Предметам изобретения яв.ляется метод закалки концов тонких деTa.neii и приспособленле для осушествления этого метода.
Известные метод и пр}1способление для чсст чно11 закалки зуба карды не обеспечивают его равнсмепноГ i; строго определенной закалки ло высоте.
В предлагаемом методе ьтот нед1)статок устранен тем. что после liarpeBa предназначенную для закалки часть детали погружают в капиллярный слой охлаждающей жидкости.
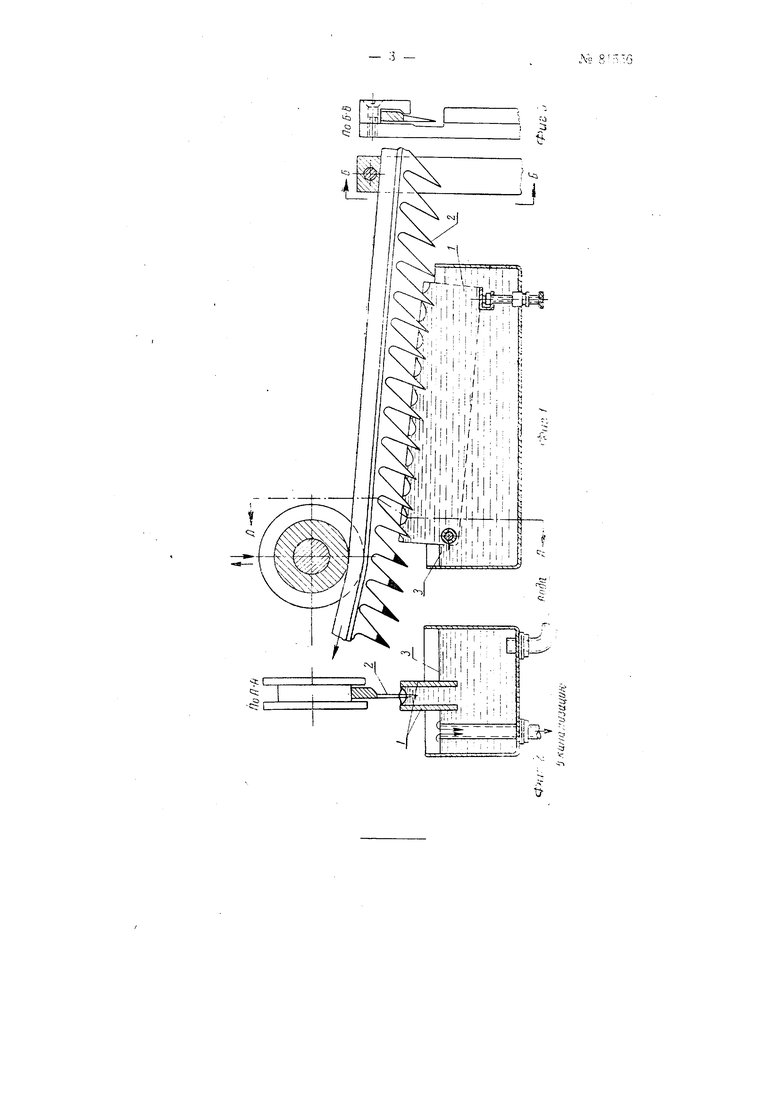
На фиг. 1 схематически 13ображеьо пр11споссбление для охлажде ;ия при закалке концов з- бьев жесткой цельнометаллической карды; на . 2-разрез по --1.4 на фиг. i: из (риг. 3-разрез по ББ на фиг. 1.
Г1 5исиособление состоит из двух тонких пластинок /, находяпдихся :. собсй на возможно более бл1 з;-;ом тасстсянии, но обеспечивающих свободный проход межд ним; закаливаемых концов зубьев кар
Нижняя часть пласт1 нок / погружается в жидкость . охлаждающую концы зубьев карды 2 при их закалке.
Ве ххняя часть пластино -; / находится вы:ие поверхности охлаждаю :деГ| жидкости 3. Расстояние верха пласт ;нок / до }розня ох.таждаюi.neii жидкости . должно быть не более расстоян;1я. сюеснечивающего благодаря капиллярности подъем охлаждающе: жидкости между пластинками / до верхнего их края.
Концы зубьев карды 2 пpCJXOдят при зак;;л1 е вдоль щели .между ггластинками /. заполненной охлаждаюшеГ жидкостью, соприкасаясь только той частью зуба, которая должна Сыть закалена.
Жесткая цельнометалл)ческая карда представляет собоГ пилку из тлерод1;стой стали обше.й высото; 4 мм. высотой зуба 2, 4 мм. щагом -8 ММ- толщиной спин:-: ; i мм, длиной пилю в нес;-.:олько килоЛ;ь 81556
к этой пилке предъявляются следующие требования: вся пилка должна быть мягкой (твердость по шкале Роквелла 16-20) и при перегибах не должна ломаться; только самый кончик зуба, примерно па длине 1 мм, в целях меньшего износа, должен быть закален и иметь твердость напильника (по шкале Роквелла 50-55). Вследствие значительной длины пилки (несколько километров) процесс закалки кончиков зубьев ведется непрерывнб следующим методом.
Пилка непрерывно (со скоростью около 5 м в минуту) иротягилается сначала через нагревательную электрическую муфельную печь специальной конструкции; где она нагревается до 820-850°, после чего поступает в описанное выще закалочное устройство, где только кончики зубьев пилки на длине примерно 1 мм соприкасаются с охлаждающей водой 3 щелевом пространстве между пластинками, закаливаются и продолжают свой путь в воде между пластинками до тех пор, пока остальная часть пилки ( не соприкасающейся с водой), находящейся па воздухе и охлаждающейся более медленно, не остынет до такой температуры, при KOTOpois уже не произойдет отпуска закаленного кончика пилки. После этого пплка выходит из охлаждающего п елевого устройства и наматывается на барабан в бухту.
Приспособление может быть использовано не только для закалки жесткой кардь;. но и для закалки других аналогичных деталей мащин и нcтpy e :тo: (пилы по металлу, дереву и проч.).
П)елмет изобретения
1.Метод частичного охлаждения при закалке тонких деталей, например концов зубьев цельнометаллической карды, отличающийся тем, что после на греза предназначенную для закалки часть детали погружают 3 кап ллярньи1 слой охлаждающей я идкости.
2.npiiCM для осуществления метода по п. 1, отличающийся тем, что для обеспечения высокой твердости ограниченной части детали, заданной высото ; погружения в капиллярный слой охлаждающей жидкости, сохранения пластических свойств и вязкости остальиой части детали, ей сообц:ают поступательное движение с сохранением уровня погружения в охлаждающую среду до полной закалки конца детали и охлаждения на воздухе остально части детали.
3- Приспособление для осхщестзления метода частичной закалки деталей по нп. 1 и 2. отличающееся тем, что оно состоит из двух тонких пластин, которые обеспечивают создание капиллярного слоя жидкости путем погружения их основания в охлаждающую жидкость и обеспечения расположения уровня капиллярного слоя выще уровня погружения.
4. Пpиe закалк по пп. 1 п 2. отличающийся тем, что для конца зуба цельнометгллическо карды применяют охлаждающую жидкость-вод .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| Способ закалки стальных изделий | 1990 |
|
SU1772175A1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОГО УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2095430C1 |
| СПОСОБ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2119538C1 |
| Устройство для закалки изделий из стекла | 1974 |
|
SU645548A3 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С ИХ ВРАЩЕНИЕМ | 2010 |
|
RU2464323C2 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |