Изобретение относится к прокатному производству и может быть использовано иа предприятиях черной и цветной металлургии, а также в метизной промышленности.
Цель изобретения - повышение эффективности регулирования поперечного профиля полосы.
На фиг. 1 изображен валок прокатного стана, продольный разрез; на фиг. 2 - то же, в рабочем положении для регулирования профиля внешней образующей по середине бочки валка; на фиг. 3 - то же, в рабочем положении для регулирования профиля бочки в левой части валка; на фиг. 4 вариант исполнения устройства для регулирования профиля бочки с двумя поршнями; на фиг. 5 - то же, в рабочем положении для регулирования стрелы по середине бочки валка; на фиг. 6 - то же, в рабочем положении для регулирования профиля валка по длине бочки.
Валок прокатного стана состоит из шеек 1, полой бочки 2 с внешней образующей 3 профиля в виде вогнутой параболы. В полости бочки 2 установлено устройство для регулирования профиля внешней образуюшей бочки валка, включающее в себя подвижный вдоль оси валка поршень 4 в виде тора со штоком 5, связанным с приводом возвратно-поступательного перемешения.
Внутренняя образующая бочки 2 выполнена с чередующимися цилиндрическими и полусферическими поверхностями участков по длине полости 6.
Другая модификация исполнения устройства для регулирования профиля внешней образующей бочки вала заключается в том, что напротив основного поршня устанавливается дополнительный поршень 7 в виде тора, соединенный со штоком 8, пропущенным через противоположную шейку валка.
Валок прокатного стана работает следующим образом.
При прокатке полосы выпуклый (чечевицеобразной формы) профиль 3 внешней образующей бочки 2 валка имеет вогнутую параболическую форму (фиг. 1). Поршень 4 выведен в крайнее левое положение и не контактирует со сферическими выступами в полости бочки.
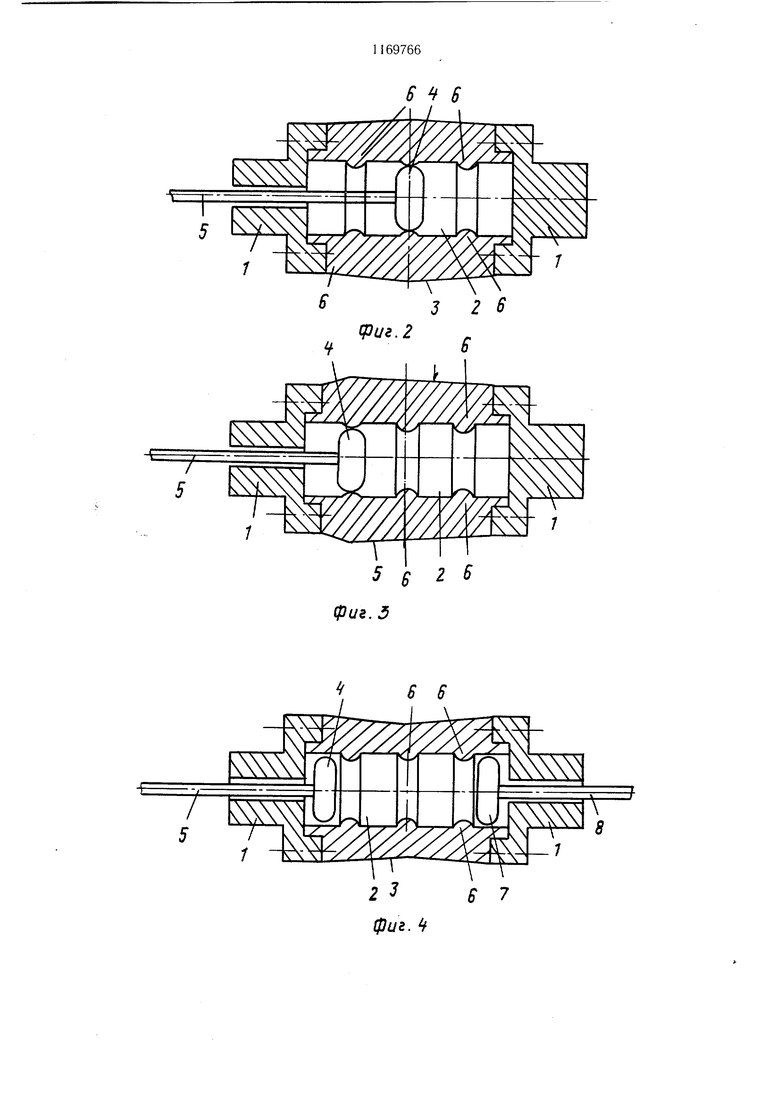
При прокатке полосы с вогнутым поперечным сечением шток 5 перемещает поршень 4 вдоль внутренней полости бочки, проходит левые сферические выступы и останавливается в центре бочки (фиг. 2). Сферический поршень 4 упирается в сужение полости, образованное полусферами 6 и создает упругий распор бочки 2. При этом профиль внещней образующей бочки 2 получает выпуклость в центре валка и изменяется по кривой второго порядка - выпуклой параболе. Поперечная разнотолщинность полосы уменьшается.
Для регулирования профиля по длине бочки валка и для уменьшения поперечной разнотолщинности полосы в сечении по ширине полосы порщень 4 с помощью щтока
5упирается в левое сужение полости 6 в виде полусфер (фиг. 3). При этом бочка 2 валка распирается и приобретает выпуклость в левой части бочки, а образующая валка изменяется по плавной кривой второго порядка. Поперечная разнотолщинность полосы в левой части полосы уменьшается. Для модификации устройства для регулирования внешней образующей бочки валка 2 с двумя поршнями 4 и 7 изменер.ие профиля осуществляется следующиг-л образом.
При прокатке полосы с выпуклым поперечным сечением профиль внешней образующей 3 бочки 2 валка имеет вогнутую параболическую форму (фиг. 4). Поршни
4 и 7 выведены в крайнее левое и правое положения соприкасаются с выступами
6полости бочки 2 валка.
При прокатке полосы с вогнутым поперечным сечением шток 5 перемещает порщень 4 вдоль внутренней полости бочки и
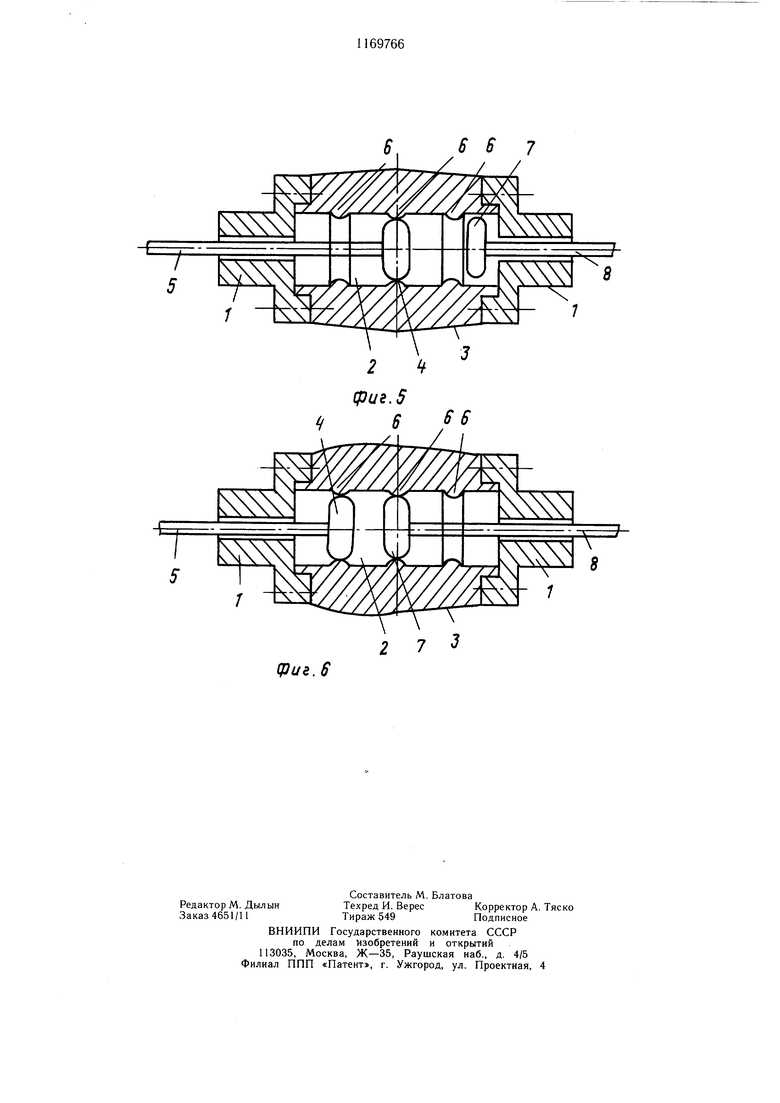
останавливается в центре бочки, а дополнительный поршень 7 остается в крайнем правом положении и не соприкасается с выступами 6 полости бочки 2 валка (фиг. 5). При этом происходит распор бочки в центре валка и внешняя образующая валка получает выпуклость в средней части бочки и изменяется по параболической выпуклой кривой. Поперечная разнотолщинность в середине полосы уменьщается.
