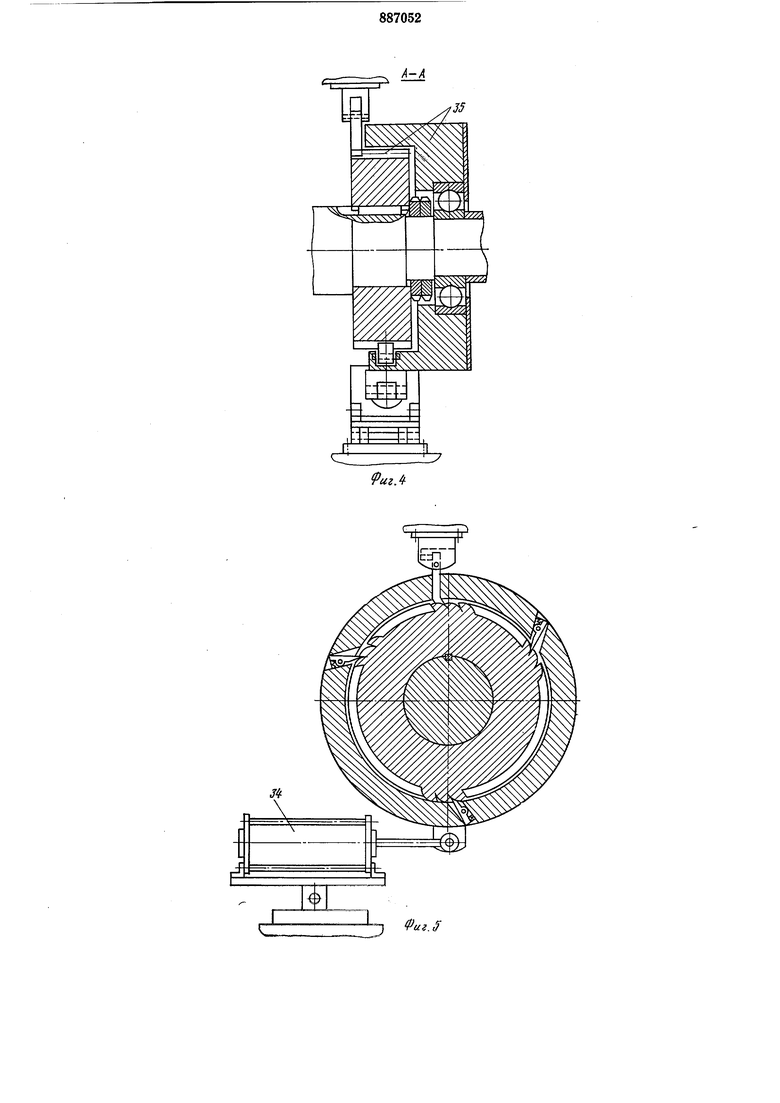
ля 15 с формующим инструментом. Контрольное устройство состоит ИЗ- пневмоцилиндра 16, проходного калибра 17, пневмоцилиндра 18 и непроходного калибра 19, а также направляющих 20. На станине установлено устройство для приварки колец, состоящее из сварочного аппарата 21, транспортно-распределительного устройства для колец, состоящего из вращающейся распределительной звездочки 22, барабана 23 и пневмомостиков 24, служащих для подвода одного из контактов, системы гидроцилиндров, состоящей из вертикального и горизонтального цилиндров 25 и 26, которые перемещаются по направляющим 27. Стенд для гидроиспытании состоит из испытательной ванны 28 и упорного винта 29.
