм.Ь
