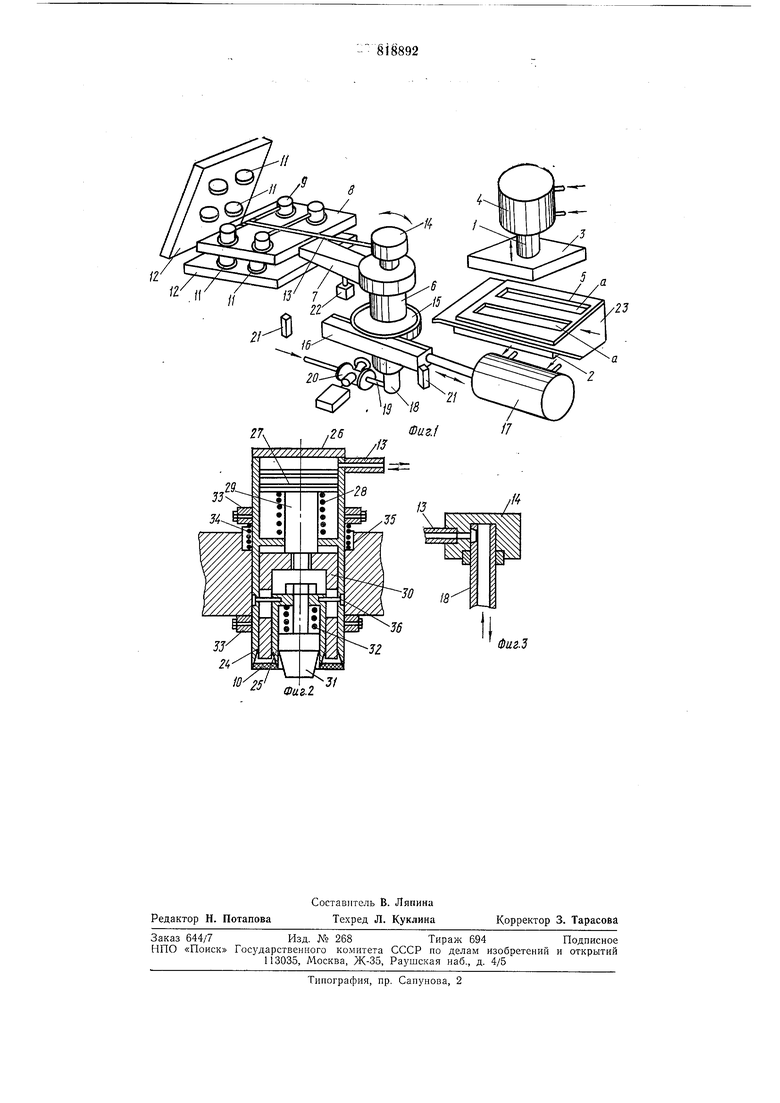
штанцевьши ножами 9 для вырубки, переноса и укладки заготовок 10 в гнезде 11 пресс-формы 12. На дополиителвной плите 8 закреплены трубки 13 для подвода сжатого воздуха к штанцевым ножам от воздухораспределительной коробки 14.
На вертикальном валу 6 закреплено зубчатое колесо 15, взаимодействующее с зубчатой рейкой 16, соединенной со штоком пневмоцилиндра 17.
В|Нутри вертикального вала расположена полая труба 18, соединенная с одной стороны с воздухораспределительной коробкой 14, а с другой - через трубу 19 с управляемым .вентилем 20.
С обеих сторон по ходу зубчатой рейки 16 закреплены ограничительные упоры 21.
Путевой переключатель 22 служит для включения вентиля 20.
Прорези а на пластине 5 соответствуют расположению отверстий на дополнительной плите 8. Пластина 5 удерживает при вырубке обрабатываемый лист 23.
Каждый штанцевый нож представляет собой наружный 24 и внутренний 25 кольцевые ножи. Наружный кольцевой нож сверху закрыт крышкой 26 и к его полости подведена трубка 13. Внутри него расположен поршень 27, подпружиненный пружиной 28. На его штоке 29 закреплен наружный выталкиватель 30 из антиадгезиоиного материала.
Внутри ножа 25 смонтирован центральный выталкиватель 31 из антиадгезионного материала, подпружиненный пружиной 32. На наружном ноже 24 закреплены верхнее и нижнее ограничительные кольца 33. Верхнее кольцо 33 подпружинено пружиной 34, расположенной в проточке 35, выполненной в дополнительной плите 8.
Внутренний нож 25 соединен с наружным ножом 24 винтами 36.
При этом внутренний нож 25 выполнен с заточкой режушей кромки по наружной поверхности, а наружный - по внутренней, что создает расширение ножа 9 книзу для удержания вырубленной заготовки 10 и для ее легкого удаления.
Устройство работает следующим образом.
