(54) ШТАМП ДЛЯ РУБКИ ДЛИННОМЕРНОГО МАТЕРИАЛА
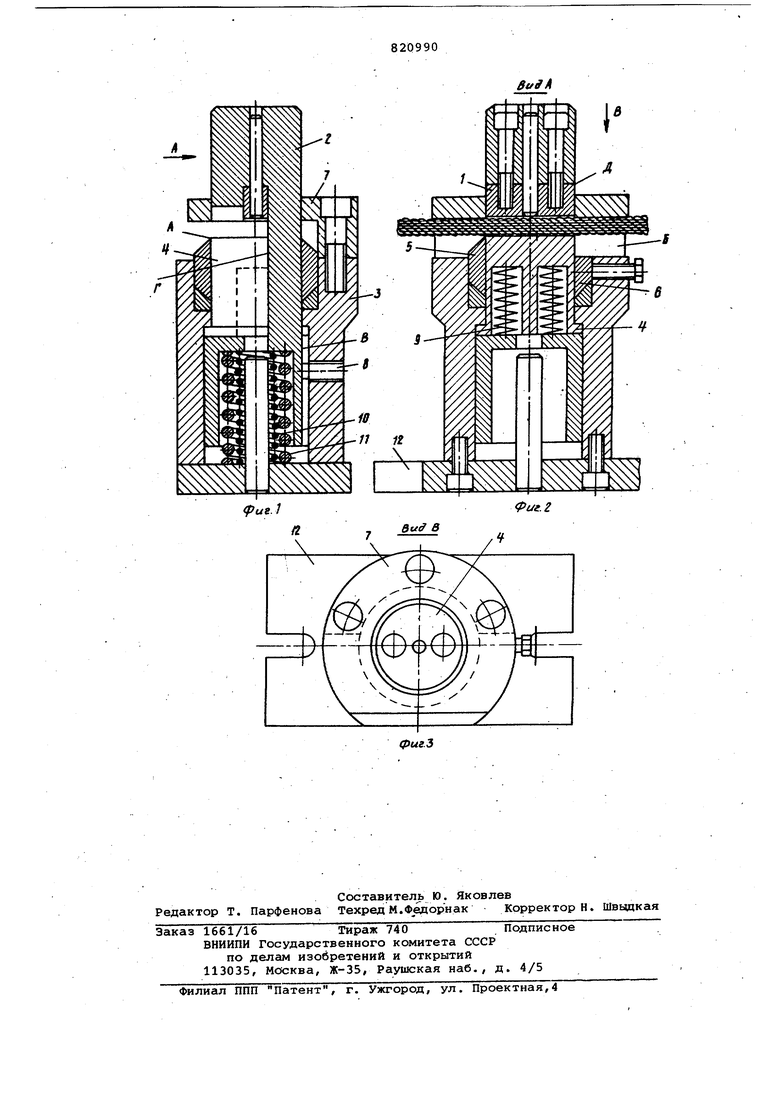
На фиг. 1 изображен штамп, общий ВИД) на фиг. 2 - вид А на фиг. 1)на фиг. 3 - вид В на фиг. 2.
Штамп для рубки длинномерного материала содержит пуансон 1 связанный со штоком 2, матрицу 3 в виде втулки прижим (подпружиненный упор) 4, полувтулку 5 с режущими кромками А, выполненными-по всему периметру торцов, и полувтулку 6. На матрице 3 закреплена крышка. 7 со сквозным боковым отверстием 5. В нижней части штока 2 имеется паз В, в который входит винт 8, ввернутый в матрицу 3 и служащий ограничителем от поворота штока 2. В прижиме 4 размещены пружины 9 для обеспечения прижатия разрубаемого материала к пуансону. В нижней части штока 2 помещены пружины 10 и 11 для удерживания штока в верхнем положении. Штамп своим основанием 12 устанавливается и , закрепляете я на пресс.
Штамп работает следующим образом.
Заготовка материала помацается по козырек крьиики 7 через сквозное окно В до опорной плоскости Г штока 2 и уладывается на подпружиненный прижцм
4.При движении штока 2 вниз происходит соприкосновение пуансона 1 с разрезаемым материалом затем зажатие его между пуансоном 1 и прижимсм 4
и совместное движение пуансона 1,разрезаемого материала, штока 2 и прижима 4, затем происходит рубка материала на режущей кромке А полувтулки
5.Зажатие материгша меязду пуансоном 1 и прижимом 4 обеспечивает перпендикулярный и высококачественный срез. Пуансон 1 имеет съемную часть с режущими кромками Д. .Когда прекращается рубка и действие усилия пружи,ны 10 и 11 поднимается шток 2
и связанный с ним пуансон 1 вверх, в начальное положение.
После выхода из строя участка режущей кромки А полувтулки 5, которая соприкасаясь в процессе работы с длинномерны{л материалом, полувтулку 5 поворачивают на некоторый угол или поворачивают на 180 и так до тех все режущие кромки е (с Обеих сторон полувтулки 5) не выйдут из строя. Затем полувтулку 5 вынимают и шлифуют, пока не исчезнет запас по высоте. При выходе из строя режущей кромки Д пуансона 1 его поворачивают одной изчетырех режущих кромок к полувтулке 5.
Формула изобретения
Штамп для рубки длинномерного
5 материала, содержащий пуансон, размещенную на основании матрицу, выполненную в виде втулки с боковым сквозным отверстием для размещения разрезаемого материала, и закрепленную в матрице съемную режущую обой. му, состоящую из двух полувтулок разной высоты, из которых более высокая полувтулка выполнена с режущей кромкой, расположенной по всему
5 периметру каждого торца полувтулки, отличающийся тем, что, с целью увеличения срока службы штампа и повышения качества рубки заготовок, он имеет закрепленный на матрице козырек с направляющим отверстием и размещенный а отверстии подпружиненный шток, на котором закреплен пуансон, имеющий сьемную рабочую часть,и подпружиненный прижим, при этом рабочая часть пуансона выполнена с четырьмя режущими кромками, а прижим выполнен в виде ползуна, размещенного в съемной втулке.
Источники информации,
0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 505475, кл. В 21 Р 11/00, 1974.
2.Авторское свидетельство СССР № 577070, кл. В 21 Р 11/00, 1976. Ш
риг. /
. г
Oud В 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для рубки канатов | 1976 |
|
SU577070A1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для вырубки канатов | 1974 |
|
SU505475A1 |
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |