(54) УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ВЫПУКЛЬХ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ОЦИНКОВАННОЙ
I
Изобретение относится к устройствам для устранения дефектов в виде вьшуклостей на поверхности оцинкованного листа, в частности для устранения выпуклых дефектов покрытия методом обкатки.
По основному авт. св. № 815072 известно устройство для устранения выпуклых дефектов на поверхности оцинкованной полосы, содержащее два валка, установленные в блоках подшипников на раме, причем оси валков расположены в одной плоскости, блок подшипников одного из валков установлен с возможностью перемещения в плоскости осей валков, механизм изменения взаимного положения валков, выполненный в виде независимых нажимных узлов для каждого блока подшипников, при этом нажимные узлы выполнены с возможностью регулировки усилия.
Однако при прохождении оцинкованной полосы между валками прямые-образующие цилиндрической поверхности валков ПОЛОСЫ , I
и поверхность цинкового покрытия из-за его отклонений по толщине (в пределах допусков) на отдельных участках не совпадают, а контактируют лишь в нескольких точках по ширине полосы. Это является причиной того, что, с одной стороны, удельное давление в точках контакта пре вышает значение предела текучести цинка и происходит сминание сформированного слоя покрытия и нарушение структуры морозного рисунка поверхности покрытия, которое выражается в виде Л эерывистых или извилистых узких полосследов, ухудшающих товарный вид покрытия. Это же является причиной налипания цинка на поверхность валков, что в свою, очередь ведет к дальнейшему ухудшению качества поверхности покрытия. С другой стороны, выпуклые дефекты на покрытии, расположенные на более тонких участках покрытия, сминаются недостаточно.
