I
Изобретение относится к обработке
металлов давлением, в частности к конструкции профилегкбочных станов, предназначенных для работы со сменными профилировочными блоками, и может быт использовано при производстве гнутых профилей.
Известен привод рабочей клети, содержащий шестеренную клеть, валы .которой соединены с фланцами валов рабочей клети посредством телескопических шпинделей, и механизм автономного поворота шпинделей 1,
Однако конструкция данного привода сложна и громоздка.
Цель изобретения - упрощение конструкции.
Поставленная цель достигается тем, что механизм автономного поворота связан со шпинделем одного из валов рабочей клети, а шпиндель второго вала рабочей клети связан с валом шестеренной клети с возможностью свободного углового хода. Шпиндель, имеюишй воз-
можность свободного углового хода, связан с валом шестеренной клети посредством закрепленной на валу шпонки, а ширина шпоночного паза, выполненного в шпинделе, больше ширины шпонки.
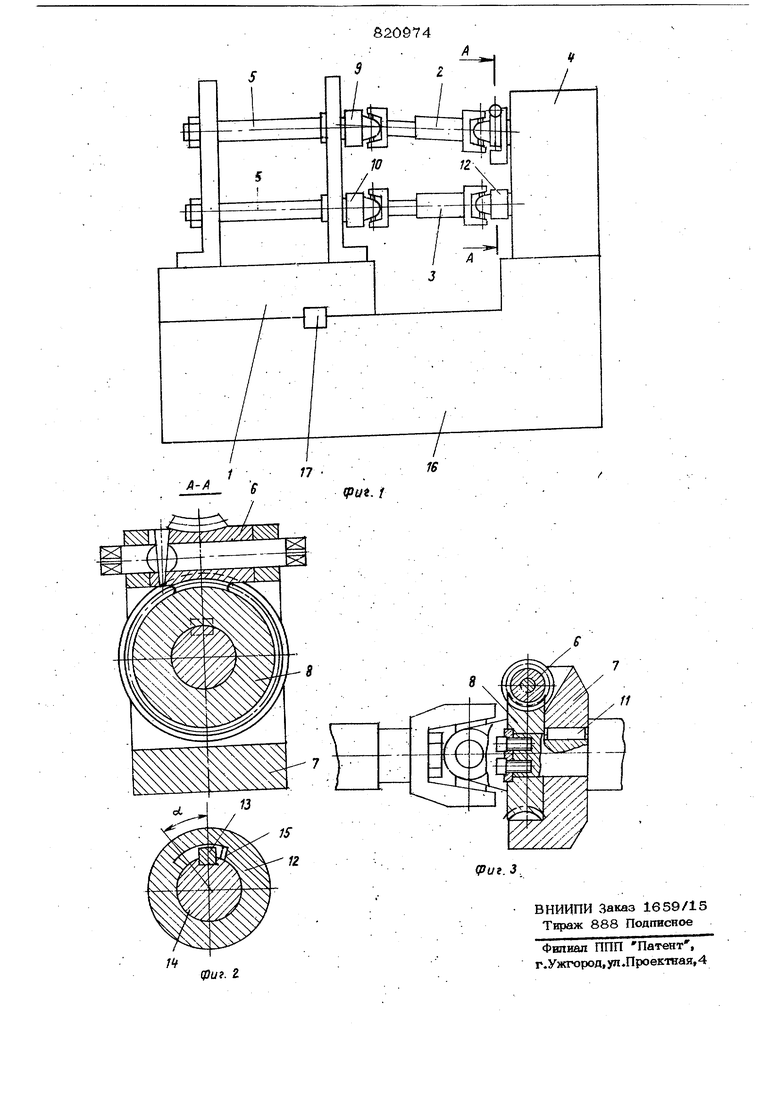
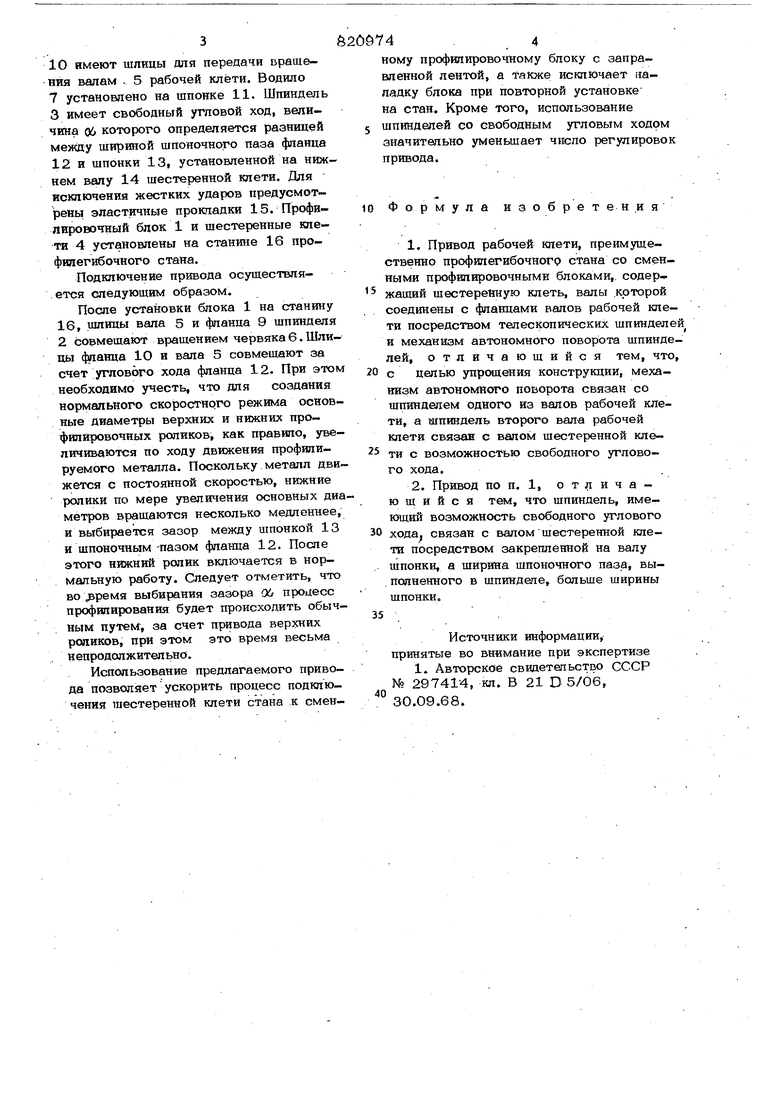
На фиг. 1 показан привод рабочей клети, обший вид; на фиг. 2 - разрез А-А на фиг. V, на фиг. 3 - пример конкретного выполнения механизма автономного поворота фланца шпинделя, местный вид.
В данном примере рассматривается одна из клетей сменного блока, число которых может быть 1О и более.
