(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КУЛАЧКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кулачков | 1979 |
|
SU795753A1 |
| Устройство для обработки кулачков | 1979 |
|
SU865556A1 |
| Устройство для обработки кулачков | 1981 |
|
SU952473A1 |
| Устройство для обработки диамет-РАльНыХ КулАчКОВ | 1979 |
|
SU837606A1 |
| Мальтийский механизм автооператора | 1985 |
|
SU1273669A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Фрезерный полуавтомат | 1975 |
|
SU507410A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
1
Изобретение относится к станкостроению и может быть использовано для обработки кулачков, преимущественно диаметральных/ профиль которых имеет участки выстоев.
Известно устройство для обработки кулачков с поворотным столом для детали и кинематически связанным с ним заланяцим кривошипом jl .
Получаемый на этом устройстве профиль не имеет участков выстоев, которые характеризуются постоянного радиуса. Для получения таких участков необходимо кинематическую связь между кривошипом и поворотным .столом, продолжая передавать вращение иа стол. Затем, чтобы получать переходные участки (интервалы), характеризующие движение толкателя кулачкового механизма, кинематическую связь между кривошипом и поворотным столом восстанавливают.
Таким образом, в процессе из- . готовления диаметрального кулачка с участками выстоев необходимо производить переналадку механизма. Каждая переналадка вносит погрешность в профиль из.готавливаемого кулачка, что является причиной нарушения их диаметральйости. Учитывая, что число таких переналадок определяется числом стыков участков выстоев и переходных участков,
в профиль кулачка вносится 4 п погрешности .
Цель изобретения - получение различных профилей многозубых кулачков с участками выстоев без переналадки.
Указанная цель достигается тем, что кинематическая связь между столом и задающим кривошипом выпол5 йена в виде редукторов и расположенного меящу ними мальтийского механизма, причем передаточные отношения редуктора между МЕШЬТИЙСКИМ крестом и задающим кривошипом {i)
0 и редуктора между кривошипом мальтийского механизма и столом для детали {1д) соответственно равны
. 2п
--I
5
fne г - число пазов креста;
m - число цевок кривошипа мальтийского механизма; п - число зубьев изготовляемого кулачка.
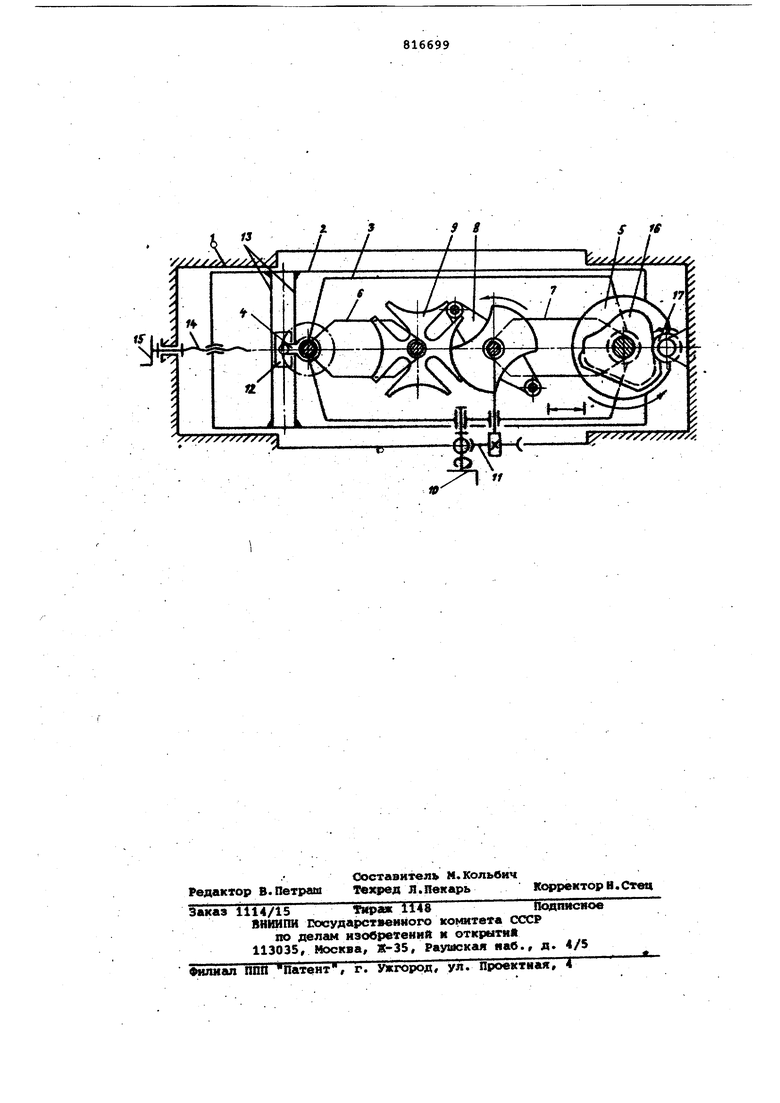
На чертеже представлена схема прлагаемого устройства.
