происходит уменьшение рабочего диаметра инструмента, вниз - увеличение его.
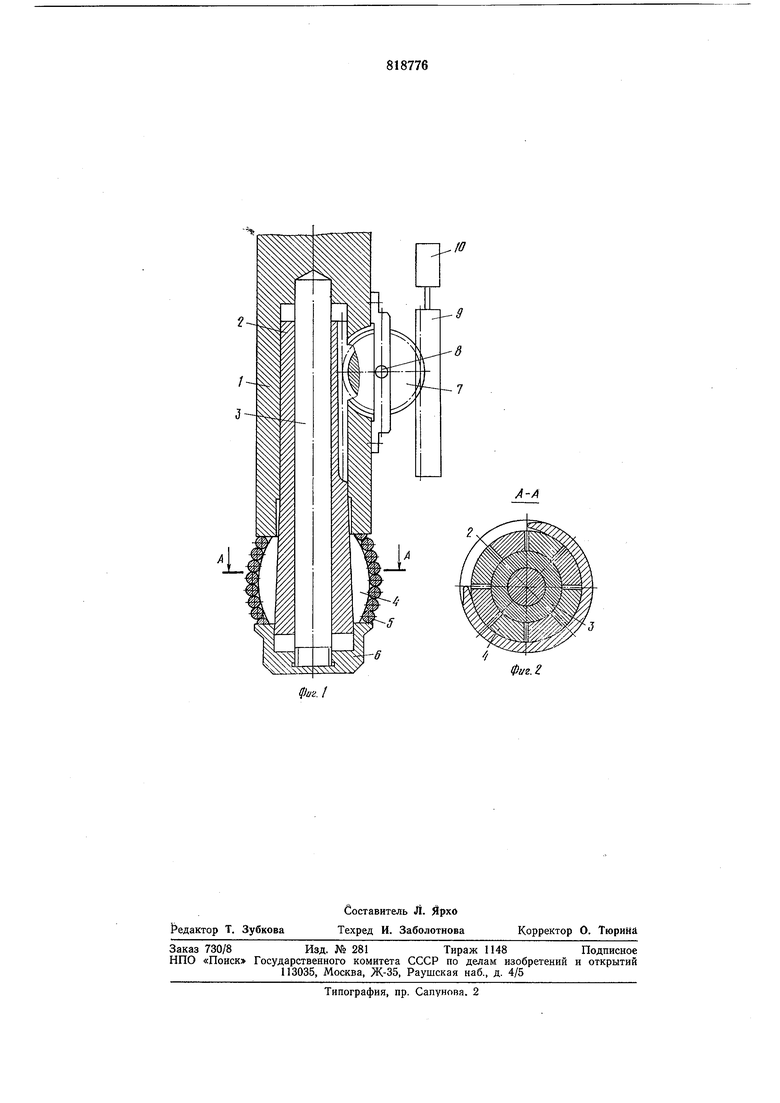
При обработке цилиндрических отверстий инструмент работает следующим образом. Вначале рабочего хода инструмента зубчатая рейка 9 с помощью привода 10 перемещается вниз, при этом происходит перемещение конуса 2 через шестерню 7 вверх. Величина перемещения определяется необходимым натягом обработки. Затем осуществляется рабочий ход инструмента, при котором происходит синхронное перемещение зубчатой рейки 9. В таком случае натяг обработки на всем пути рабочего хода сохраняется неизменным.
При обработке конического отверстия (в том случае, когда больший диаметр его расположен вверху) во время рабочего хода происходит в зависимости от угла конуса поверхности перемещение зубчатой рейки 9 вверх или она остается неподвижной, шестерня 7 при этом поворачивается против часовой стрелки, в результате чего постоянно уменьшается рабочий диаметр инструмента, а натяг обработки на всем пути остается неизменным.
При обработке деталей с криволинейной поверхностью отверстия (т. е. с криволинейной образующей поверхностью) в зависимости от характера криволинейности во время рабочего хода происходит перемещение зубчатой рейки 9 вверх или вниз с той или другой скоростью, а следовательно, уменьшение или увеличение рабочего диаметра инструмента.
При обработке отверстия в детали с переменной толщиной стенки в осевом направлении для получения прямолинейной образующей необходимо уменьшение натяга обработки там, где жесткость стенки ниже и увеличение натяга при повышении жесткости ее.
Наличие в предлагаемом инструменте пружины в качестве деформирующего элемента 5 позволяет повысить качество обработки поверхности, так как плоскость каждого витка пружины находится в положении, близком к перпендикулярному по отношению к направлению перемещения инструмента, и при движении пружины напроход качество обработки достигается высокое.
Предлагаемый инструмент обладаеЧт большой универсальностью, так как для изменения режима обработки в предлагаемом инструменте необходимо лишь сменить программу работы привода перемещения рейки.
Формула изобретения
Инструмент для обработки отверстий дорнованием, содержащий корпус, нажимной конус, контактирующий с разжимным элементом, на наружной поверхности которого расположен деформирующий элемент, отличающийся тем, что с целью расширения технологических возможиостей, инструмент снабжен валом, расположенным в выполненном отверстии нажимного конуса, закрепленным одним концом в корпусе и несущим на другом конце упорный элемент, причем наружная поверхность разжимного элемента выполнена криволинейной.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 525508, кл. В 23D 43/02, 1975.
{О
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Способ обработки рабочих поверхностей зубьев зубчатых колес | 1987 |
|
SU1558542A1 |
| Хонинговальная головка | 1979 |
|
SU859128A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| ПАКЕР-ЯКОРЬ | 2008 |
|
RU2379471C1 |
| Устройство для окончательной обработ-Ки ОТВЕРСТий | 1977 |
|
SU831577A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |