Изобретение относится к черной металлургии и предназначено для использования в трубопрокатном прои водстве. Известен способ для настройки станов, осуществляемый путем установки валков по гео етрической оси стана, выполненной а;, виде натянутой токопрододяй й нити h пробки под ка либр каждой клети С:. Легкоплавкими экранами и устройоэтйо для его осуществления, -;, :Однако нит.не мож4т обеспечить необходимой точности совмещения линии калибров валков с геометрическо осью стана и требует значительного времени на настройку. Наиболее близким техническим реш нием является основное изобретение по авт.ев, № 668142, включающее фик сатор геометрической оси стана в ви де лазерного прибора, расположенного по одну сторону стана, шаблоны с центральными отверстиями под калибр каждой клети и экран со шкалой расположенный по другую сторону ста на и принимакиций проекцию луча лазера. Недостатком является значительна погрешность в настройке валков и особенно клетей стана по оси прокатки в связи с тем, что при непопадании луча лазера в отверстие шаблона калибров валков, что случается при перекосе валков или клетей относительно плоскости, перпендикулярной лазерному лучу, массивные ва ки и массивные клети нужно подгонять, разворачивая в различных направлениях,, чтобы совместить центральное отверстие в шаблоне с лазерным лучом. При диаметре луча 1 1,5 мм, шаблона 20 - 30 мм и диамет ре отверстия шаблона 1,2 - 2,0 мм на многоклетевых станах очень сложно произвести это совмещение, что усложняет настройку валков и клетей стана и требует значительных затрат времени. Целью предлагаемого изобретения является сокращение времени настройки. Это достигается тем, что устройство для выверки оси многоклетевого стана по авт.св. № 668142 снаб жено дополнительным экраном, имеющи шкалу и осевое отверстие и установленным между лазерным прибором и ша 582 лоном, снабженным закрепленным на нем светоотражателем. Это позволяет производить настройку по отраженному лучу и значительно сократить время, На фиг, 1 приведена схема устройства в рабочем положении; на фиг,2 вид А на фиг. 1, Устройство включает лазерный прибор 1, гладкий экран 2 со шкалой с миллиметровой сеткой, в центре которой выполнено пятно диаметром 0,3-2,0 мм и совмещено с геометрической осью стана и линией прокатки, установленный в камере валков шаб- лон 3 с центральным отверстием с закрепленным на нем светоотражателем 4 и дополнительный экран 5. Наружная поверхность шаблона соответствует