Устройство содержит станину 1, в направлякидих которой устйновлены салазки 2. В направляющих салазок которые параллельны направляющим станины, установлена каретка 3, на которой размещены задающий кривсшип 4 и поворотный стол 5, а такж .кинематически связывающие их редукторы 6 и 7 и мальтийский механизм с кривошипом 8 и крестом 9. На каретке установлен маховик 10 и червячная пара it, которая связывает этот маховик с кривошипом В. ЗадаП1 1ий крив.ошип 4 посредством кгмня 12 связан с направлякжоими 13 салазок 2, Салазки связаны со станиной винтовой парой 14 с махозиком 15. На поворотном столе 5 устанавливают заготовку 16j 6 которой взаимодействует рабочий орган 17. Прямая соединякялая центра вращения поворотного стола и рабочего органа, параллельна направлении переме14ения салазок и каретки.
Устройство работает следующим образ х.
EtpaiteHHe маховика 10 через червячную пару передается на кривошип
8капьтийского механизма. Непрерывное кривошипа через крест
9и редуктор 6 преобразуется в дискретное вращательное движение задапцего кривоошпа 4, которое посрестве камня 12 и неподвижных направляющих 13 салазок 2 преобразуется -в дискретное возвратно-поступательное движение каретки 3. При прохождении цевки кривоитпа 8 по пазу крёЬта задаклчий кривошип поворачивается На угол 180, и каретка
2 сю столом 5 переходит из одного крайнего положения в другое. Этим усло:вием определяется передаточное OTHOiaeitne редуктора 6 При прохождении цевок вне пазов креста 4с вфетка со столом в сашазках не тюремвщается ,
одновременно непрерывное вращение кривсхжпа 8 через редуктор 7 преобразуется в непрерывное вращение стояа 5.
Таким образом стол 5 по 1учает переносное дискретное возвратнопоступательное движение вместе с кареткой и вращательное иепрерывяре движение относительно каретки. этом рабочий орган 17 обрабаТ| 1ваёт профиль кулачка на заготовке 16, уста«овлеиной на поворотном столе 5. Полный профиль одного зуба обрабатывается при прохождении двух цевок криво1шша 8 по пазам крста 9, при этом каретка совершает полное колебание.Это условие определяет передаточное отношение редуктора 7 l2-2n/m .
При прохождении цевок вне пазов креста на заготовке обрабатываются радиусные участки профиля ,(участки выстоев) , Если кулачок имеет нечетное число зубьев, то он обладает свойством диаметральностн в силу симметричности процесса обработки.
Величина амплитуды колебания каретки и хода обрабатываемого ку.лачка- устанавливается изменением длины задающего кривошипа. Начальное положение заготовки относительно рабочего органа и соответственио минимальный радиус участков выстоев, равный радиусу начальной шайбы кулачка, устанавливается перемещением
5 салазок 2 с кареткой 3 посредством винтовой пары 14 от маховика 15
Предлагаемое устройство позволяет получать кулачки с достаточно широким диапазоном изменения соотношения углов участков выстоев и переходных участков, которое выражается зависимостью
-I
В
и представлено в таблице.
30
О 0,666 1
2,33
К
Ъ
5
Формула изобретения
Устройство для обработки кулачков с поворотным столом для детёши и кинематически связанным с ним задающим кривошипом, о т л и ч а0ю щ е е с я тем, что, с целью получения различных профилей многозубиых кулачков с участками выстоев без переналадки, кинематическая связь между столом и задающим кривошипе
S выполнена в виде редукторов и расположенного между ними мальтийского механизма, причем передаточные отношения редуктора между мальтийским крестом и задаю1чим кривошипом и редуктора между кривошипом мальтийско0го механизма И столом для детали соответственно равны
, .2 1 2п
5
где Z - число пазов креста;
m - число цевок кривошипа мальтийского механизма; п - число зубьев изготовляемого кулачка.
О
Источники информации, принятые во внимание при экспертизе