Для уменьшения поперечной разнотолщинности в левой части ширины полосы шток 5 перемещает поршень 4, а шток 8 - дополнительный поршень 7 (фиг. 6).
Сферические порш;ни 4 и 7 упираются в левой части бочки валка. При этом внешняя образующая бочки в левой части получает
выпуклость, а поперечная разнотолщинность в левой части полосы уменьшается.
Аналогично производится регулирова ние внешней образующей бочки валка и поперечной разнотолщинности полосы в
правой части бочки и одновременно в левой и правой частях бочки валка.
Предложенный валок прокатного стана позволит снизить отсортировку листов по плоскостности на 20%.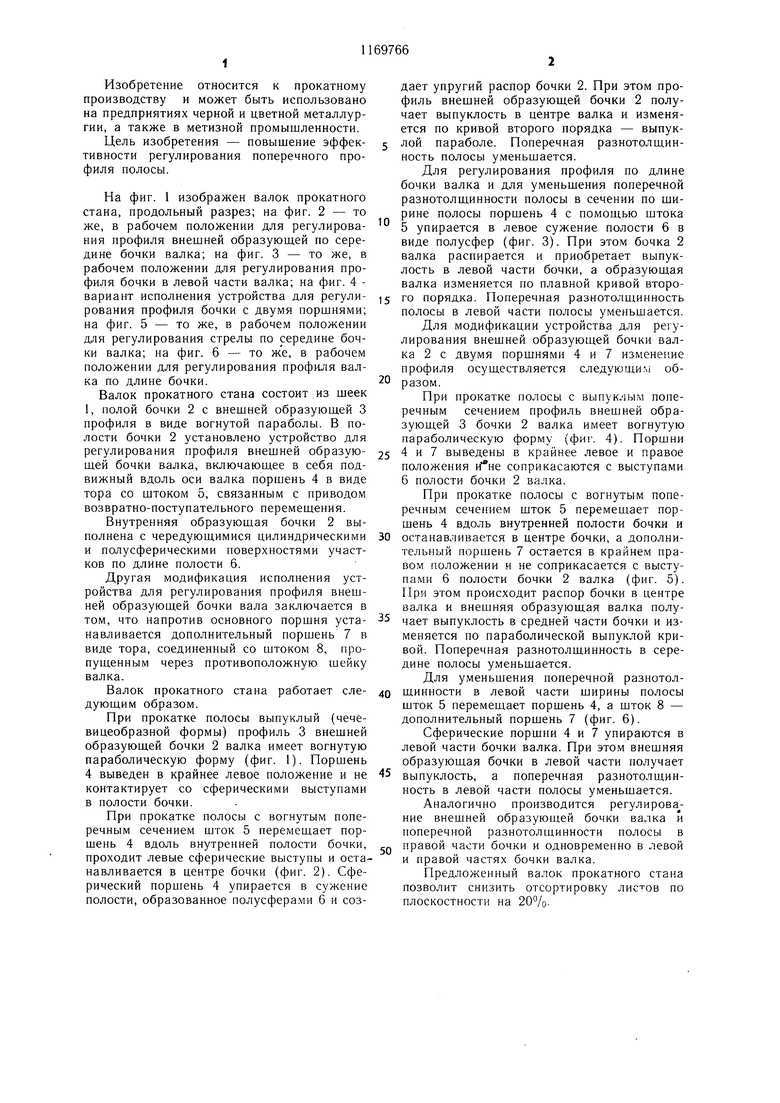
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Ролик | 1979 |
|
SU818686A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Прокатный валок | 1983 |
|
SU1122382A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ ПОЛОСОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2361690C1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