калибру валков. Дополнительный экран вьшолнен с центральными отверстием и шкалой приема проекции отраженного луча лазера. Работу устройства производят следующим образом. Устанавливают лазерный прибор 1 перед клетью стана и фиксируют лучом геометрическую ось стана и линию прокатки. При перекосе валков относительно вертикальной плоскости, перпенди- кулярной лазерному лучу, в которой должны лежать вертикальная и горизонтальная оси симметрии валков MN, KL (фиг, 2) и оси вращения АВ и CD, до положения определяющегося, например , плоскостью V , падающий луч лазера проходит через отверстие дополнительного экрана 5, отражается от светоотражателя 4 и в виде отраженного луча.проецируется на дополнительный экран под углом перекоса «; , равным углу между плоскостью Н и V, Дополнительньй экран тарирован таКИМ образом, что положение точки па- дения отраженного луча лазера определяет величину и направление перекоса плоскости, и, следовательно, валков. Затем валки разворачивают на эту величину относительно осей симметрии до совмещения с плоскостью Н плоскости V (пунктиром показано нужное положение валков в плоскости Н), При этом линия калибров EF становится параллельной лучу лазера, а отраженный и падающий лучи совмещаются. Таким образом достигается перпендикуляр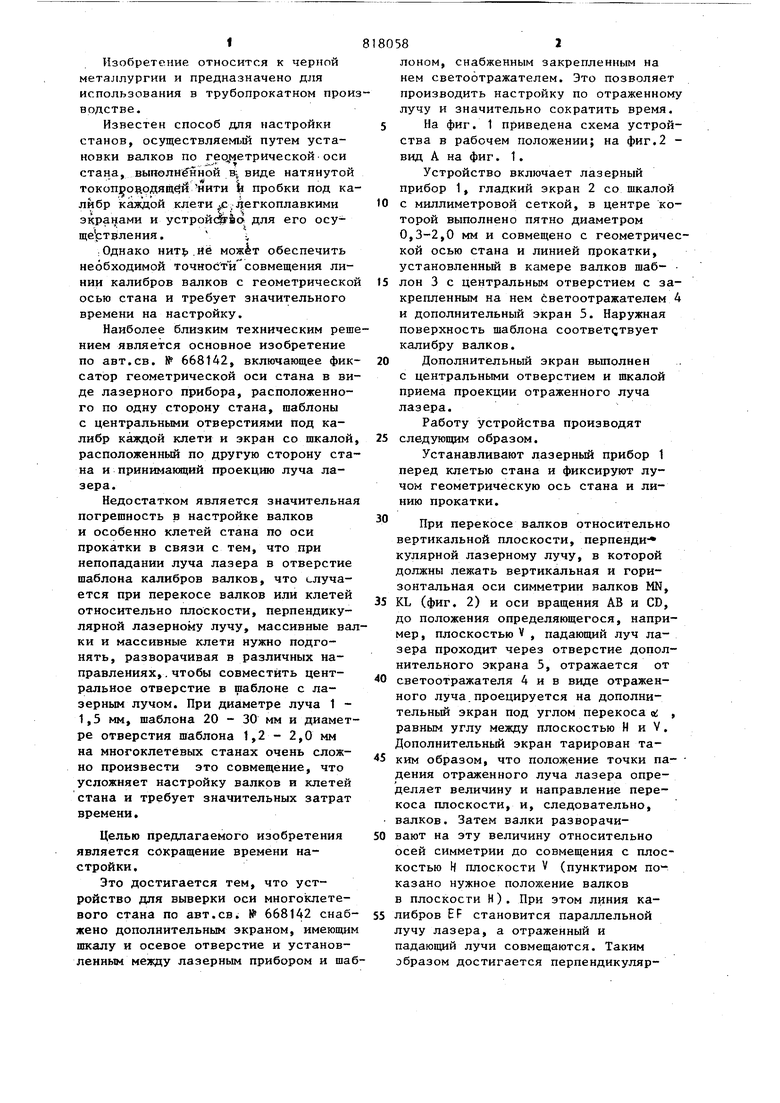

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU668142A1 |
| Способ выверки оси прокатного стана | 1987 |
|
SU1475743A1 |
| Устройство для настройки валков прокатного стана | 1989 |
|
SU1729640A1 |
| СПОСОБ КОНТРОЛЯ ПЕРЕКОСА ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1998 |
|
RU2122474C1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| ПРОКАТНЫЙ СТАН, А ТАКЖЕ УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ ПРОКАТНОГО ИЛИ НАПРАВЛЯЮЩЕГО КАЛИБРА ПРОКАТНЫХ ИЛИ НАПРАВЛЯЮЩИХ КЛЕТЕЙ В МНОГОКЛЕТЕВОМ ПРОКАТНОМ СТАНЕ | 2012 |
|
RU2602216C2 |
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU596310A1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| Способ настройки редукционного стана | 1981 |
|
SU952395A1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
УСТРОЙСТВО ДЛЯ ВЫВЕРКИ. ОСИ МНОГОКЛЕТЕВОГО СТАНА по автГсв. ' '.' № 668142, отличающееся тем, что, с целью сокращения времени настройки стана, оно снабжено дополнительным экраном, имеющим шкалу и осевое отверстие и установленным между лазерным прибором и шаблоном, снабженным закрепленным ча нем свето- отражателем.i(ПСвч_^сюс» о ел00