Привод рабочей клети сменного профилировочного блока (фиг. 1) состоит из двух шпинделей 2 и 3, соединяющих шестеренную клеть 4 с валами 5 рабочей клети. Сйин из шпинделей имеет механизм автономного поворота (фиг. 2 и З), состоящий из глобоидного червяка в, помешенного в водиле 7, и червячного колеса В, выполненного в виде фланца шпинделя. Фланцы 9 и 10 имеют шлицы для передачи вращения валам . 5 рабочей клети. Водило 7 установлено на шнонке 11. Шпиндель 3 имеет свободный угловой ход, величина 06 которого определяется разницей между шириной шпоночного паза фланца 12 и шпонки 13, установленной на нижнем 14 шестеренной клети. Для исключения жестких ударов предусмотрены эластичные прокладки 15. Профилировочный блок 1 и шестеренные клети 4 установлены на станине 16 профипегибочного стана. Подключение привода осушествляется следующим образом. После установки блока 1 на станину 16, щлицы вала 5 и фпанца 9 шпинделя 2 совмещают вращением червяка6.Шлицы транца 10 и вала 5 совмещают за счет углового хода фланца 12. При этом необходимо учесть, что для создания нормального скоростного режима основные диаметры верхних и нижних профилировочных роликов, как правило, увеличиваются по ходу движения профилируемого металла. Поскольку металл дви жется с постоянной скоростью, нижние ролики по мере увеличения основных ди метров вращаются несколько медленнее, и выбирается зазор между шпонкой 13 и шпоночным-пазом фпанца 12. После этого нижний ролик включается в нормальную работу. Следует отметить, что во ;время выбирания зазора 06 процесс профилирования будет происходить обыч ным путем, за счет привода верхних рояиков, при этом это время весьма непродолжительно. Использование предлагаемого привода позволяет ускорить процесс подключения шестеренной