ВАЛОК ПРОКАТНОГО СТАНА, содержащий шейки, полую бочку, в которой установлен вдоль ее оси шток с поршнем, взаимодействующий с внутренней образующей бочки, причем в полости против основного поршня установлен дополнительный поршень, а штоки обоих поршней расположены в полых шейках валка, отличающийся тем, что, с целью повышения эффективности регулирования поперечного профиля полосы, внутренняя образующая бочки выполнена с чередованием цилиндрических и полусферических поверхностей участков, расположенных вдоль бочки, при этом каждый поршень выполнен в виде тора. (Л 05 СО О5 О5 ФtJгJ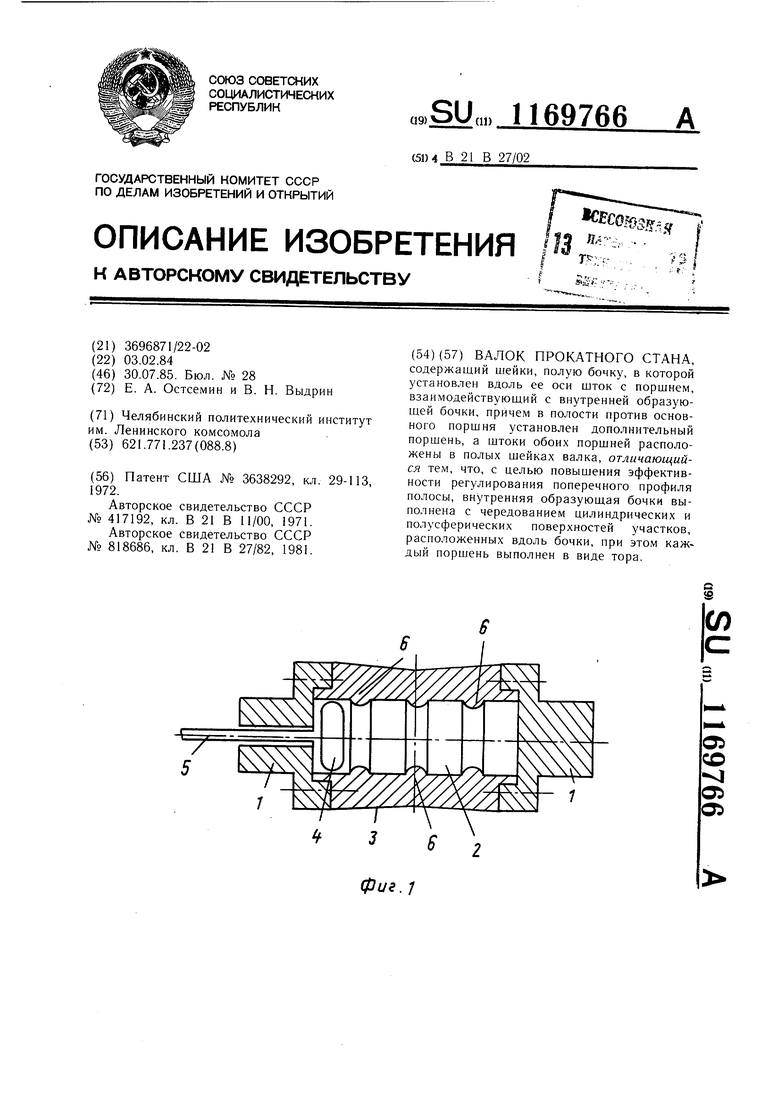
6 6
(J3U&.6
273
| Патент США № 3638292, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| 1971 |
|
SU417192A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ролик | 1979 |
|
SU818686A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
