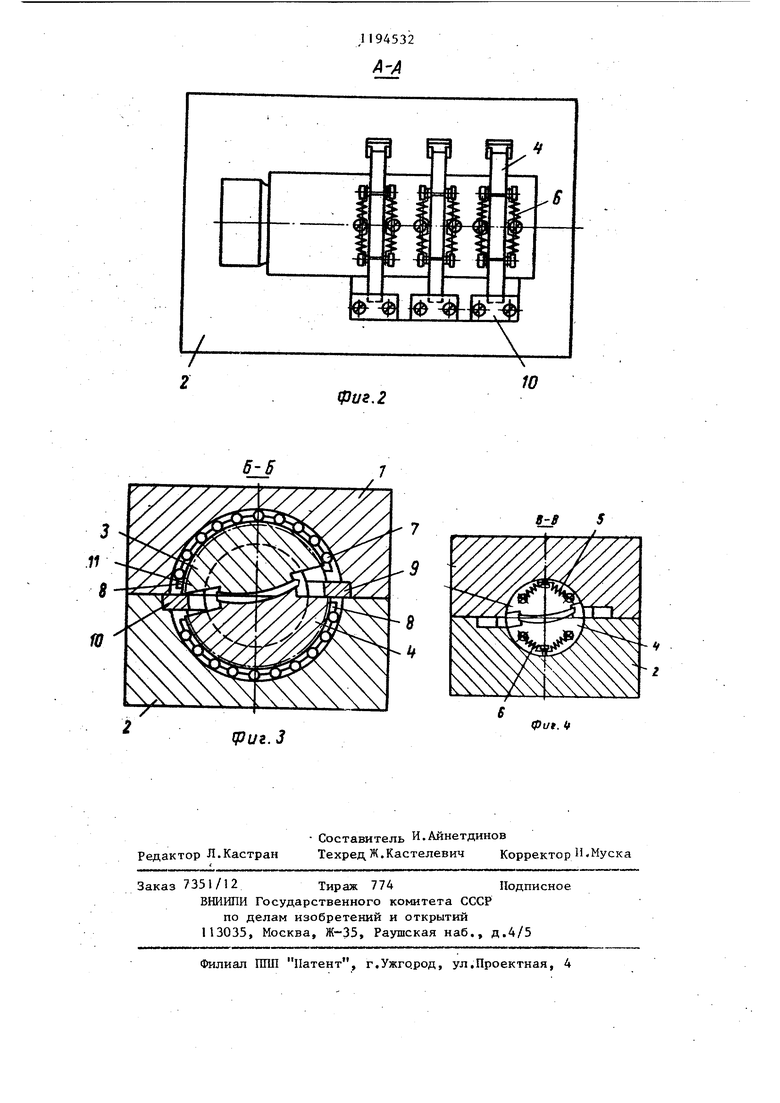
1 Изобретение относится к обработке. металлов давлением, а именно к устройствам для правки деталей со сложными криволинейными профилям и может быть использовано для правки турбинных и компрессорных лопаток . Целью изобретения является расширение технологических возможностей штампа за счет обеспечения поворота поперечных сечений профиля пера лопатки один относительно другого, а также за счет возможности осуществления правки одновременно по всем сечениям профиля пера лопатки за один ход ползуна пресса. На фиг.1 изображен-штамп, вертикальный разрез по оси; на фиг.2 разрез А-А на фиг.1; на фиг.З - раз рез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1, Штамп содержит разъемный корпус, состоящий из верхней 1 и нижней 2. частей, образующих ручей для фиксации и зажима хвостовика лопатки и полость для размещения перовой части лопатки. На поверхности полос ти выполнены кольцевые пазы, в которых смонтированы верхние 3 и нижние 4 секции, образующие пары дефо мирующих элементов с калибрами, соответствующими профилю поперечных сечений пера лопатки. Секции подпружинень к соответствуюпснм частям корпуса пружинами 5 и 6 и могут поворачиваться в пазах верхней 1 и ни ней 2 частей корпуса по роликам 7, закрепленными от выпадения сепараторами 8, На верхней и нижней частях корпуса закреплены сменные упоры 9 и О, в которые упираются своими выступами 11 верхние 3 и нижние 4 секции деформирующих .