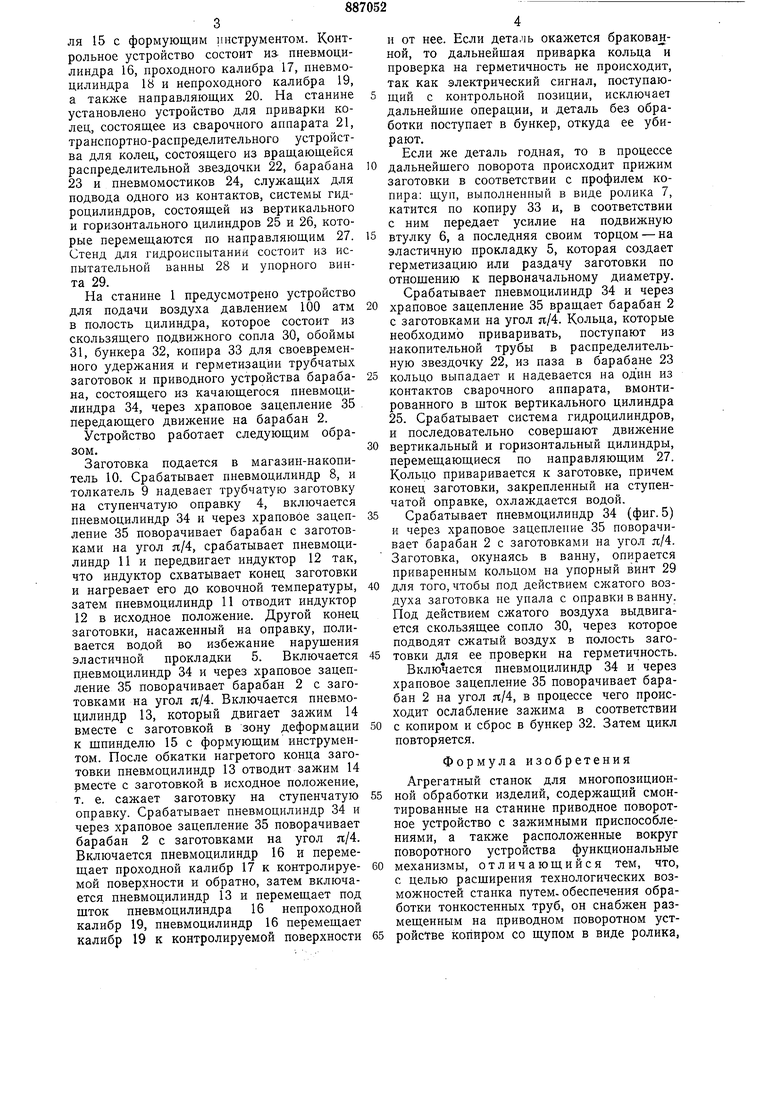
На станине 1 предусмотрено устройство для подачи воздуха давлением 100 атм в полость цилиндра, которое состоит из скользящего подвижного сопла 30, обоймы 31, бункера 32, копира 33 для своевременного удержания и герметизации трубчатых заготовок и приводного устройства барабана, состоящего из качающегося пиевмоцилиндра 34, через храповое зацепление 35 передающего движение на барабан 2.
Устройство работает следующим образом.
Заготовка подается в магазин-накопитель 10. Срабатывает пневмоцилиндр 8, и толкатель 9 надевает трубчатую заготовку на ступенчатую оправку 4, включается пневмоцилиндр 34 и через храповое зацепление 35 поворачивает барабан с заготовками на угол я/4, срабатывает пневмоцилиндр И и передвигает индуктор 12 так, что индуктор схватывает конец заготовки и нагревает его до ковочной температуры, затем пневмоцилиндр И отводит индуктор 12 в исходное положение. Другой конец заготовки, насаженный на оправку, поливается водой во избежание нарушения эластичной прокладки 5. Включается пдевмоцилиндр 34 и через храповое зацепление 35 поворачивает барабан 2 с заготовками на угол л/4. Включается пневмоцилиндр 13, который двигает зажим 14 вместе с заготовкой в зону деформации к шпинделю 15 с формующим инструментом. После обкатки нагретого конца заготовки пневмоцилиндр 13 отводит зажим 14 рместе с заготовкой в исходное положение, т. е. сажает заготовку на ступенчатую оправку. Срабатывает пневмоцилиндр 34 и через храповое зацепление 35 поворачивает барабан 2 с заготовками на угол я/4. Включается пневмоцилиндр 16 и перемещает проходной калибр 17 к контролируемой повер сности и обратно, затем включается пневмоцилиндр 13 и перемещает под шток пневмоцилиндра 16 иепроходной калибр 19, пневмоцилиидр 16 перемещает калибр 19 к контролируемой поверхности
и от нее. Если деталь окажется бракованной, то дальнейшая приварка кольца и проверка на герметичность не происходит, так как электрический сигнал, поступающий с коптрольной позиции, исключает дальнейшие операции, и деталь без обработки поступает в бункер, откуда ее убирают.
