(54) СТЕНД ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ ИЗ КРУПНОГАБАРИТНЫХ ЛИСТОВ
рованы выдвижные упоры для выравнивания свариваемых кромок.
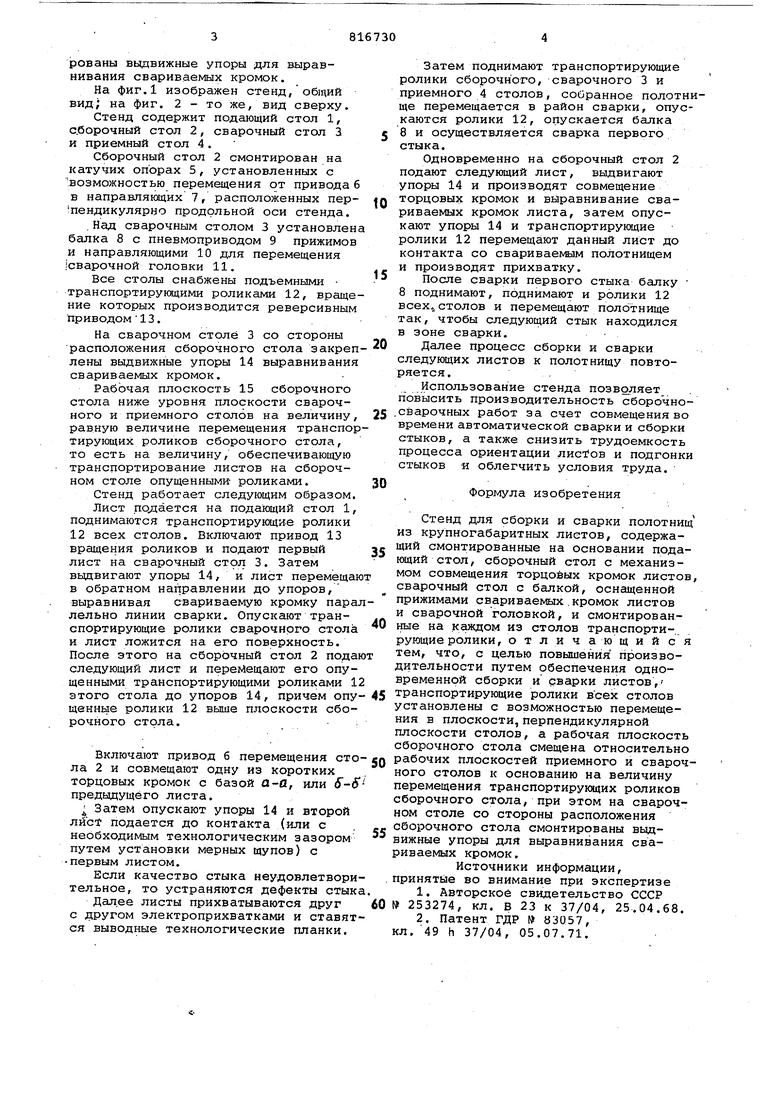
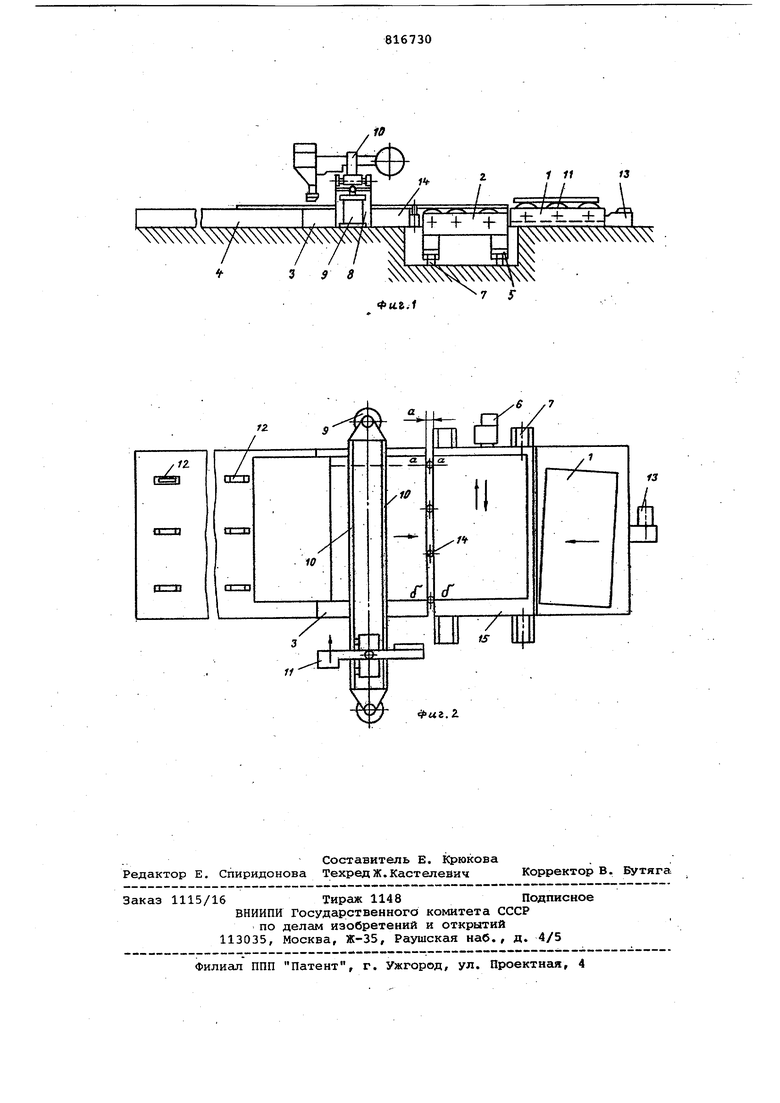
На фиг.1 изображен стенд,общий вид; на фиг. 2 - то же, вид сверху.
