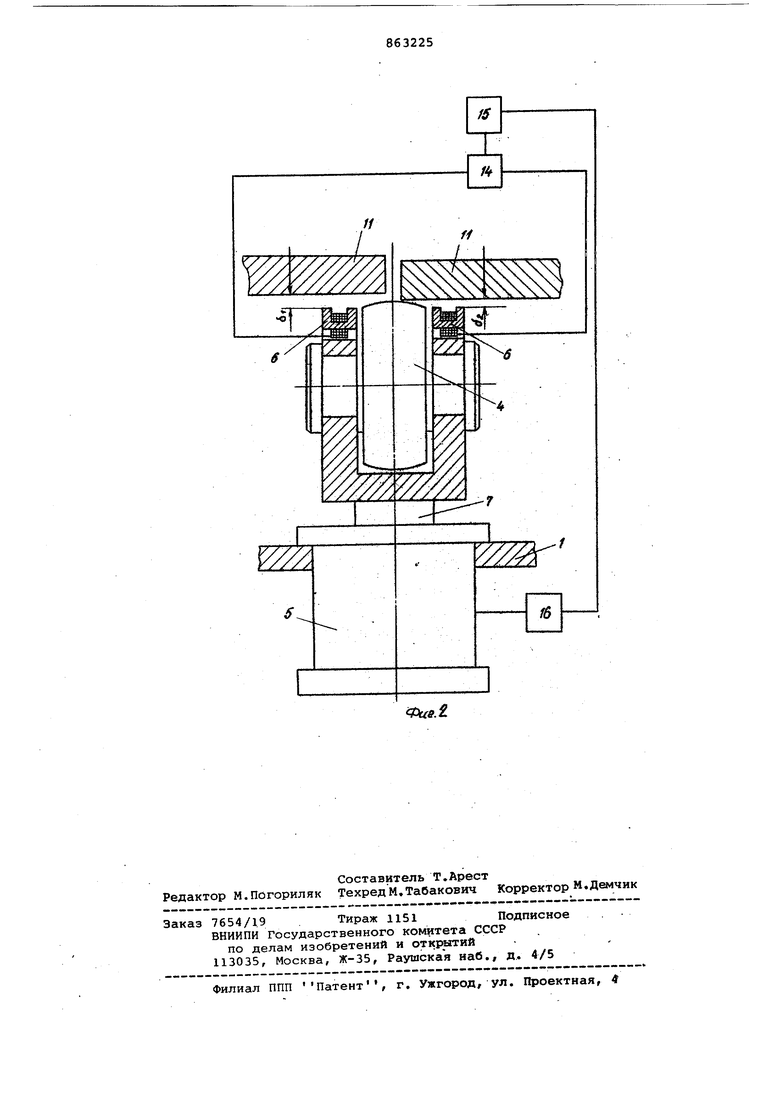
Изобретение относится к сварке и может быть использовано при изготовлении плоских полотнищ в судостроении и других отраслях про шпдленности Известно устройство для автоматической сварки плоских полотнищ с обратным формированием шва, которое содержит сварочный автомат и каретку с формирующим ползуном и приводом перемещения, электрически связанным с приводом автомата. Электрическая связь каретки с автоматом обеспечивае синхронное перемещение ползуна и автомата в процессе сварки tQ. Недостаток известного устройства заключается в том, что высокое качество формирования обратного шва може быть достигнуто только в том случае, если каждый стык перед сваркой с це лью совмещения кромок собирается при хватнах, так как прижимное усилие по зуна часто не обеспечивает этой операции в процессе сварки. В случае сварки стыков с кромками, имеющими разностенность со стороны формующего ползуна, возникают наплывы металла шва и другие дефекты, для устранения которых необходимы затраты тя желого ручного труда. Цель изобретения - совмещение кромок свариваемых листов непосредственно в процессе сварки. Цель достигается тем, что в устройстве, содержащем сварочный автомат и приводную каретку с ползуном, перемещающуюся синхронно с автоматом, каретка снабжена правильным роликом, перемещаемым при помощи установленного на каретке гидропривода со схемой управления, а также измерителем разностенности, выполненным в виде двух расположённых по обе стороны от ролика индуктивных преобразователей, жестко соединенных со штоком гидропривода и включенных в схему его управления. На фиг. 1 показана схема размещения ролика и формирующего ползуна на каретке; на фиг. 2 - принцип действия измерителя разностенности и правильного ролика. Предлагаемое-устройство состоит из каретки 1, на которой размещены механизм поджатия 2 с формирующим ползуном.3 для придания обратному шву заданной геометрии. Правильный ролик 4 перемещается при.помощи силового гидропривода 5,, Измеритель разностенности выполнен в виде двух индуктивных преобразователей 6, которые жестко соединены со штоком 7. Каретка 1 движется со скоростью сварки ,при помощи привода с блоком синхронизации 8 и колес 9, перемещающихся по направляющим 10. Свариваемые листы 11 прижимаются балкой 12 к стенду 13. В схему сравнения 14 поступают сигналы от индуктивных преобразователей 6. Выходной сигнал схемы 14 посту пает в блок управления гидропривода 15. Насос 16 предназначен для перекачки масла в гидроприводе. Устройство работает следующим образом. На стенд 13 подаются собранные без прихваток листы 11 и стык располагают под ползуном 3. Ползун 3 в это время находится в нижнем положении, а прижимная балка 12 - в верхнем положении. После установки стыка на сварочной позиции балка 12 опускается и прижимает листы 11 к стенду 13. К ползуну 3 по балке 12 подводится сварочный