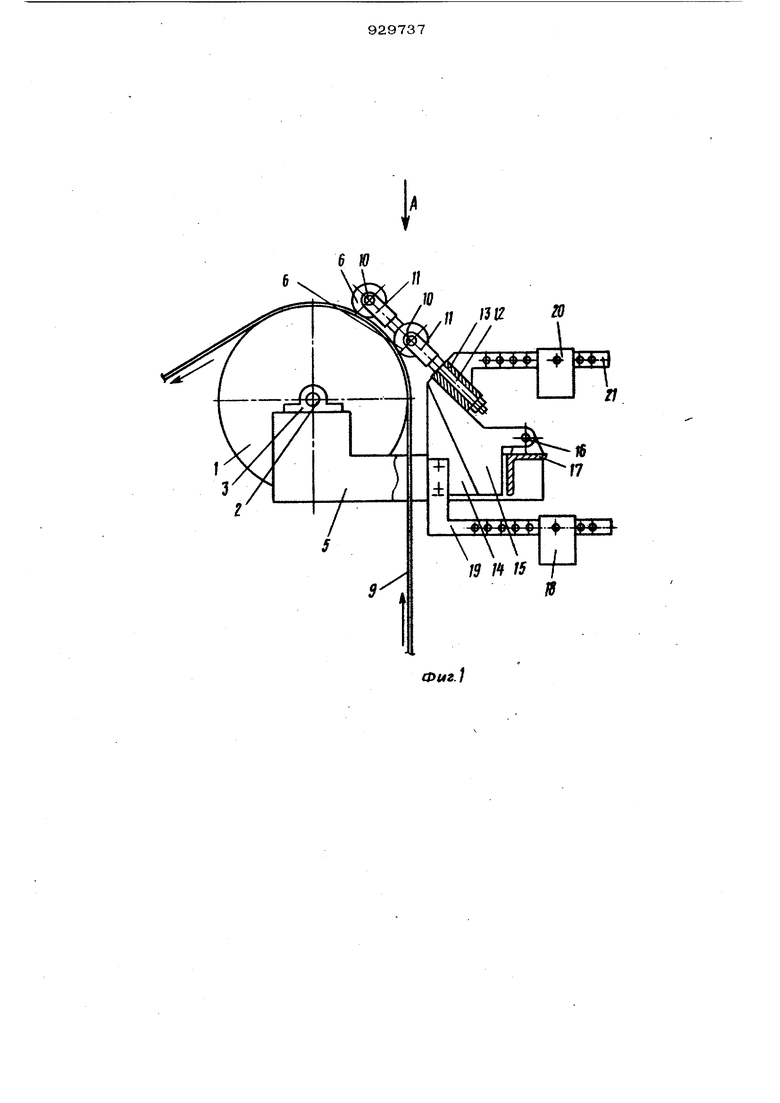
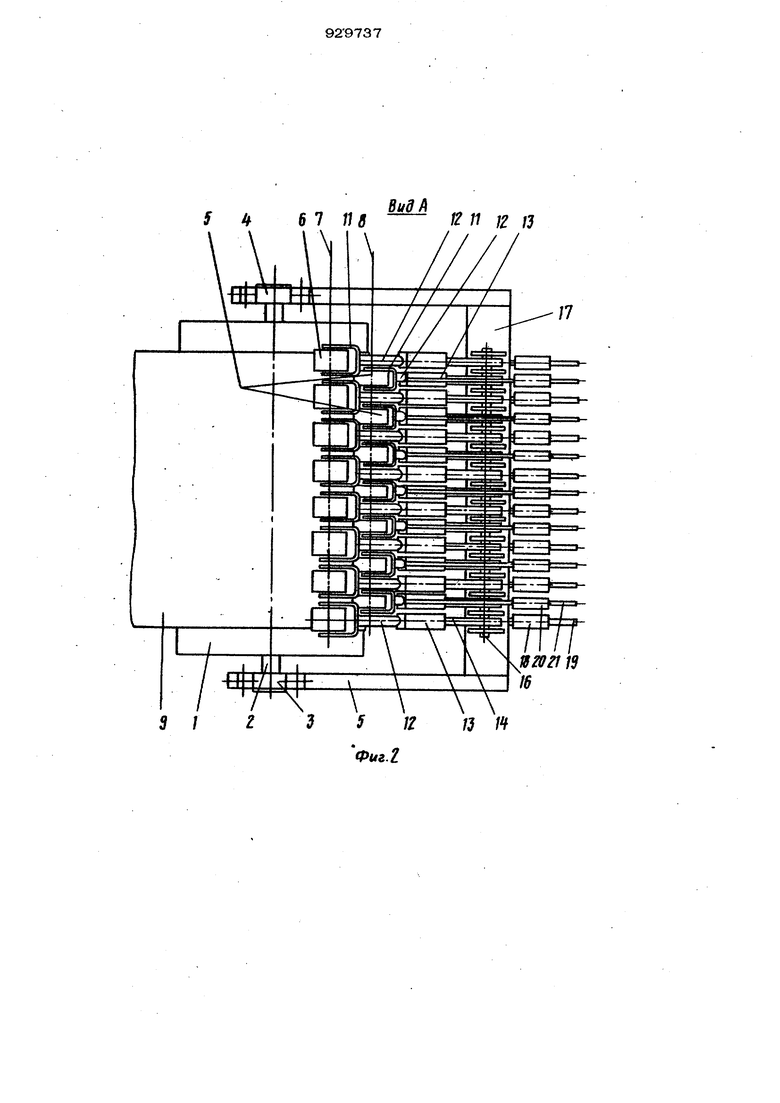
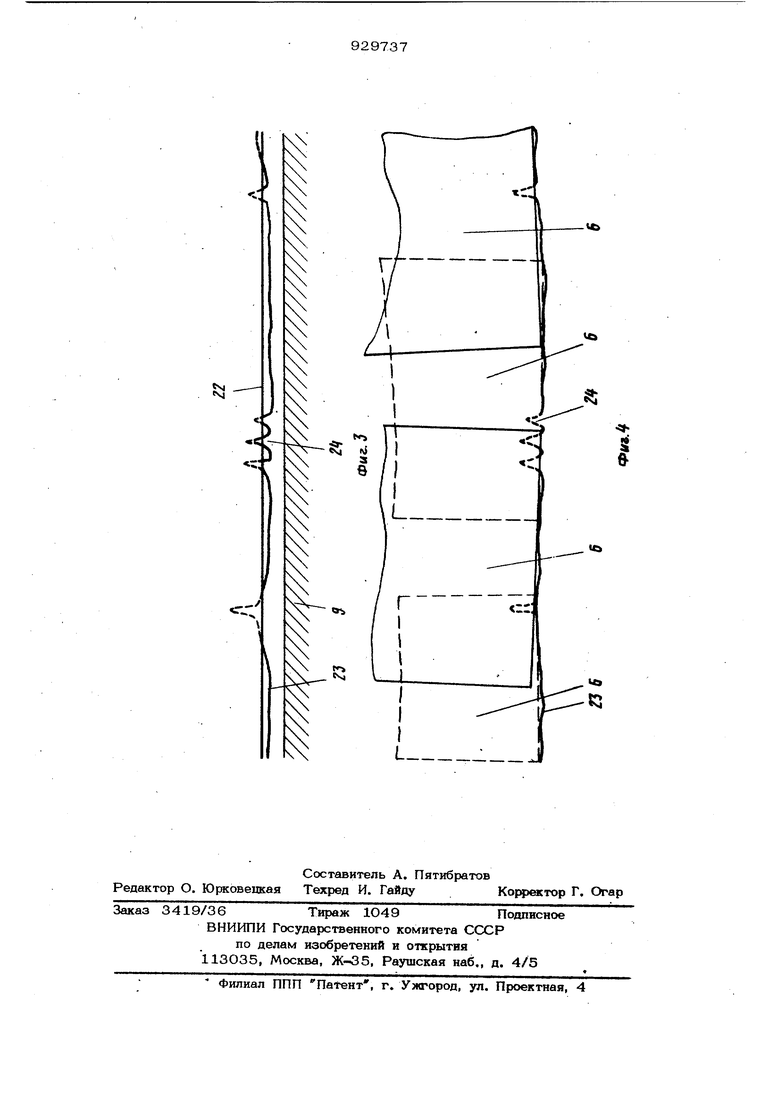
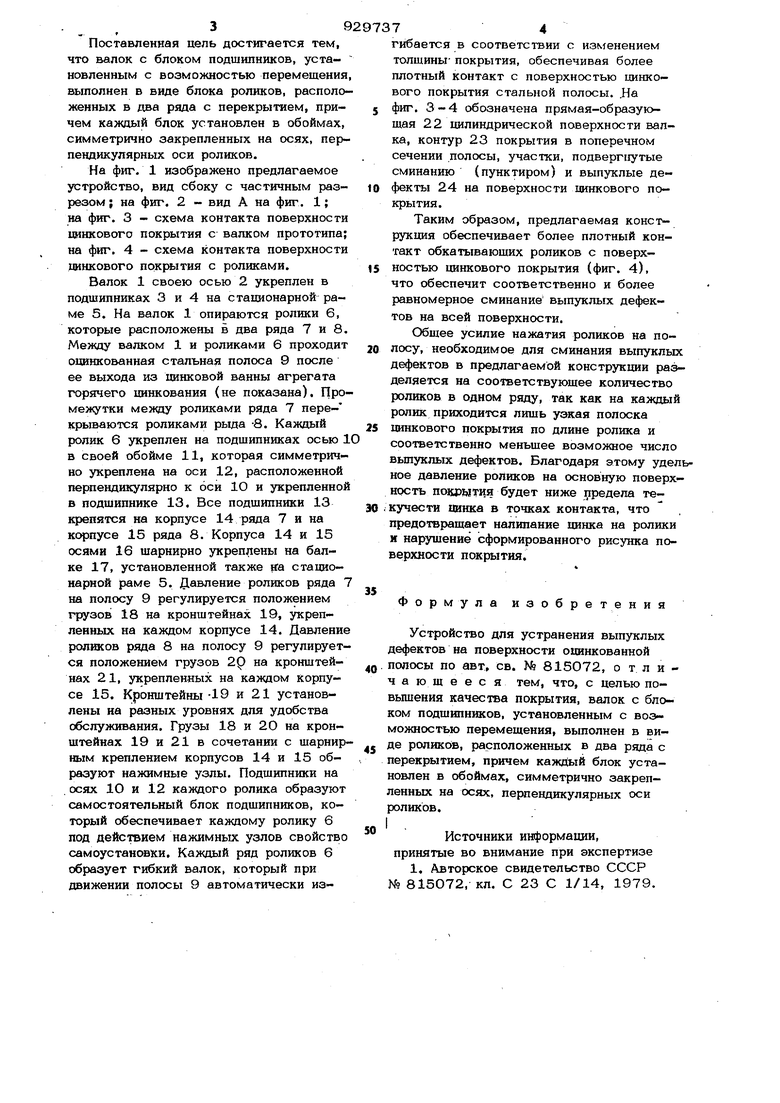
Цель изобретения - повышение качества покрытия. Поставленная цель достигается тем, что валок с блоком подшипников, установленным с возможностью перемещения выполнен в виде блока роликов, расположенных в два ряда с перекрытием, причем каждый блок установлен в обоймах, симметрично закрепленных на осях, перпендикулярных оси роликов. На фиг. 1 изображено предлагаемое устройство, вид сбоку с частичным разрезом; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема контакта поверхности цинкового покрытия с валком прототипа; на фиг. 4 - схема контакта поверхности цинкового покрытия с роликами. Валок 1 своею осью 2 укреплен в подшипниках 3 и 4 на стационарной раме 5. На валок 1 опираются ролики 6, которые расположены в два ряда 7 и 8. Между валком 1 и роликами 6 проходит оцинкованная стальная полоса 9 после ее выхода из цинковой ванны агрегата горячего цинкования (не показана). Промежутки между роликами ряда 7 перекрываются роликами рыда -8. Каждый ролик б укреплен на подшипниках осью 1 в своей обойме 11, которая симметрично укреплена на оси 12, расположенной перпендикулярно к оси 1О и укрепленной в подшипнике 13. Все подшипники 13 крепятся на корпусе 14 ряда 7 и на корпусе 15 ряда 8. Корпуса 