(54) ШТАМП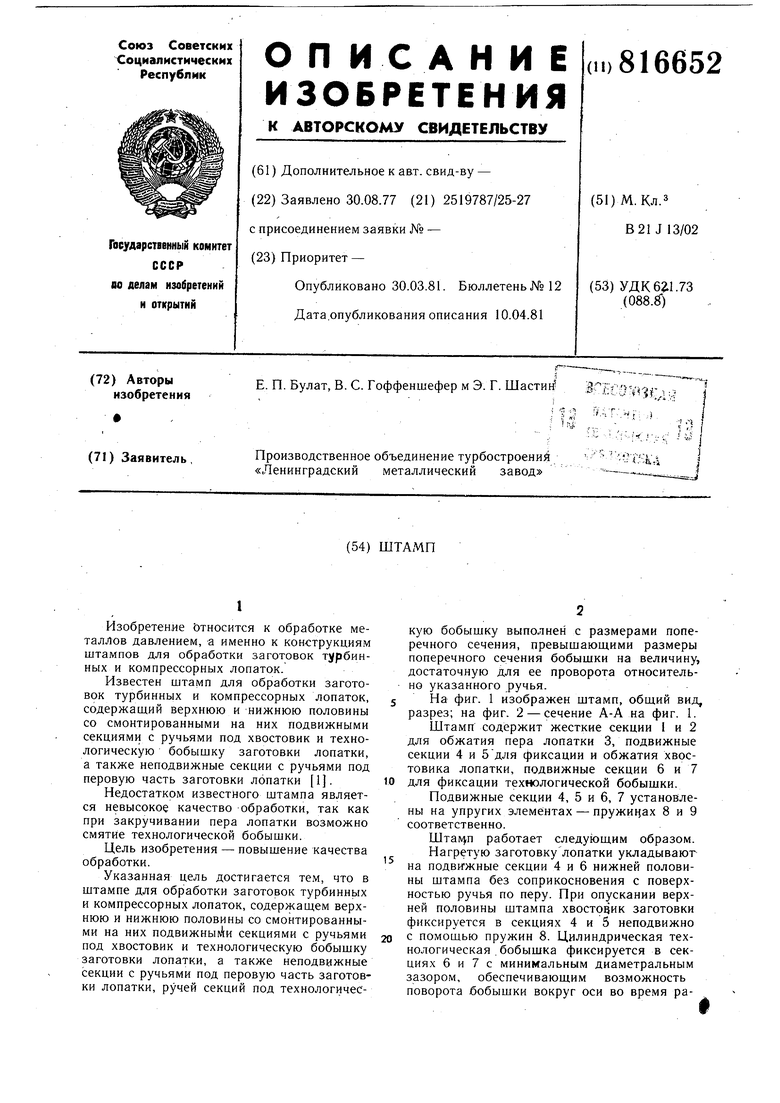
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ТУРБИННЫХ И КОМПРЕССОРНЫХ ЛОПАТОК | 1993 |
|
RU2041764C1 |
| Способ изготовления турбинных и компрессорных лопаток | 1989 |
|
SU1696085A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Штамп для правки поковок турбинных лопаток | 1984 |
|
SU1194532A1 |
| СПОСОБ ПРАВКИ ПОКОВОК | 1966 |
|
SU178662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1981 |
|
SU1007271A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2010 |
|
RU2467823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| Устройство для холодной вальцовки профиля пера лопатки | 1972 |
|
SU446156A1 |
Изобретение Относится к обработке металлов давлением, а именно к кон-струкциям штампов для обработки заготовок турбинных и компрессорных лопаток.
Известен штамп для обработки заготовок турбинных и компрессорных лопаток, содержащий верхнюю и нижнюю половины со смонтированными на них подвижными секциями с ручьями под хвостовик и технологическую бобышку заготовки лопатки, а также неподвижные секции с ручьями под перовую часть заготовки лопатки 1.
Недостатком известного штампа является невысокое качество обработки, так как при закручивании пера лопатки возможно смятие технологической бобышки.
Цель изобретения - повышение качества обработки.
Указанная цель достигается тем, что в штампе для обработки заготовок турбинных и компрессорных лопаток, содержащем верхнюю и нижнюю половины со смонтированными на них подвижны1)и секциями с ручьями под хвостовик и технологическую бобышку заготовки лопатки, а также неподвижные секции с ручьями под перовую часть заготовки лопатки, ручей секций под технологическую бобышку выполнен с размерами поперечного сечения, превышающими размеры поперечного сечения бобышки на величину, достаточную для ее проворота относительно указанного ручья.
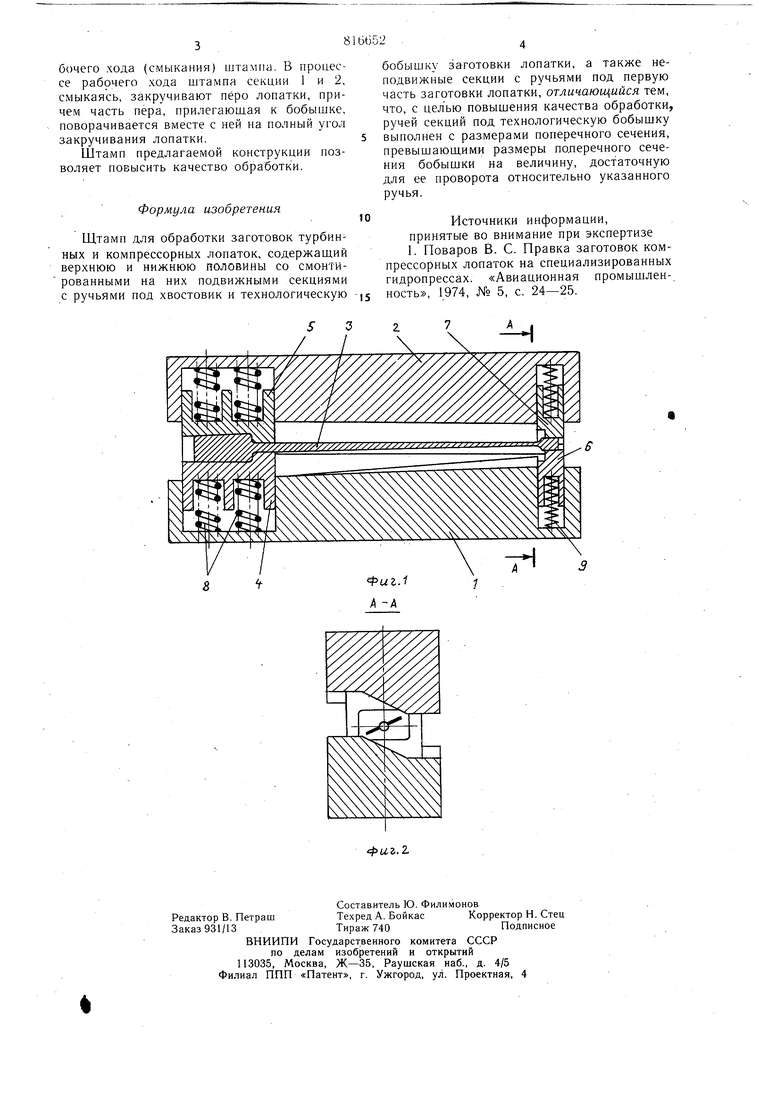
На фиг. 1 изображен штамп, общий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1.
Штамп содержит жесткие секции I и 2 для обжатия пера лопатки 3, подвижные секции 4 и 5 для фиксации и обжатия хвостовика лопатки, подвижные секции 6 и 7 для фиксации технологической бобышки.
Подвижные секции 4, 5 и 6, 7 установлены на упругих элементах - пружинах 8 и 9 соответственно.
работает следующим образом.
Нагретую заготовку лопатки укладываюг на подвижные секции 4 и 6 нижней половины штампа без соприкосновения с поверхностью ручья по перу. При опускании верхней половины штампа хвосточик заготовки фиксируется в секциях 4 и 5 неподвижно с помощью пружин 8. Цилиндрическая технологическая .бобышка фиксируется в секциях 6 и 7 с минимальным диаметральным зазором, обеспечивающим возможность поворота бобышки вокруг оси во время рабочего хода (смыкания) штампа. В процессе рабочего хода штампа секции 1 и 2, смыкаясь, закручивают перо лопатки, причем часть пера, прилегающая к бобышке, поворачивается вместе с ней на полный угол закручивания лопатки.
Штамп предлагаемой конструкции позволяет повысить качество обработки.
Формула изобретения
Щтамп для обработки заготовок турбинных и компрессорных лопаток, содержащий верхнюю и нижнюю половины со смонтированными на них подвижными секциями с ручьями под хвостовик и технологическую
бобышку заготовки лопатки, а также неподвижные секции с ручьями под первую часть заготовки лопатки, отличающийся тем, что, с целью повышения качества обработки, ручей секций под технологическую бобышку выполнен с размерами поперечного сечения, превышающими размеры по.перечного сечения бобышки на величину, достаточную для ее проворота относительно указанного ручья.
Источники информации, принятые во внимание при экспертизе 1. Поваров В. С. Правка заготовок компрессорных лопаток на специализированных гидропрессах. «Авиационная промышленность, 1974, № 5, с. 24-25.
