(54) СПОСОБ ДИФФУЗИОННОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1997 |
|
RU2129939C1 |
| Способ диффузионной сварки слоистых конструкций | 1978 |
|
SU679359A1 |
| Способ диффузионной сварки | 1980 |
|
SU910381A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Способ диффузионной сварки | 1978 |
|
SU747655A1 |
| Способ сварки трением | 1984 |
|
SU1181828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВЫХ ОБРАЗЦОВ-ЭТАЛОНОВ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ С ПЛОСКОДОННЫМ ОТРАЖАТЕЛЕМ ДИФФУЗИОННОЙ СВАРКОЙ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2263566C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
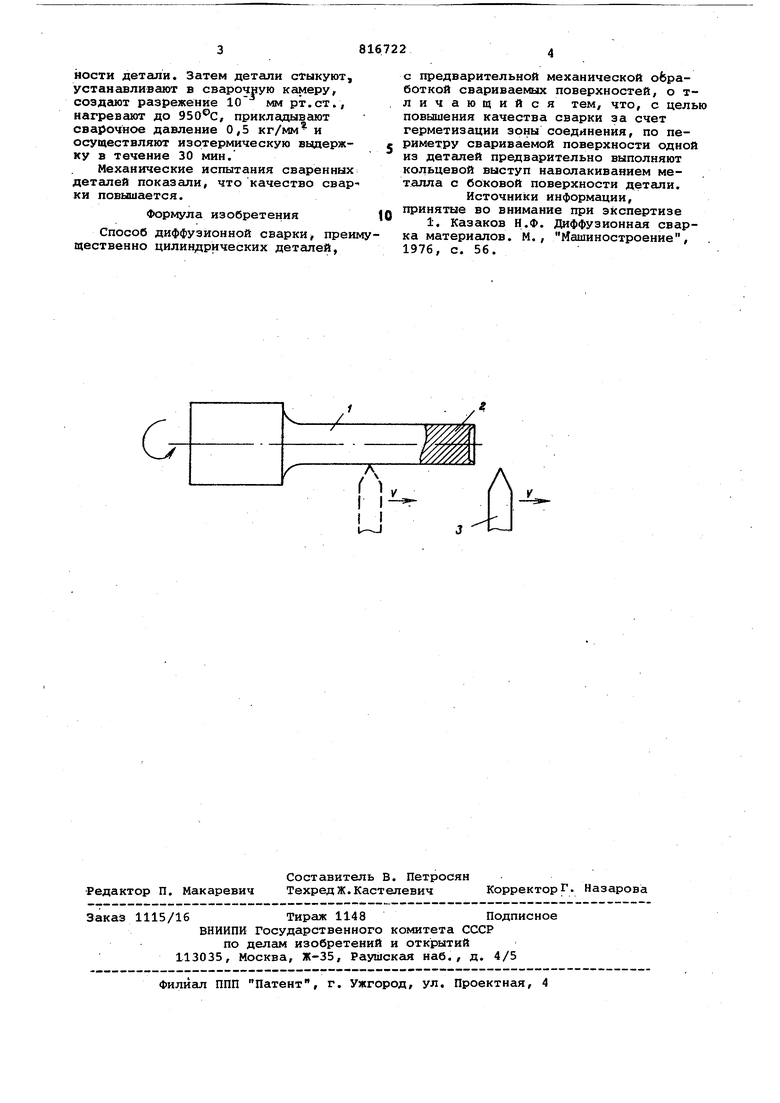
Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке и может быть использовано при сварке прецизионных деталей. Известен способ диффузионной свар ки, преимущественно цилиндрических деталей, с предварительной механиче кой обработкой свариваемых повёрхно тей ИЗ ... Недостатком способа является низ кое качество соединения из-за наличия краевых непроваров. Цель изобретения - повышение качества сварки за счет герметизации зоны соединения. Поставленная цель достигается тем, то по периметру свариваемой поверхности одной из деталей предварительно выполняют кольцевой выст наволакиванием металла с боковой по верхности детали. На чертеже показана схема получе ния кольцевого выступа. По периметру свариваемой поверхности детали 1 предварительно выпол няют кольцевой выступ 2 наволакиванием металла с.боковой поверхности детали в процессе ее обработки резцом 3. Изготовленную деталь устанав |ливают встык со второй деталью и npqизводят их сварку. Под действием приложенного сварочного давления кольцевой выступ сминается, образуя по периметру сварное соединение. Деформация кольцевого выступа будет происходить до тех пор, пока свариваемые поверхности не вступят в контакт и сварочное давление на кольцевом выступе резко не уменьшится. Полученное соединение препятствует раскрытию зоны сварки, связанное с характером распределения сварочного давления в зоне соединения и защищает свариваемы ё поверхности от окружающей среды, кроме того кольцевой выступ вследствие большой степени деформации характеризуется высокой дефектностью структуры, наличие которой облегчает протекание процессов образования физического контакта и объемного взаимодействия, что способствует повышению качества сварки. П р и м е р. Сваривали цилиндрические детали из сплава ОТ4. На свариваемой поверхности одной из свариваемых деталей предварительно / выполняют кольцевой выступ наволакиванием металла с боковой поверхности детали. Затем детали стыкуют, устанавливают в сварочную камеру, соэдгиот разрежение 10 мм рт.ст., нагревают до , прикладывают сварочное давление 0,5 кг/мм и осуществляют изотермическую вьщержку в течение 30 мин.
Механические испытания сваренных детсшей показали, что качество свар ки повышается.
Формула изобретения
Способ диффузионной сварки, преимщественно цилиндрических деталей,
с предварительной механической обработкой свариваемых поверхностей, о тличающийся тем, что, с цель повышения качества сварки за счет герметизации зоны соединения, по периметру свариваемой поверхности одной из деталей предварительно выполняют кольцевой выступ наволакиванием металла с боковой поверхности детали.
Источники информации, принятые во внимание при экспертизе
тх
Л
I I