14 и 15 осями 16 шарнирно укреплены на балке 17, установленной также ка стационарной раме 5. Давление роликов ряда 7 на полосу 9 регулируется положением грузов 18 на кронштейнах 19, укрепленных на каждом корпусе 14. Давление ролшсов ряда 8 на полосу 9 регулируется положением грузов 2р на кронштейнах 21, укрепленных на каждом корпусе 15. Кронштейны-19 и 21 установлены на разных уровнях для удобства обслуживания. Грузы 18 и 20 на кронштейнах 19 и 21 в сочетании с шарнирным креплением корпусов 14 и 15 образуют нажимные узлы. Подшипники на осях 1О и 12 каждого ролика образуют самостоятельный блок подшипников, который обеспечивает каждому ролику 6 под действием нажимных узлов свойство самоустановки. Каждый ряд роликов 6 образует гибкий валок, который при движении полосы 9 автоматически изгибается в соответствии с изменением толщины- покрытия, обеспечивая более плотный контакт с поверхностью цинкового покрытия стальной полосы. .На фиг. 3-4 обозначена прямая-образующая 22 цилиндрической поверхности валка, контур 23 покрытия в поперечном сечении полосы, участки, подвергнутые сминанию (пунктиром) и выпуклые дефекты 24 на поверхности цинкового покрытия. Таким образом, предлагаемая конструкция обеспечивает более плотный контакт обкатывающих роликов с поверхностью цинкового покрытия (фиг. 4), что обеспечит соответственно и более равномерное сминание выпуклых дефектов на всей поверхности. Общее усилие нажатия роликов на полосу, необходимое для сминания выпуклых дефектов в предлагаемой конструкции разделяется на соответствующее количество роликов в