автомат (не показан). ползун 3 механизмом поджатия 2 прижи мается к листам 11. После этого вруч ную включается насос гидропривода 16 и правильный ролик 4 также прижимается к стыку листов 11. После этого схема ,управления гидроприводом 5 переводится в автоматический режим. При этом индуктивные преобразователи G измерч«;т между преобразова телями 6 -и листами 11 ( о%и о на фиг. 2). ЕСЛИ кромка стыка листов 11 имеет разносхенносгь и , то в измерительных обмотках преобразова телей, включенных встречно, возникае управпяющий сигнал, который поступает в схему усиления 15, включающую насос гидтлопривода 16. Мзьсло, поступая в .цилиндр 5, выдвигает шток 7 и п Ьедает усилие на правильный ролик 4. В этот момент,, когда кромки листов окажутся в одной плоскости (с4 сД )г управляющий сигнал уменьшится до нуля и схема 15 отключит насос 16 от цилиндра 3. После этого включается сварочное оборудование и про изводится сварка с формированием об ратного шва на формирующем ползуне ЕСЛИ в процессе сварки в результае тепловых деформаций или по другим , ричинам произойдет смещение кромок, о индуктивные преобразователи 6 арегистрируют изменение зазоров и новь включат насос 16 до момента усранения разностенности. Таким образом, независимо от толины свариваемого металла и характеа разностенностп предлагаемое устойство позволяет производить совмеение кромок в процессе сварки. Использование изобретения позволит ликвидировать трудоемкую и тяжелую ручную работу сборщиков, так как. отпадает необходимость в постановке прихваток при сборке стыков; улучшить «ачество однопроходной сварки вследствие того, что формирующий ползун в случае применения устройстве надежно прижимается к плоскости сва риваемых листов, повысить производи-: тельность труда при односторонней сварке. Формула изобретения Устройство для автоматической однопроходной сварки плоских полотнищ с . обратным формированием шва, содержащее сварочный автомат и каретку с формирующим ползуном и приводом пере- метения, электрически связанным с приводом автомата, отличаюиеес я тем, что, с целью повышения качества сварки за счет совмещения свариваемьу кромок в процессе сварки, каретка снабжена правильным роликом, перемещаемым при помоида установленного на каретке гидропривода со схемой управления, а также измерителем разностенности, выполненным в виде двух расположенных по обе стороны от ролика индуктивных преобрд зователей, жестко соединенных со nrroKqM гидропривода и включенных в схему управления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 184373, кл. В 23 К 37/06, 06.07.64.
.
X

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны сварного шва | 1984 |
|
SU1136919A1 |
| УСТРОЙСТВО для ОДНОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ | 1966 |
|
SU184373A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и сварки полотнищиз КРупНОгАбАРиТНыХ лиСТОВ | 1977 |
|
SU816730A1 |