1 . .
Изобретение относится к обработке металлов давлением, а именно к способам изготовления деталей с боковыми отростками.
Известен способ изготовления деталей с боковыми отростками путем приложения к торцу заготовки осевог усилия с вьщавливанием металла загото ки в формообразующую полость йод отросток TI Недостатками известного спосйба являются невысокое качество получаемых деталей и неэкономичность процесса.
Цель изобретения - повышение качества получаемых деталей и повышение экономичности процесса..
Указанная цель достигается тем, что в способе изготовления деталей с боковыми отростками путем приложения к торцу заготовки осевого усилия с выдавливанием металла загс-, товки в формообразующую полость под отросток, выдавливание металла заготовки в формообразующую полость под отросток осуществляют формовкой дополнительного технологического отростка, противолежащего формуемому отростку детали, после чего металл дополнительного технологического
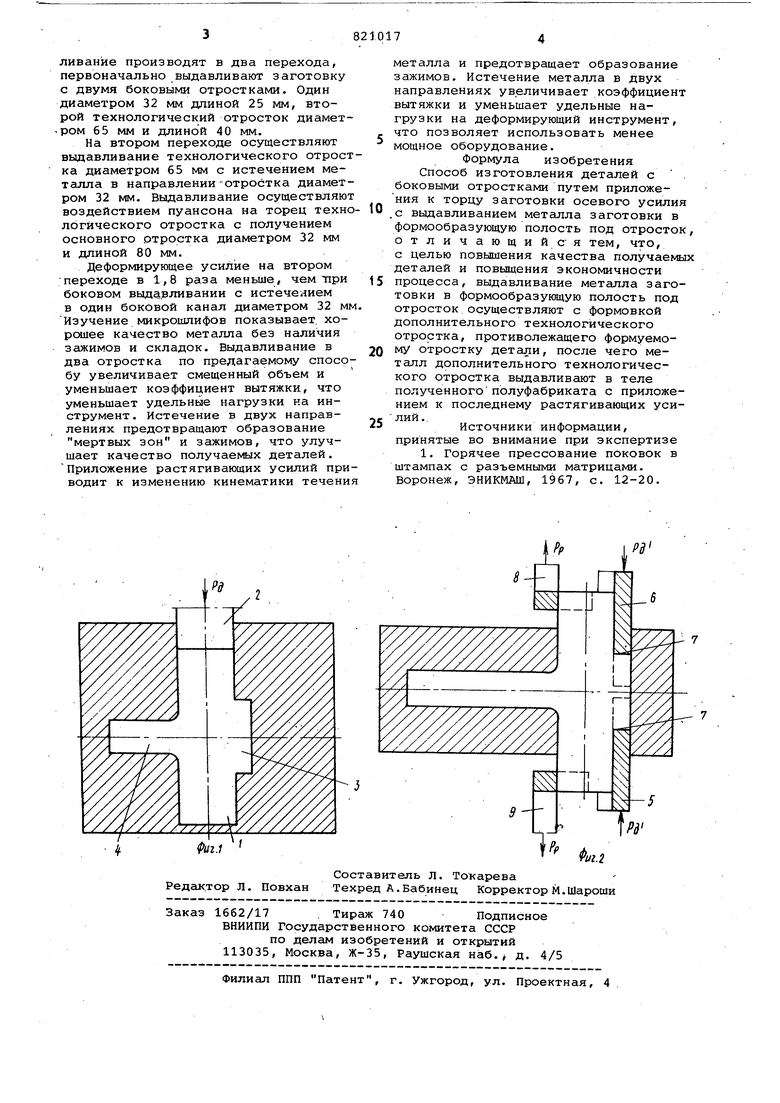
отростка выдавливают в тело полученного полуфабриката с приложением к последнему растягивающих усилий. На фиг.1 изображена начальная стадия процесса; на фиг. 2 - конечная стадия процесса.
Исходную заготовку размещают в фасонной полости штампа 1, и деформирующим пуансоном 2 выдавливают
0 ее металл в сторону свободных боковых полостей. При этом образуется дополнительный технологический отросток 3 и основной отросток 4. По получению боковых отростков 3 и 4
5 металл технологического отростка 3 . выдавливают посредством пуансонов 5 и б. Металл течет в основном в сторону отростка 4. Во избежание возникновения зажима вместе перехода
0 1 технологического отростка к заготовке к концам полученного полуфабриката посредством захватов 8 и 9 прикладывают растягивающие усилия. Приме р . Способ .осуществляют
5 в штампе с разъемными матрицами из стали 5ХНТ. Штамп имеет две полости... Выдавливание производят из заготовок диаметром 8,3 мм (диаметр контейнера 85 мм) стали 20 ГОСТ 1050-74 и
0 стали 12Х1МФ ГОСТ 20072-74. Выдав
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отростковых поковок штамповкой в разъемных матрицах | 1981 |
|
SU1006017A1 |
| Способ поперечного выдавливания | 1978 |
|
SU742023A1 |
| Способ изготовления изделий с боковыми выступами | 1988 |
|
SU1687350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ безоблойной штамповки изделий с боковыми отростками и фланцами на этих отростках | 1989 |
|
SU1648620A1 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ получения изделий с боковыми отростками | 1979 |
|
SU871977A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
