Фиг.1
Изобретение относится к металлургии и может быть использовано в прокатном производстве, преимущественно при горячей и холодной прокатке труб для выверки оси деформирования и настройки прокатных станов.
Цель изобретения - повышение точности труб за счет повышения точности настройки стана при использовании многомодового лазера.
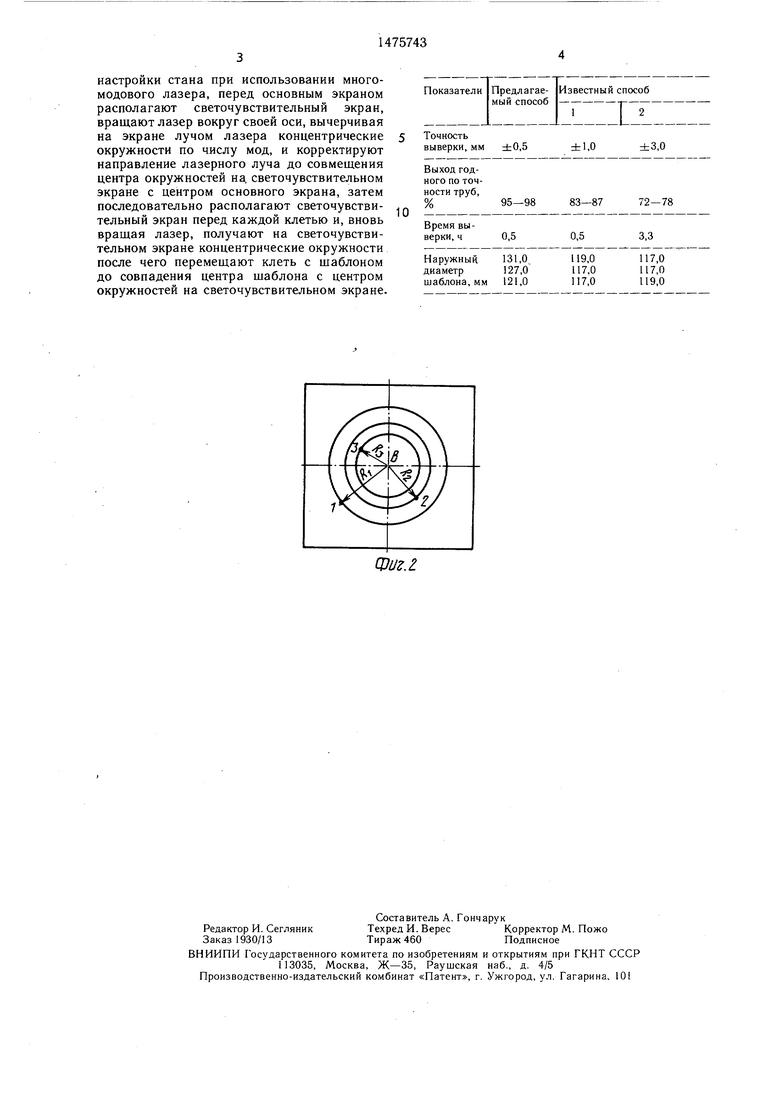
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - дополнительный экран со светочувствительным слоем с изображением трех энергетических центров (.мод), вращающихся при вращении лазера и образующих окружности с радиусами R,
#2, Яз.
Схема соде ржит лазерный прибор 1, установленный на подставке 2, клети 3 с валками 4, лазерный луч 5, шаблоны 6 под калибр каждой клети, основной экран 7, дополнительные экраны со светочувствительным слоем 8 и 9.
Способ осуществляется следующим образом.
На входной стороне стана устанавливают лазерный прибор 1, а на выходной - основной экран 7 с центром по оси стана, фиксируют ось стана лазерным прибором, в каждой клети 3 устанавливают шаблон 6 с отмеченной на нем осью клети и совмещают ось клети с лучом лазера 5, затем перед основным экраном 7 располагают светочувствительный экран 8, вращают лазер вокруг оси и получают на экране окружности. Корректируют положение лазера так, чтобы центр окружности совпал с центром экрана 7. Затем помещают светочувствительные экраны 9 перед каждой клетью последовательно, вновь вращают лазер и получают на экране 9 окружности, и далее перемещают клеть до совмещения центра на шаблоне 6 (оси клети) с центром полученной на экране окружности.
Пример. Выверку оси осуществляют на девятиклетевом непрерывном стане трубопрокатной установки 30-102 по трем вариантам.
Для фиксации оси стана используют трехмодовый лазерный визир ЛВ-5, вращаемый в специальном штативе на угол 360°. В качестве дополнительных экранов используют пленку со светочувствительным слоем типа УФ-67.
Лазерный визир устанавливают на расстоянии 3 м от первой клети на входной стороне. На выходной стороне на расстоянии 3 м устанавливают основной экран, имеющий в своем составе дополнителный экран со светочувствительным слоем УФ-67 и снабженный съемным светозащитным фильтром, и фиксирующую ось стана лазерным лучом. Центр дополнительного экрана совпадает с центром основного экрана, находящегося на оси стана. Лазерный визир вращают на
угол 360°, одновременно открывая светофильтры. На светочувствительном экране в течение 2-3 мин происходит проявление засвеченной траектории вращения трех энергетических центров трехмодового лазерного луча в виде концентрических окружностей, точка пересечения радиусов которых определяет истинную ось луча. Производят корректировку направления лазерного луча до совпадения истинной оси луча с центром основного экрана, тем самым направляя луч строго по геометрической оси стана.
Под калибры валков каждой клети поочередно устанавливают шаблоны с центральными отверстиями, снабженные допол5 нительными экранами со светочувствительным слоем УФ-67 и съемными светофильтрами. Центр дополнительного экрана совмещают с центром шаблона, определяющим фактическую ось калибра. Грубое совмещение оси клети и валков с геометрической
0 осью стана производят до полного прохождения лазерного луча через центральное отверстие шаблона, диаметр которого соизмерим с диаметром луча (1-3 мм). Наружный диаметр шаблонов соответствует высоте
г калибра выверяемой клети и равен значениям, приведенным в таблице.
Точную корректировку оси клети и валков производят при вращении лазерного прибора вокруг своей оси на 360° с использованием дополнительного светочувстви0 тельного экрана путем засвечивания и проявления траектории вращения энергетических центров луча и определения отклонения оси клети (центр шаблона) от геометрической оси стана (точка пересечения радиусов описываемых энергетическими центрами ок5 ружностей), что дает информацию о величине и направлении смещения калибра. Затем совмещают ось клети с геометрической осью стана. Данную операцию производят последовательно для всех девяти клетей. На этом же стане производили выверку оси
с использованием известных способов и устройств.
Результаты опытов приведены в таблице. Предлагаемый способ по сравнению с известным позволяет повысить точность вывер5 ки при использовании многомодовых лазеров в 5-10 раз, выход годного на 8-15%.
Формула изобретения
Способ выверки оси прокатного стана, включающий установку на входной и выходной сторонах стана соответственно лазерного прибора и основного экрана с центром по оси стана, фиксирование оси стана лазерным лучом, установку в каждой клети
шаблона с отмеченной на нем осью клети и совмещение оси рабочей клети с осью стана, отличающийся тем, что, с целью повышения точности труб за счет повышения точности
настройки стана при использовании много- модового лазера, перед основным экраном располагают светочувствительный экран, вращают лазер вокруг своей оси, вычерчивая на экране лучом лазера концентрические окружности по числу мод, и корректируют направление лазерного луча до совмещения центра окружностей на. светочувствительном экране с центром основного экрана, затем последовательно располагают светочувствительный экран перед каждой клетью и, вновь вращая лазер, получают на светочувствительном экране концентрические окружности после чего перемещают клеть с шаблоном до совпадения центра шаблона с центром окружностей на светочувствительном экране.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выверки оси многоклетевого стана | 1978 |
|
SU818058A2 |
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU668142A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Устройство для настройки валков прокатного стана | 1989 |
|
SU1729640A1 |
| СПОСОБ КОНТРОЛЯ ПЕРЕКОСА ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1998 |
|
RU2122474C1 |
| Устройство для осевой настройки прокатной клети | 1977 |
|
SU682296A1 |
| Устройство для настройки валков трубопрокатного стана | 1984 |
|
SU1220205A1 |
| Способ контроля осевой настройки прокатной клети и устройство для его осуществления | 1978 |
|
SU749474A1 |
| Способ настройки валков прокатного стана и устройство для его осуществления | 1985 |
|
SU1288981A1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |
Изобретение относится к металлургии и может быть использовано в прокатном производстве, преимущественно при горячей и холодной прокатке труб для выверки оси деформирования и настройки прокатных станов. Цель изобретения - повышение точности труб за счет повышения точности настройки стана при использовании многомодового лазера. Между лазерным прибором 1 и основным экраном 7 фиксируется геометрическая ось стана. При этом лазер вращают на угол не менее 360° и на светочувствительном слое дополнительного экрана 8 происходит проявление траектории вращения энергетических центров лазерного луча 5 в виде концентрических окружностей, точка пересечения радиусов которых определяет истинную ось луча. Корректировку направления луча производят до тех пор, пока его истинная ось не совпадает с центром экрана 7, чем достигается фиксация геометрической оси стана АБ. Под калибры валков 4 каждой клети 3 последовательно устанавливают шаблоны 6 с центральными отверстиями, снабженные съемными дополнительными экранами 9 со светочувствительным слоем. Грубое совмещение осей валков и клетей с геометрической осью стана производится до полного прохождения лазерного луча через центральные отверстия шаблонов в центр основного экрана. Более точная корректировка осей валков и клетей производится при вращении лазерного прибора вокруг своей оси и использовании дополнительных светочувствительных экранов 9 аналогично операции фиксирования геометрической оси стана. Затем клети смещают до совпадения центров шаблонов 6 с центром окружностей проявившихся на экране 9 при вращении лазера. 2 ил., 2 табл.
Фиг. г
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU668142A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