На опорную эластичную плиту 2 укладывают лист 23 из полимерного материала, имеющий определенную толщину, а на него прижимную пластину 5 с продольными прорезями. В пневмоцилиндр 17 подается сжатый воздух, который перемещает поршень и связанную с его штоком зубчатую рейку 16 влево до упора 21. Зубчатая рейка 16 находится в зацеплении с зубчатым колесом 15 и при ее влево колесо 15 поворачивается по часовой стрелке, поворачивая с помощью вертикального ва.ла 6, кронштейна 7 плиту 8 со штанцевы.ми ножами 9 в положение вырубки в рабочую |ПОЗицию пресса. Затем в пневмоцилиндр 4 пресса 1 подается окатый воздух и плита 3 пресса создает усилие на ножи 9, которые перемешаются вниз в отверстия плиты 8, проходят режущими, кромками 5 через прорези в пластине 5, прорезают лист 23 из полимерного материала и упираются в опорную плиту 2, не затупляясь, так как плита 2 выполнена из эластичного материала. Вырубленная заготовка 10 благодаря суживающейся кверху полости ножа остается в ней при снятии давления пресса 1 и подъеме его вверх при подаче сжатого воздуха в другую полость пневмоцилиидра 4. Благодаря усилию возвратной 15 пружины 34 нож 9 вместе с заготовкой 10 в отверстии пл:иты 8 перемещается вверх до упора в и-ижнее кольцо 33, при этом режущие кромки выходят из прорезей пластины 5, удерживающей лист 23 на опорной плите 2.
Центральная часть заготовки выталкивается из режущей кромки центральным выталкивателем 31 с помощью пружины 32 и остается на опорной плите 2. Затем 5 с помощью пневмоцилиндра 17 зубчатая рейка 16 перемещается вправо и поворачивает плиту 8 через колесо 15 с валом 6, кронштейном 7 против часовой стрелки в положение укладки заготовок 10 в гнезда 0 11 пресс-формы 12.
Положение плиты 8 фиксируется правым упором 21 рейки 16.
Отверстия в плите 8 расположены в строгом соответствии с расположением 5 гнезд 11 в пресс-форме 12, поэтому ножи 9 с заготовками 10 останавливаются точно над гнездами И нижней половины прессформы 12 с зазором по высоте 1-2 мм с учетом толщины заготовки. При повороте 0 плиты 8 поворачиваются воздухораспределительная коробка 14 и трубка 13, при этом боковое отверстие в трубе 13 (фиг. 3) совмещается с боковым отверстием в коробке 14, связанным с трубкой 13. Путевой 5 переключатель 22 дает команду на открытие вентиля 20 для пуска сжатого воздуха в полости ножей 9, которые, воздействуя на поршень 27, опускают вниз наружные выталкиватели 30, выталкивающие заго0 товки 10 из полостей ножей 9 и прижимающие ее к гнезду 11 пресс-формы 12. После этого сбрасывается воздух из полостей пожей 9, поршень 27 со штоком 29 и выталкивателем 30 пружиной 28 возвращает5 ся вверх в исходное положение, а заготовка 10 остается в гнезде 11 пресс-формы 12. Плита 8 выводится от пресс-формы 12 тем же порядком как указано выще. Техническая и экономическая эффективность пред0 лягаемого устройства состоит в том, что по срав.нен1ию с известными оно позволяет повысить качество заготовок за счет точности вырубки, а при формовании изделия из такой заготовки значительно сокращаются необходимые отходы полимерного материаЛа в биде JBbinpeccoBOK из гнезд пресс-формы.
Кроме того, предлагаемое устройство обеспечивает повышение производительносги оборудования и механизацию процесса вырубки заготовок, переноса их от вырубного .пресса к пресс-форме и укладку заготовок Б гнезда лресс-формы.
Устройство отличается простотой конструкции и может быть использовано на действующем оборудовании.
Формула изобретения
1. Устройство для вырубки заготовок из полимерных материалов, содержащее, опорную и нажимную плиты и поворотный вал с кронштейном для удержания штанцевых ножей, выполненных в виде внутреннего и наружного кольцевых ножей с заточкой режущей кромки, имеюших центральный и наружный выталкиватели, отличающееся тем, ЧТО, с целью повышения пройзво дительности устройства И качества резки заготовок из клейкой листовой резины, устройство снабл ено смонтированной на кронштейне дополнительной плитой с отверстиями и расположенной на опорной плите пластиной с прорезями, соответствующими расположению отверстий на дополнительной плите, а штанцевые ножи установлены
в отверстиях, причем внутренний нож выполнен с заточкой режущей кромки по наружной поверхности, а наружный - по внутренней. 2. Устройство по л. 1, отличающееся
тем, что выталкиватели выполнены из антиадгезионного материала.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 190013, кл. В 29Н 3/06, 1965 (прототип) .


| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ВЫРУБНОЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И ЗАГОТОВОК | 1967 |
|
SU190013A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ И УКЛАДКИ ЛИСТОВЫХ ЗАГОТОВОК | 1966 |
|
SU179461A1 |
| ВЫРУБНОЙ ПУАНСОН (ВАРИАНТЫ) | 2003 |
|
RU2243086C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU856834A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1136870A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |