1
Изобретение относится к трубопрокатному производству и может быть использовано для получения. бесшовных труб большого диаметра.
Известен стан для поперечной раскатки полых тел на оправке, включающий станину, три цилиндрических валка, расположенные по кругу с параллельными осями. Из них два валка- приводные, а один - нажимной и может переставляться в вертикальном направлении при помоп1,и гидравлических цилиндров для возможности подачи заготовки между валками и удаления раскатанного полого тела. Все три валка вращаются в одном направлении 1.
Недостатком этого стана является недостаточно жесткая валковая система из-за отсутствия опорных валков и, как следствие, весьма ограниченная длина раскатываемых полых тел.
Кроме того, сложная форма поперечного сечения создает трудность при выдаче проката из клети и дальнейшей выправки получаемого сечения в круглое.
Наиболее близким по технической сущности к предложенному изобретению является способ изготовления бесшовных труб поперечной прокаткой, реализованный в клети, содержащей станину, установленные в ней два приводных и средний неприводной валки с параллельно расположенньши в одной вертикальной плоскости осями. Для осуш,ествления поперечной прокатки приводные рабочие валки имеют нажимной механизм, перемещающий валки в вертикальной плоскости для осуществления деформации 2.
Известная клеть позволяет осуществлять прокатку труб ограниченной длины, так
как жесткость очага деформации недостаточна. Кроме того, это мешает достижению точных геометрических размеров труб.
Целью изобретения является повышение точности геометрических размеров труб путем увеличения жесткости очага деформации.
Поставленная цель достигается созданием клети для поперечной раскатки труб, включающей станину, установленные в ней
два приводных и средний неприводной валки с параллельно расположенными в одной вертикальной плоскости осями, и нажимной механизм приводных валков, которая, согласно изобретению, для каждого приводного валка опорной плитой, по всей длине которой размещены элементы нажимного механизма. Это позволяет значительно увеличить жесткость клети, прокатывать трубы большей длины с точными
геометрическими размерами и, следова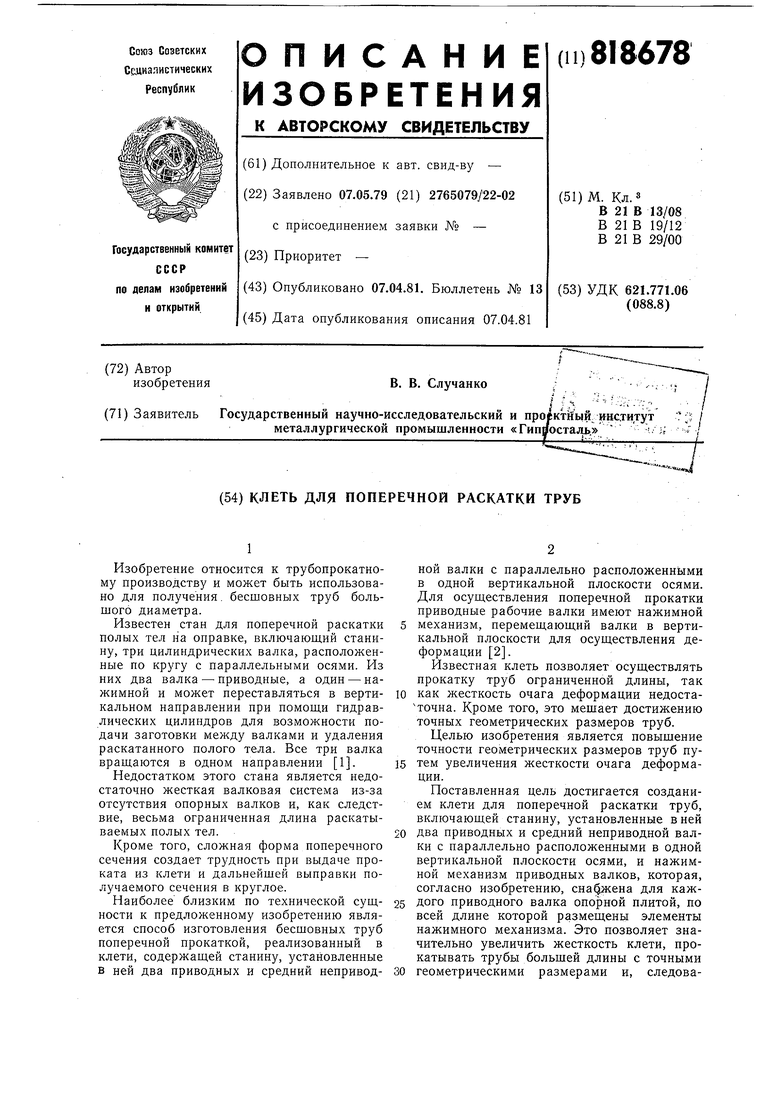
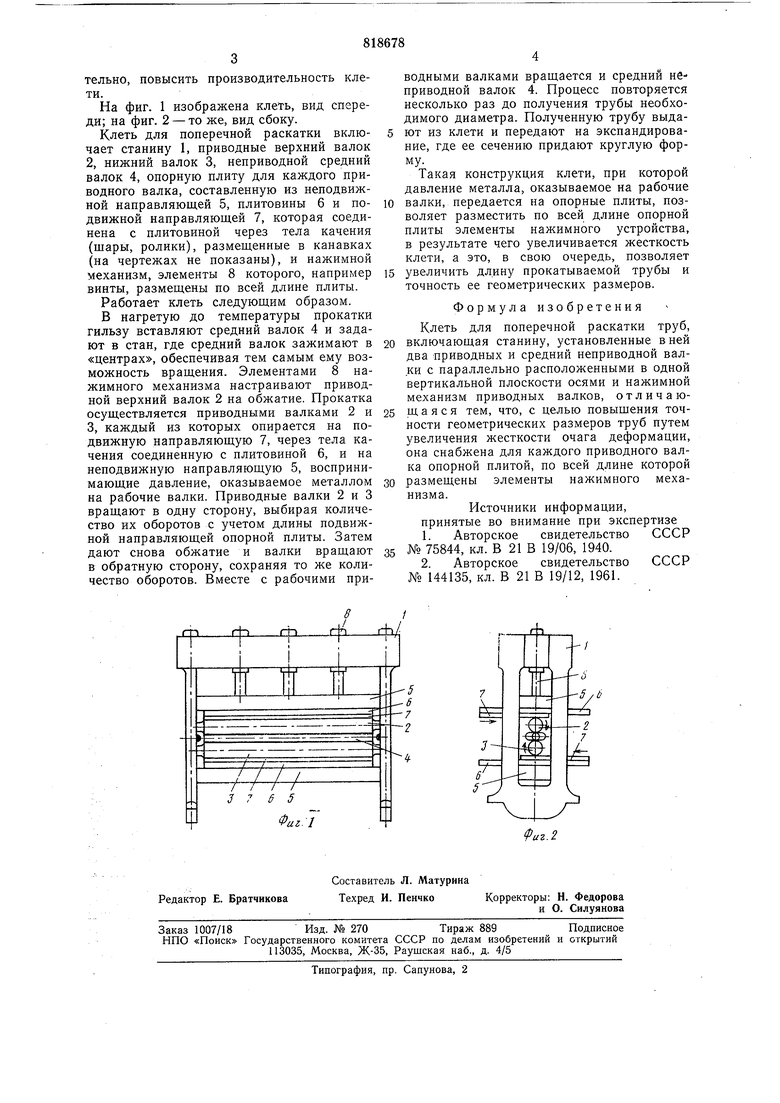
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Клеть пилигримового стана | 1987 |
|
SU1419770A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
