(54) УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ НА КОНВЕЙЕРЕ ПО ТИПОРАЗМЕРУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на конвейере по типоразмеру | 1979 |
|
SU878363A1 |
| Устройство для распознования и учета деталей | 1982 |
|
SU1092539A1 |
| Фотоэлектронное устройство для измерения размеров изделий и сортировки | 1981 |
|
SU1004753A1 |
| Устройство для сортировки объектов по типоразмеру | 1984 |
|
SU1212631A1 |
| Адаптивное устройство для распознавания предметов, перемещаемых конвейером | 1984 |
|
SU1520563A1 |
| Устройство для сортировки деталей по типоразмерам | 1987 |
|
SU1562037A2 |
| Устройство для сортировки деталей по типоразмерам | 1986 |
|
SU1421426A1 |
| Устройство для управления сортировкой деталей по типоразмеру | 1985 |
|
SU1271589A2 |
| Устройство для сортировки деталей по типоразмерам | 1983 |
|
SU1169763A1 |
| Устройство для распознавания и учета предметов по типоразмеру | 1987 |
|
SU1460731A1 |
Изобретение относится к машиностроению и приборостроению, а именно к устройствам для управления сортировокой деталей на конвейере.
Известны устройства автоматического разделения деталей на основании визуальной информации, а также устройства полуавтоматической сортировки деталей на конвейере, выполняемой оператором.
Недостатками указанных устройств являются их низкая производительность и невысокая точность разделения деталей по типоразмеру.
Наиболее близким техническим решением к предложенному является устройство для сортировки деталей на конвейере по типоразмеру, в котором распознаваемые детали, перемеш,аясь по конвейеру, попадают в зону действия прямоугольной матрицы фотодатчиков, каждый из которых освещен своим источником света и перекрывает собой те или иные фотодатчики. Каждому типоразмеру деталей соответствует определенный набор выходных сигналов фотодатчиков, которые поступают в блок управления дешифрацией деталей, связанны с коммутатором адреса складирования, который
производит соответствующие переключания в блоке приводов переключателя адреса складирования. Последний посылает деталь в нужном направлении. Одновременно сигнал с блока управления поступает в блок контроля передачи детали по адресу, который сравнивает код выходных сигналов фотодатчиков с состоянием исполнительных механизмов, соответствующих этому коду. При правильном использовании команд деталь направляется в соответствующий
накопитель. В противном случае включается привод резервного возврата детали, которая возвращается в зону действия матрицы фотодатчиков I.
Недостаток указанного устройства заключается в том, что оно не обеспечивает
высокой точности распознавания деталей из-за низкой разрешающей способности осветителей.
Цель изобретения - повышение точности распознавания деталей.
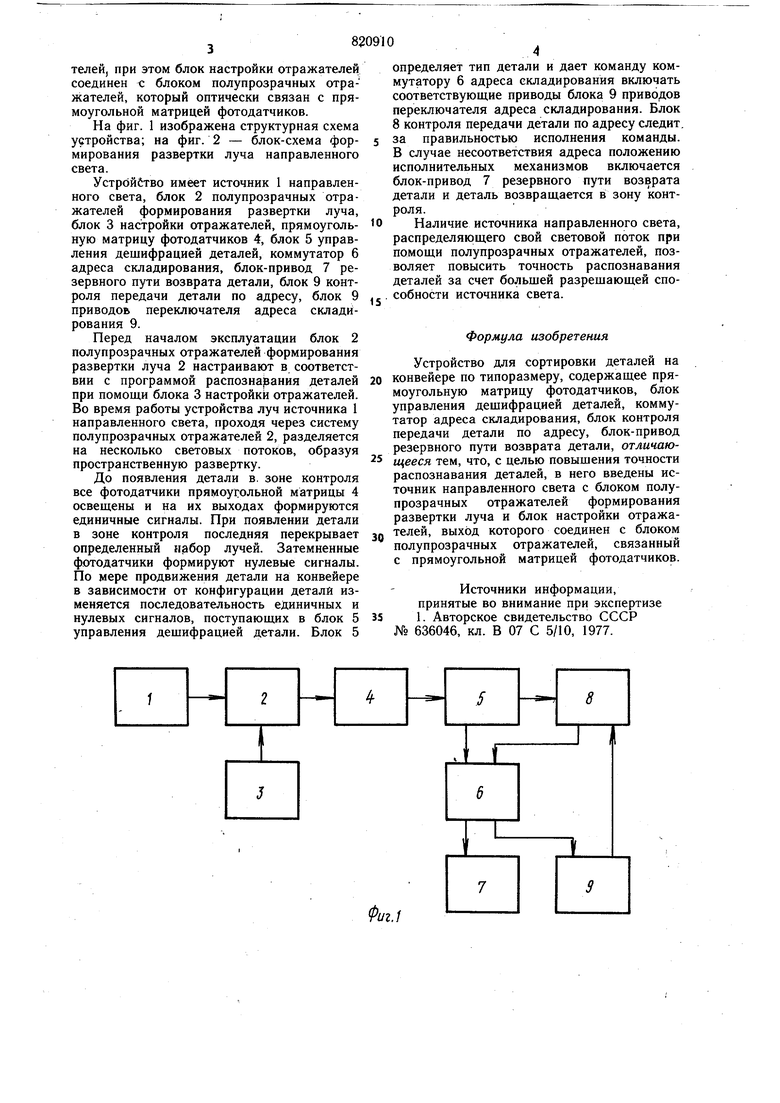
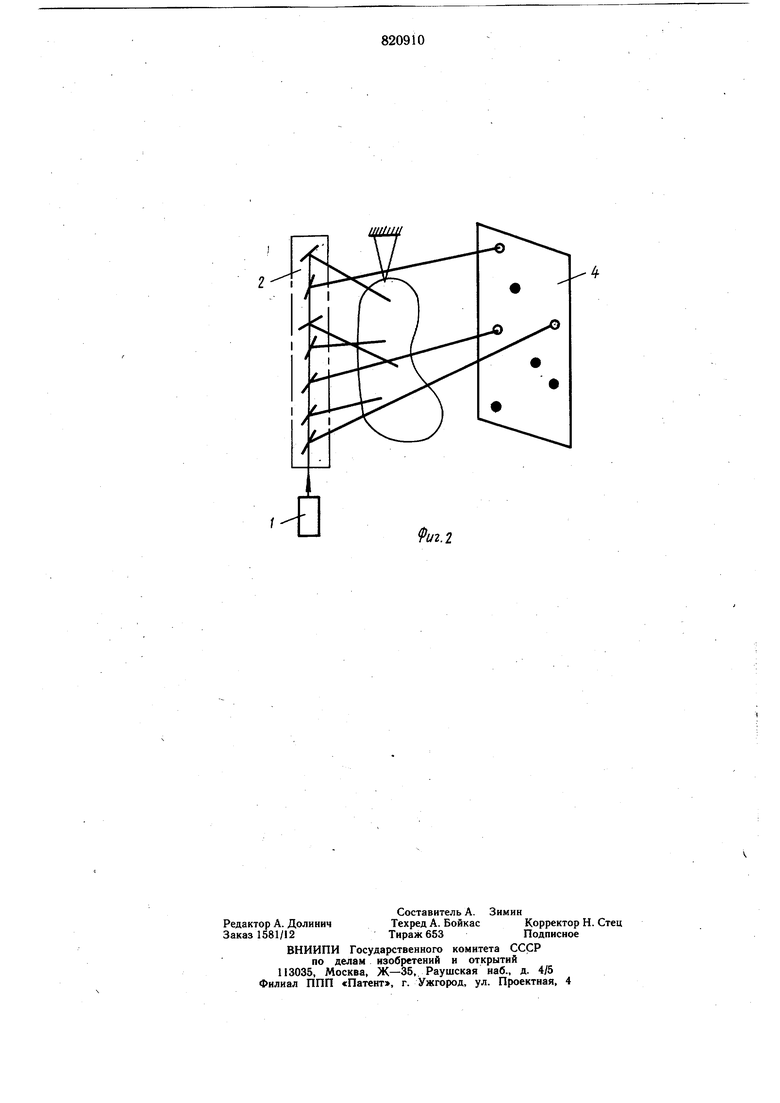