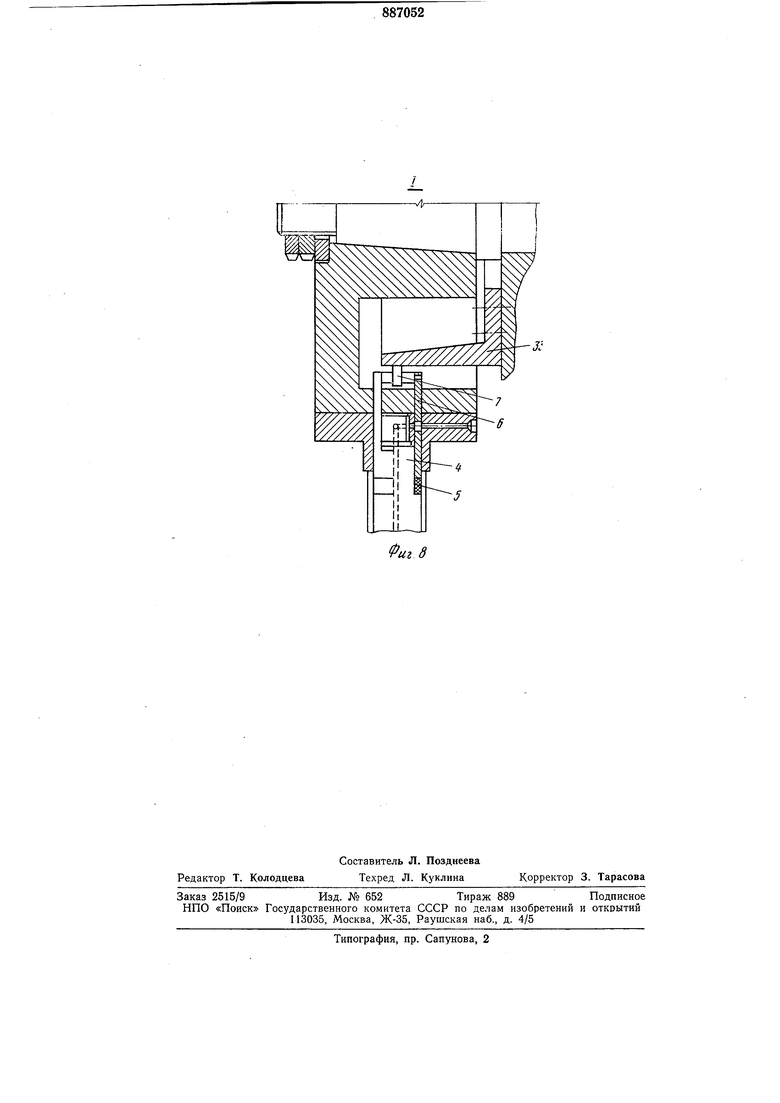
Если же деталь годная, то в процессе дальнейшего поворота происходит прижим заготовки в соответствии с профилем копира: щуп, выполненный в виде ролика 7, катится по копиру 33 и, в соответствии с ним передает усилие на подвижную втулку 6, а последняя своим торцом - на эластичную прокладку 5, которая создает герметизацию или раздачу заготовки по отношению к первоначальному диаметру.
Срабатывает пневмоцилиндр 34 и через храповое зацепление 35 вращает барабан 2 с заготовками иа угол я/4. Кольца, которые необходимо приваривать, поступают из накопительной трубы в распределительную звездочку 22, из паза в барабане 23 кольцо выпадает и надевается иа один из контактов сварочного аппарата, вмонтированного в шток вертикального цилиндра 25. Срабатывает система гидроцилиндров, и последовательно совершают движение вертикальный и горизонтальный цилиндры, перемещающиеся по направляющим 27. Кольцо приваривается к заготовке, причем конец заготовки, закрепленный на ступенчатой оправке, охлаждается водой.
Срабатывает пневмоцилиндр 34 (фиг. 5) и через храповое зацепление 35 поворачивает барабан 2 с заготовками на угол jt/4. Заготовка, окунаясь в ванну, опирается приваренным кольцом на упорный винт 29 для того, чтобы под действием сжатого воздуха заготовка пе упала с оправки в ванну. Под действием сжатого воздуха выдвигается скользящее сопло 30, через которое подводят сжатый воздух в полость заготовки для ее проверки на герметичность.
Включается пневмоцилиндр 34 и через храповое зацепление 35 поворачивает барабан 2 иа угол я/4, в процессе чего происходит ослабление зажима в соответствии с копиром и сброс в бункер 32. Затем цикл повторяется.
Формула изобретения
Агрегатный станок для многопозиционной обработки изделий, содержащий смонтированные на станине приводное поворотное устройство с зажимными приспособлениями, а также расположенные вокруг поворотного устройства функциональные механизмы, отличающийся тем, что, с целью расширения технологических возможностей станка путем, обеспечения обработки тонкостенных труб, он снабжен размещенным на приводном поворотном устройстве копиром со щупом в виде ролика,
а каждое зажимное приспособление выполнено в виде ступенчатой оправки и установленной на ней втулки, а также размещенной на оправке эластичной прокладки, взаимодействующей с торцом втулки, при этом щуп смонтирован на противоположном торце втулки.
Источники информации, принятые во внимание при экспертизе
1. Шаумян Г. А. Комплексная автоматизация производственных процессов, М., Машиностроение, 1973, с. 141 - 142 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Гравировальный полуавтомат | 1979 |
|
SU845949A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для изготовления двух-СпиРАльНыХ пРужиН из пРОВОлОКи | 1979 |
|
SU827221A1 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| Станок для обкатки трубчатых заготовок | 1980 |
|
SU969371A1 |
| Устройство для навивки пружин с фасонными концами | 1985 |
|
SU1313550A1 |

10
iB
А-А
35
f-ff