Стенд содержит подающий стол 1, с.борочный стол 2, сварочный стол 3 и приемный стол 4.
Сборочный стол 2 смонтирован на катучих опорах 5, установленных с возможностью перемещения от привода 6 в направлякяцих 7, расположенных перпендикулярио продольной оси стенда.
.Над сварочным столом 3 установлена балка 8 с пневмоприводом 9 прижимов и направляющими 10 для перемещения .1сварочной головки 11.
Все столы снабжены подъемнЕЛми транспортирующими роликами 12, вращение которых производится реверсивным приводом 13.
На сварочном столе 3 со стороны расположения сборочного стола закреплены вЕзЩвижные упоры 14 выравнивания свариваемых кромок.
Рабочая плоскость 15 сборочного стола ниже уровня плоскости сварочного и приемного столов на величину, равную величине перемещения транспортирующих роликов сборочного стола, то есть на величину, обеспечивающую транспортирование листов на сборочном столе опущенными- роликами. Стенд работает следующим образом. Лист подается на подайиций стол 1, поднимаются транспортирующие ролики 12 всех столов. Включают привод 13 вращения роликов и подают первый лист на сварочный стол 3. Затем выдвигают упоры 14, и лист перемещаю в обратном направлении до упоров, выравнивая свариваемую кромку параллельно линии сварки. Опускают транспортирующие ролики сварочного стола и лист ложится на его поверхность. После этого на сборочный стол 2 подаю следующий лист и перемещают его опущенными транспортирующими роликами 12 этого стола до упоров 14, причем опущенные ролики 12 выше плоскости сборочного стола.:
Включают привод б перемещения стола 2 и совмещают одну из коротких торцовых кромок с базой а-й, или предыдущего листа.
Затем опускают упоры 14 и второй лист подается до контакта (или с необходимым технологическим зазором путем установки мерных щупов) с первым листом.
Если качество стыка неудовлетворительное, то устраняются дефекты стыка
Далее листы прихватываются друг с другом электроприхватками и ставятся выводные технологические планки.
Затем поднимают транспортирующие ролики сборочного, сварочного 3 и приемного 4 столов, собранное полотнще перемещается в район сварки, опускаются ролики 12, опускается балка 8 и осуществляется сварка первого стыка.
Одновременно на сборочный стол 2 подают следующий лист, выдвигают упоры 14 и производят совмещение торцовызс кромок и вйравнивание свариваемых кромок листа, затем опускают упоры 14 и транспортирукщие ролики 12 перемещают данный лист до контакта со cвapивae им полотнищем и производят прихватку.
После сварки первого стыка балку 8 поднимают, поднимают и ролики 12 всех. столов и перемещают полотнище так, чтобы следующий стык находился в зоне сварки.
Далее процесс сборки и сварки следующих листов к полотнищу повторяется.
Использование стенда позволяет повысить производительность сборочно.сварочных работ за счет совмещения во времени автоматической сварки и сборки стыков, а также снизить трудоемкость процесса ориентации листов и подгонки стыков и облегчить условия труда.
Формула изобретения
Стенд для сборки и сварки полотнищ из крупногабаритных листов, содержащий смонтированные на основании подакиций стол, сборочный стол с механизмом совмещения торцовых кромок листов сварочный стол с балкой, оснащенной прижимами свариваемых.кромок листов и сварочной головкой, и смонтированные на каждом из столов транспорти-.. рующие ролики, отличающийся тем, что, с целью повышения производительности путем обеспечения одновременной сборки и рварки листов, транспортирующие ролики всех столов установлены с возможностью перемещения в плоскости, перпендикулярной плоскости столов, а рабочая плоскость сборочного стола смещена относительно рабочих плоскостей приемного и сварочного столов к основанию на величину перемещения транспортирующих роликов сборочного стола, при этом на сварочном столе со стороны расположения сборочного стола смонтированы выдвижные упоры для выравнивания свариваемых кромок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 253274, кл. В 23 к 37/04, 25.04.68.
2.Патент ГДР № 83057, кл. 49 h 37/04, 05.07.71. fу 9 8 7 
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Устройство для автоматической однопроходной сварки плоских полотнищ | 1979 |
|
SU863225A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
Фиг.2.