элементов. Устройство работает следующим об разом. Верхняя часть 1 корпуса с верхними, секциями 3 деформирующих эле ментов поднята вверх. Лопатку укладывают хвостовиком в ручей ииж22нейчасти корпуса, а пером - на ним-, ние секции 4, которые под весом перовой части лопатки разрорачиваются по роликам 7 и плотно прилегают к профилю пера лопатки. Пружины 6 обладают небольшой жесткостью и предназначены только для самоустановки нижних секций 4 деформирующих элементов в исходное положение. При этом верхние секции 3 деформирующих элементов пружинами 5 прижимаются к роликам 7 расположенным в кольцевых пазах верхней части 1 корпуса и устанавливаются в положения, соответствующие номинальным положениям поперечных сечений профиля пера лопатки. Ролики 7 удерживаются от выпадения сепа-. раторами 8. При опускании верхней части 1 корпуса верхние секции 3 касаются профиля пера лопатки только одними концами своих скалиброванных участков и начинают разворачиваться в кольцевых пазах до тех пор, пока не коснутся своими выступами сменных упоров 10, закрепленных на киушей части 2 корпуса. Одновременно выступы нижних секций 4 деформирующих элементов коснутся сменных упоров 9,. закрепленных на верхней части корпуса. При дальнейшем опускании верхней части 1 корпуса до полного смыкания его частей осуществляются необходимые прогиб и поворот сечений профиля лопатки в области пластических деформаций с учетом их возвратных упругих деформаций. При этом хвостовик лопатки жестко зафиксирован, а величина углового разворота сечений пера лопатки регулируется подбором толщины сменных упоров 9 и . О. После полного смыкания штампа верхяя часть 1 корпуса поднимается верх, и выправленная лопатка снимается с нижней части 2 корпуса.
,1194532
XI-V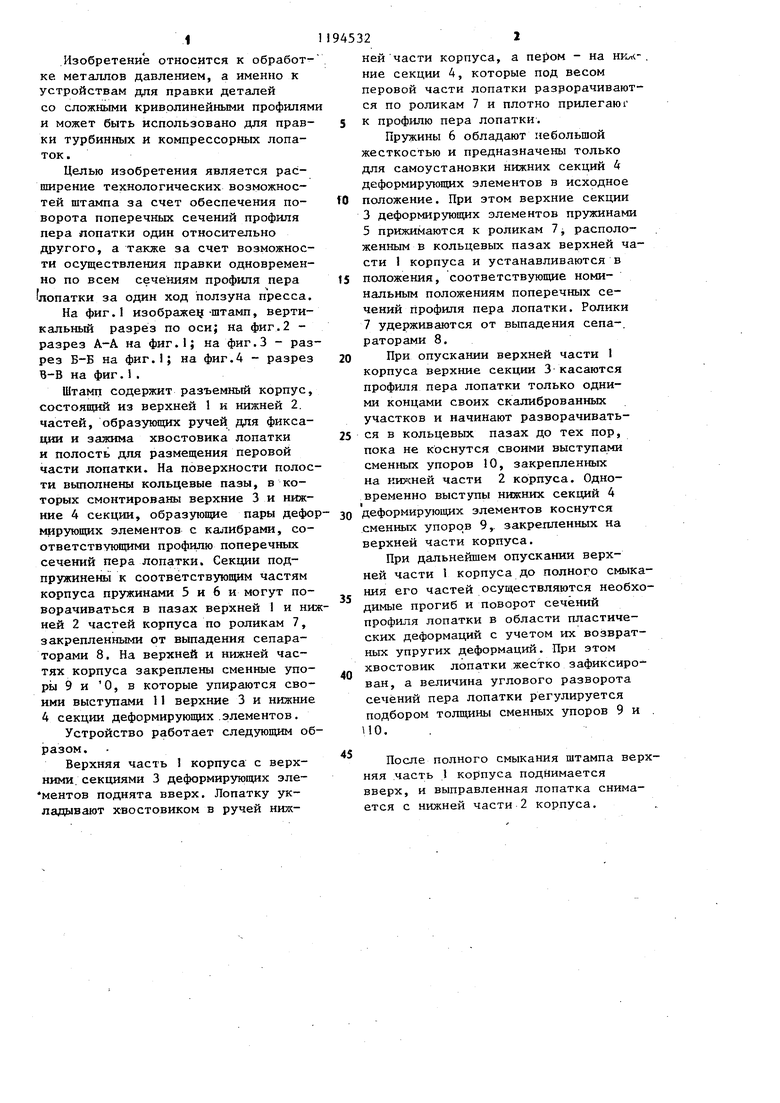
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1977 |
|
SU816652A1 |