Указанная цель достигается тем, что в известное устройство дополнительно введен источник направленного света с блоком полупрозрачных отражателей формирования развертки луча и блок настройки отражателей, при этом блок настройки отражателей соединен с блоком полупрозрачных отражателей, который оптически связан с прямоугольной матрицей фотодатчиков. На фиг. 1 изображена структурная схема устройства; на фиг. 2 - блок-схема формирования развертки луча направленного света. Устройство имеет источник 1 направленного света, блок 2 полупрозрачных отражателей формирования развертки луча, блок 3 настройки отражателей, прямоугольную матрицу фотодатчиков 4, блок 5 управления дешифрацией деталей, коммутатор 6 адреса складирования, блок-привод 7 резервного пути возврата детали, блок 9 контроля передачи детали по адресу, блок 9 приводов переключателя адреса складирования 9. Перед началом эксплуатации блок 2 полупрозрачных отражателей формирования развертки луча 2 настраивают в соответствии с программой распознавания деталей при помощи блока 3 настройки отражателей. Во время работы устройства луч источника 1 направленного света, проходя через систему полупрозрачных отражателей 2, разделяется на несколько световых потоков, образуя пространственную развертку. До появления детали в. зоне контроля все фотодатчики прямоугольной матрицы 4 освещены и на их выходах формируются единичные сигналы. При появлении детали в зоне контроля последняя перекрывает определенный набор лучей. Затемненные фотодатчики формируют нулевые сигналы. По мере продвижения детали на конвейере в зависимости от конфигурации детали изменяется последовательность единичных и нулевых сигналов, поступающих в блок 5 управления дешифрацией детали. Блок 5 определяет тип детали и дает команду коммутатору 6 адреса складирования включать соответствующие приводы блока 9 приводов переключателя адреса складирования. Блок 8 контроля передачи детали по адресу следит, за правильностью исполнения команды. В случае несоответствия адреса положению исполнительных механизмов включается блок-привод 7 резервного пути возврата детали и деталь возвращается в зону контроля. Наличие источника направленного света, распределяющего свой световой поток при помощи полупрозрачных отражателей, позволяет повысить точность распознавания деталей за счет большей разрешающей способности источника света. Формула изобретения Устройство для сортировки деталей на конвейере по типоразмеру, содержащее прямоугольную матрицу фотодатчиков, блок управления дешифрацией деталей, коммутатор адреса складирования, блок контроля передачи детали по адресу, блок-привод резервного пути возврата детали, отличающееся тем, что, с целью повышения точности распознавания деталей, в него введены источник направленного света с блоком полупрозрачных отражателей формирования развертки луча и блок настройки отражателей, выход которого соединен с блоком полупрозрачных отражателей, связанный с прямоугольной матрицей фотодатчиков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 636046, кл. В 07 С 5/10, 1977.
.г