клети стана к смен44ному профилировочному блоку с заправленной лентой, а Также исключает наладку блока при повторной установке на стан. Кроме того, использование шпинделей со свободным угловым ходом значительно уменьшает число регулировок привода. Формула изобретения 1.Привод рабочей клети, преимущественно профилегибочного стана со сменными профилировочными блоками,, содержащий шестеренную клеть, валы которой соединены с фланцами валов рабочей клети посредством телескопических шпинделей и механизм автономного поворота шпинделей, отличающийся тем, что, с целью упрощения конструкции, механизм автономного поворота связан со шпинделем одного из валов рабочей клети, а шпиндель второго вала рабочей клети связан с валом шестеренной клети с возможностью свободного углового хода. 2.Привод по п. 1, отличающийся тем, что шпиндель, имеющий возможность свободного углового хода связан с валомшестеренной кпе- га посредством закрепленной на валу шпонки, а ширина шпоночного паза, выпопненного в шпинделе, больше ширины шпонки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 297414, кл. В 21 D 5/06, 30.09.68.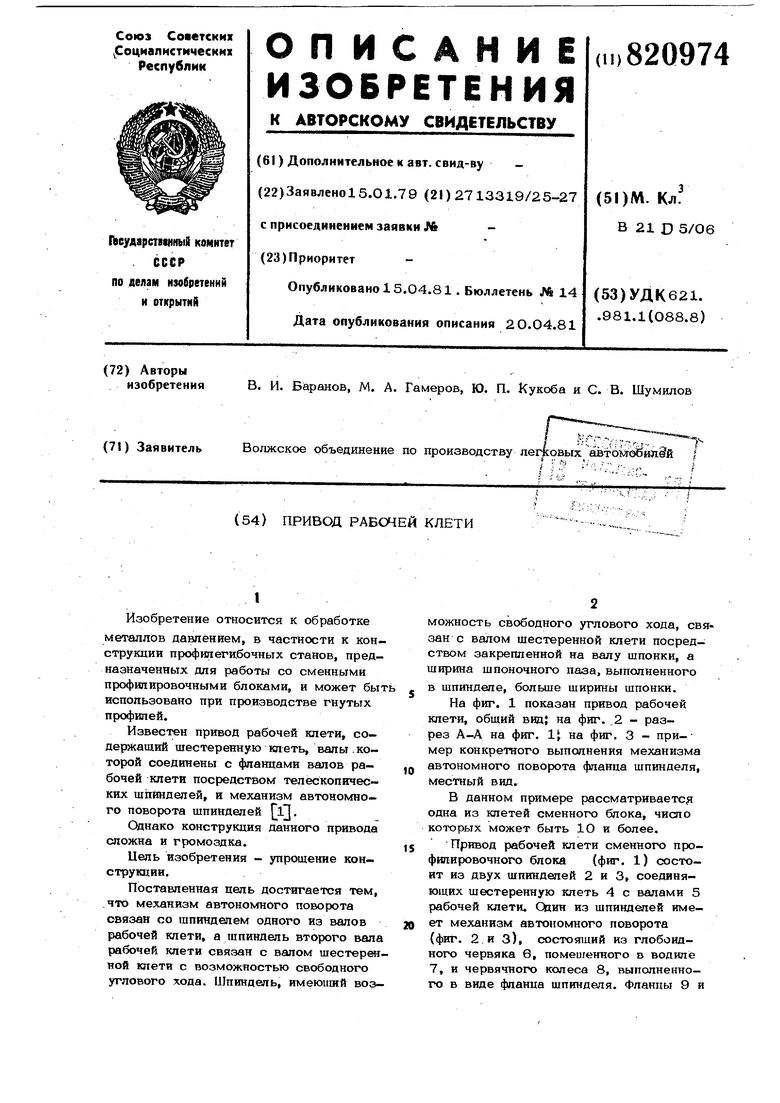
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод рабочей клети | 1978 |
|
SU801934A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2264270C2 |
| Устройство для компенсации биения валков прокатной клети | 1979 |
|
SU856601A1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ДЛЯ ПРОКАТКИ ШАРОВ | 1998 |
|
RU2162025C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2281821C1 |