| Штамп для правки профиля крупногабаритной лопатки | 2024 |
|
RU2831637C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ правки крупногабаритных лопаток газотурбинного двигателя | 2024 |
|
RU2827195C1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ПРАВКИ ПОКОВОК | 1966 |
|
SU178662A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1989 |
|
SU1696085A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
ШТАМП ДЛЯ ПРАВКИ ПОКОВОК ТУРВдаНЫХ ЛОПАТОК, содержащий разъемный корпус, включающий верхнюю и нижнюю части, образующие ручей для фиксации и зажима хвостовика лопатки,- и расположенные вдоль продольной оси штампа пары деформирзгкяцих элементов каждая из которых состоит из верхней и нижней секций, образующих калибр для гибки и поворота поперечных сечений пера лопатки, о т -, личающийся тем, что, с целью расширения технологических возмозкностей штампа, в корпусе выполнена служащая для размещения пера лопатки полость с кольцевыми пазами, ось которых совмещена с продольной осью штампа, пары деформирующих элементов выполнены с цилиндрическими опорными поверхностями, при этом верхние секции деформирующих элементов смонтированы и подпружинены в верхней части корпуса, а нижние секции - в пазах нижней части корпуса с возможностью поворота вокруг продольной оси штампа, причем каждая часть корпу(Л са снабжена закрепленными в кольцевых пазах сменными упорами, а секции деформирующих элементов выполнены с выступами, установленными с возможностью взаимодействия со сменными упорами. UD i4ib СД оо ю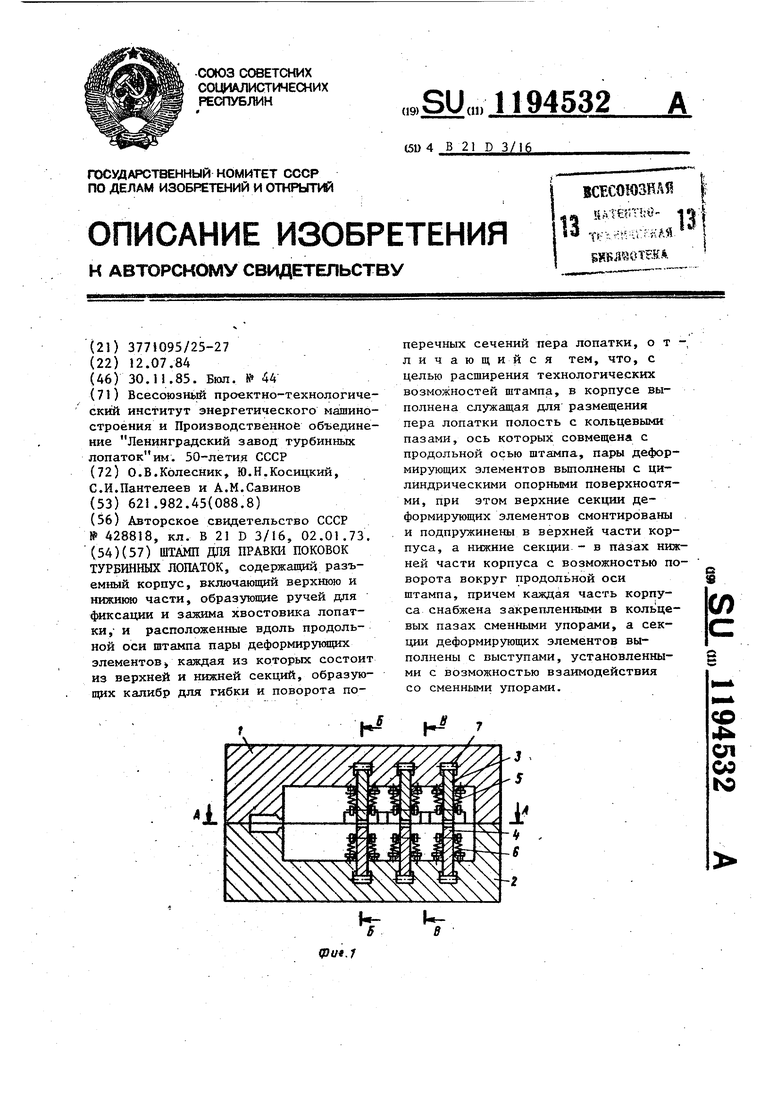
6-Б
иг.З
7 -9
8 If
(pi/t. If
| СПОСОБ ПРАВКИ ЗАГОТОВОК | 1973 |
|
SU428818A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