одном ряду, так как на каждый ролик приходится лишь уакая полоска цинкового покрытия по длине ролика и соответственно меньшее возможное число вьшуклых дефектов. Благодаря этому удельное давление роЛиков на основную поверхность ПОКРЫТИЯ будет ниже предела текучести цинка в точках контакта, что предотвращает налипание цинка на ролики и нарушение сформированного рисунка поверхности покрытия. Формула изобретения Устройство для устранения выпуклых дефектов на поверхности оцинкованной полосы по авт, св. № 815072, отличающееся тем, что, с целью повышения качества покрытия, валок с блоком подшипников, установленным с возможностью перемещения, выполнен в виде роликов, расположенных в два ряаа с перекрытием, причем каждый блок установлен в обоймах, симметрично закрепленных на осях, перпендикулярных оси роликов. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 815072, кл. С 23 С 1/14, 1979. 67 /М /2 /J
Вид 1
/7
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для устранения выпуклыхдЕфЕКТОВ HA пОВЕРХНОСТи ОциНКОВАННОйпОлОСы | 1979 |
|
SU815072A1 |
| Способ производства оцинкованной полосы | 2024 |
|
RU2834797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| Устройство для регулирования формы тонколистового проката | 1981 |
|
SU997881A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2350410C1 |
| Способ производства оцинкованной полосы | 2024 |
|
RU2841426C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПОГРУЖНОГО ОБОРУДОВАНИЯ ВАННЫ ГОРЯЧЕГО ОЦИНКОВАНИЯ | 2002 |
|
RU2223344C2 |
| Способ обработки покрытий | 1977 |
|
SU908933A1 |