В зависимости от желаемой оптической емкости толщину этого слоя следует выбирать в пределах (0,1-0,25) d, где d - диаметр проволоки. С увеличением толщины слоя оптическая емкость увеличивается, но уменьшается угол оглядывания.
Таким образом получают откорректированную модель линзового растра. На поверхность первого гальваноотложения 5 таклсе гальваноспособом наращивается рабочий слой 6 матрицы, например, из никеля или хрома.
Далее следуют операции закрепления рабочего слоя 6 на подставке. При этом .возможны различные варианты, два из которых описываются ниже.
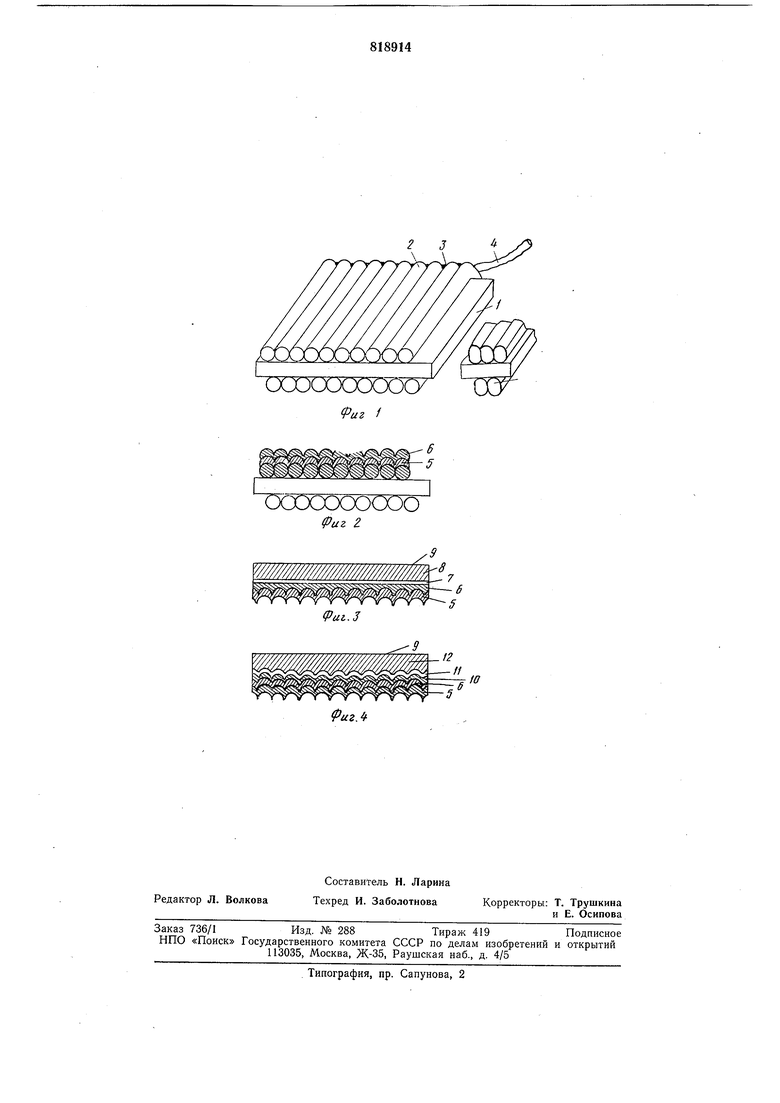
В первом варианте (фиг. 3) наращенный слой 6 шлифуется на нлоскошлнфовальном станке так, чтобы обеспечить точную параллельность шлифованной поверхности и поверхности пластины 1. Затем шлифованная поверхность слоя 6 лудится и припаивается оловом 7 к заранее заготовленной пластинчатой подставке 8. Опорная поверхность 9 подставки после припаивання шлифуется для обеспечения параллельности плоскостям пластины 1. Далее следует операция вытравливания медной проволоки 2 и первого слоя 5 (медного) с поверхности гальванокопии 6. После этой операции матрица готова.
Во втором варианте (фиг. 4) на слой никеля 6 наращивается слой 10 олова илн меди. Медь после отложения лудится слоем И олова механическ.и. Затем полученная гальванокопия заливается гартом 12 необходимой толшины, выполняющим роль подставки. Для получения точной параллельности ее опорной поверхности 9 и пластины 1 слоя гарта обрабатывается на ростовом строгальном станке. Далее следуют ранее описанные операции удаления подставки и вытравливания медной проволоки и медного покрытия 5, после чего матрица готова.
Предлагаемый способ повышает срок действия матрицы.
Формула изобретения
1. Способ изготовления матрицы для прессования прозрачных линзовых растров, заключающийся в нолученни моделн линзорастровой структуры путем навивки металлической проволоки виток к витку
на основание, снятнн гальваноконни с новерхности модели, закреплении гальванокопии на подставке, удалении основания и вытравливании проволоки, отличающийся тем, что, с целью повышения качества матрицы, при получении модели линзорастровой структуры навивку проволоки осуществляют на основание плоской формы, соответствующей форме матрицы, а перед снятием гальванокопии наносят на
проволоку корректирующий слой металла гальваническим методом, при этом проволоку вытравливают вместе с корректирующим слоем.
2.Способ по п. 1, отличающийся тем, что закрепление гальванокопии на
подставке осуществляют пайкой.
3.Способ по п. 1, отличающийся тем, что закрепление гальваноконии осуществляют лужением гальванокопни с
тыльной стороны с последующей заливкой ее гартом.
4.Способ по пп. 1-3, отличающийся тем, что в качестве металла для гальванокопии используют никель.
5. Способ по пп. 1-3, отличающийся тем, что в качестве металла для гальванокопии используют хром.
6. Способ по пп. 1-5, отличающийс я тем, что в качестве корректирующего слоя используют медь.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 147094, кл. G 03F 5/00, 1962 (прототип).
TXJOUOOODOi
(Раг /
23
ооооооо зо
иг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения матрицы для изготовления линзовых растров | 1989 |
|
SU1675836A1 |
| Способ изготовления металлических плоских матриц для прессования линзовых растров | 1975 |
|
SU592626A1 |
| Способ изготовления матриц для прессования линзовых растров | 1979 |
|
SU895718A1 |
| Способ получения матрицы для изготовления линзовых растров | 1988 |
|
SU1601603A1 |
| Способ изготовления линзорастровой стереоскопической изопродукции | 1982 |
|
SU1025527A1 |
| Способ изготовления рельефной печатной формы | 1983 |
|
SU1118556A1 |
| Устройство для изготовления металлических матриц с растровыми элементами | 1961 |
|
SU147094A1 |
| Способ изготовления линзорастровой стереоскопической изопродукции | 1975 |
|
SU560769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ЛИНЗОВОЙ ПАНЕЛИ ДЛЯ КОНЦЕНТРАТОРНЫХ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ НА ОСНОВЕ НАНОГЕТЕРОСТРУКТУР | 2010 |
|
RU2422860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРКАЛ | 1968 |
|
SU218382A1 |